Petroleum Refining Water/Wastewater Management
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Water Treatment and Reverse Osmosis Systems
Pure Aqua, Inc.® Water© 2012 TreatmentPure Aqua ,and Inc. ReverseAll Right sOsmosis Reserve dSystems. Worldwide Experience Superior Technology About the Company Pure Aqua is a company with a strong philosophy and drive to develop and apply solutions to the world’s water treatment challenges. We believe that both our technology and experience will help resolve the growing shortage of clean water worldwide. Capabilities and Expertise As an ISO 9001:2008 certified company with over a decade of experience, Pure Aqua has secured its position as a leading manufacturer of reverse osmosis systems worldwide. Goals and Motivations Our goal is to provide environmentally sustainable systems and equipment that produce high quality water. We provide packaged systems and technical support for water treatment plants, industrial wastewater reuse, and brackish and seawater reverse osmosis plants. Having strong working relationships with Thus, we ensure our technological our suppliers gives us the capability to contribution to water preservation by provide cost effective and competitive supplying the means and making it highly water and wastewater treatment systems accessible. for a wide range of applications. Seawater Reverse Osmosis Systems System Overview Designed to convert seawater to potable water, desalination systems use high quality reverse osmosis seawater membranes. The process separates dissolved salts by only allowing pure water to pass through the membrane fabric. System Capacities Pure Aqua desalination systems are designed to provide high -

Making Decisions About Water and Wastewater for Aqueous Operation
Making Decisions about Water and Wastewater for Aqueous Operation John F. Russo Chapter 2.17 Handbook for Critical Cleaning Editor-in-Chief Barbara Kanegsberg Reprinted with permission from CRC Press www.crcpress.com INTRODUCTION..................................................................................................................................3 TYPICAL CLEANING SYSTEM............................................................................................................3 OPERATIONAL SITUATIONS OF TYPICAL USER ...............................................................................4 Determining the Water Purity Requirements .........................................................................................4 Undissolved Contaminants............................................................................................................4 Dissolved Contaminants...............................................................................................................4 Undissolved and Dissolved Contaminants........................................................................................5 Other Conditions...........................................................................................................................5 Determining the Wastewater Volume Produced .....................................................................................6 Source Water Trea tment .....................................................................................................................6 No -

Cost Analysis of the Impacts on Municipal Utilities and Biosolids Management to Address PFAS Contamination
Cost Analysis of the Impacts on Municipal Utilities and Biosolids Management to Address PFAS Contamination October 2020 Table of Contents Executive Summary Section 1 Background 1.1 Biosolids ................................................................................................................................................................ 1-1 Section 2 Data on Actual Costs to Wastewater and Biosolids Management Programs from PFAS 2.1 Introduction ......................................................................................................................................................... 2-1 2.2 NEBRA Survey ..................................................................................................................................................... 2-1 2.2.1 Background ............................................................................................................................................. 2-1 2.2.2 Results ...................................................................................................................................................... 2-2 2.3 Expanded Utility Survey ................................................................................................................................. 2-2 2.3.1 Background ............................................................................................................................................. 2-2 2.3.2 Results ..................................................................................................................................................... -
Landfill Leachate Pretreatment Process Evaluation and Pilot Study
Landfill Leachate Pretreatment Process Evaluation and Pilot Study Richard Claus – Hazen and Sawyer, P.C. John Butler – Rumpke Consolidated Companies, Inc. Dan Miklos – Hazen and Sawyer, P.C. Presentation Overview Part 1 – Overview of Study, Piloting, and Design Introduction Timeline of Study, Evaluation, & Disposal Wastewater Characterization & Pretreatment Study Timeline of Piloting and Design Pretreatment Design Presentation Overview Part 2 – Pilot Treatment Sessil Media Trickling Filter Pilot Chemical Treatment Jar Testing and Pilot Considered ElectroCell Piloting Next Steps Introduction Rumpke Sanitary Landfill Cincinnati, OH, Colerain Township, Northwest Hamilton County Rumpke Consolidated Companies, Inc. Family Owned, Operated since 1945 One of the largest landfills in the nation, largest in Ohio Rumpke Colerain Township Landfill Introduction Northwest Area Landfill Portion of landfill undergoing a reaction since August, 2009 Source of extremely strong leachate Averaging 120-degrees Fahrenheit Average Volumes of 120,000 GPD (2010-2011) to 200,000 GPD (2012) Northwest Lift Station Lift Station No. 2 Pilot and Tanker Loadout Locations Northwest Area Landfill Introduction – NW Area Leachate Current Characteristics COD 30,000 to 50,000 mg/L BOD5 20,000 to 30,000 mg/L TSS 1,000 – 2,000 mg/L TKN 1,500 – 2,500 mg/L Fe 250 – 700 mg/L Ca 1,500 – 3,700 mg/L Temperature 120 degrees F Introduction – NW Area Leachate On –Going Issues Pipe scaling/clogging during conveyance Odors during handling/disposal Costs for disposal Study, Evaluation, and Disposal Timeline August, 2009 – Increasing leachate strength from Northwest Area August, 2010 to May, 2011 – Wastewater Characterization & Pretreatment Study August, 2011 to June, 2012 – Treatment Piloting and Pretreatment Design Study, Evaluation, and Disposal Timeline - Continued Historically until October 7, 2011 – “Blended” Flow Sewer Discharge into MSDGC Collection System NW Area Leachate (Approx. -

CHEMISTRY ASSIGNMENT CLASS VII CHAP 3, Part – II Elements , Compounds and Mixture ( Separation Techniques of Mixtures )
CHEMISTRY ASSIGNMENT CLASS VII CHAP 3, Part – II Elements , compounds and Mixture ( Separation Techniques of Mixtures ) Mixture can be separated into its constituent by various method. Seperation technique totally depend upon the nature of the constituent. Q1. Describe a method to separate solid to solid mixture . Ans . We can separate solid to solid mixture by using Solvent Method , when one of the component is soluble. In this method we use a appropriate solvent to dissolve one of the component of the mixture .After that we filter the solute .The soluble solute get filtered from the insoluble solid. The filtered solution can be further separated from the solvent by heating or keeping in the sun.In this way we can separate out the two mixture. Q2. Differentiate between Solute and Solvent. Ans Solute Solvent The solid that is dissolved or spread evenly in the The liquid in which solute is dissolved is called solvent is called Solute . solvent. e.g. In sugar syrup sugar is the solute. e.g. In sugar syrup water is the solvent Q3. Name the various method used to separate solid to liquid mixture. Ans. The solid to liquid mixtures can be separated by various method – i. Evaporation ii. Filtration iii. Distillation Q4. What do you mean by filtration ? Draw a well labelled diagram to show filtration. Give one example too. Ans. Filtration is the simplest method to separate mixture when it contain one insoluble solid component and a liquid component by using a filter paper. The clear liquid that passes through the filterpaper is called Filtrate . -

Evaluation of Boiler Chemical Cleaning Techniques
INFO—0444 Report Rap CA9400049 Atomic Energy Commission de contrfile Control Board de I'energie atomique INFO-0444 Atomic Energy Commission de controle 1*1 Control Board de I'energie atomique PO Box 1046 CP 1046 Onawa Canada Ottawa. Canada K1P5S9 K1P5S9 EVALUATION OF BOILER CHEMICAL CLEANING TECHNIQUES (AECB Project No. 2.221.1) by Monserco Limited A research report prepared for the Atomic Energy Control Board Ottawa, Canada April 1993 1 Canada Research report EVALUATION OF BOILER CHEMICAL CLEANING TECHNIQUES A report prepared by Monserco Limited under contract to the Atomic Energy Control Board. ABSTRACT Deposits in the secondary side of nuclear steam generators (SG) may cause corrosion and disruptions in steam flow. In the Bruce A reactors such deposits have resulted in the derating of two of the units. Hydrolasing has been successful in removing enough of the deposits to permit operation at 100% power, but a considerable amount of deposit remains in physically inaccessible regions of the generators. The only way to remove these deposits is through chemical cleaning. The EPRI/SGOG process, which has been selected by Ontario Hydro for use at the Bruce A station, is described. This process consists of alternating iron removal and copper removal steps, the two metals which comprise the bulk of the deposit in the Bruce A SGs. The iron removal solvent consists of ethylenediaminetetraacetic acid (EDTA), hydrazine, ammonium hydroxide and a proprietary corrosion inhibitor CCI-801. The copper removal solvent consists of EDTA, ethylene diamine and hydrogen peroxide. Ontario Hydro proposes to dean a bank of four SGs in parallel employing a total of six copper removal steps and four iron removal steps. -

Experiment 2 — Distillation and Gas Chromatography
Chem 21 Fall 2009 Experiment 2 — Distillation and Gas Chromatography _____________________________________________________________________________ Pre-lab preparation (1) Read the supplemental material on distillation theory and techniques from Zubrick, The Organic Chem Lab Survival Manual, and the section on Gas Chromatography from Fessenden, Fessenden, and Feist, Organic Laboratory Techniques, then read this handout carefully. (2) In your notebook, write a short paragraph summarizing what you will be doing in this experiment and what you hope to learn about the efficiencies of the distillation techniques. (3) Sketch the apparatus for the simple and fractional distillations. Your set-up will look much like that shown on p 198 of Zubrick, except that yours will have a simple drip tip in place of the more standard vacuum adaptor. (4) Look up the structures and relevant physical data for the two compounds you will be using. What data are relevant? Read the procedure, think about the data analysis, and decide what you need. (5) Since you have the necessary data, calculate the log of the volatility factor (log α) that you will need for the theoretical plate calculation. Distillation has been used since antiquity to separate the components of mixtures. In one form or another, distillation is used in the manufacture of perfumes, flavorings, liquors, and a variety of other organic chemicals. One of its most important modern applications is in refining crude oil to make fuels, lubricants, and other petrochemicals. The first step in the refining process is separation of crude petroleum into various hydrocarbon fractions by distillation through huge fractionating columns, called distillation towers, that are hundreds of feet high. -

An Analysis of CO2-Driven Cold-Water Geysers in Green River, Utah and Chimayo, New Mexico Zachary T
University of Wisconsin Milwaukee UWM Digital Commons Theses and Dissertations December 2014 An Analysis of CO2-driven Cold-water Geysers in Green River, Utah and Chimayo, New Mexico Zachary T. Watson University of Wisconsin-Milwaukee Follow this and additional works at: https://dc.uwm.edu/etd Part of the Geology Commons, and the Hydrology Commons Recommended Citation Watson, Zachary T., "An Analysis of CO2-driven Cold-water Geysers in Green River, Utah and Chimayo, New Mexico" (2014). Theses and Dissertations. 603. https://dc.uwm.edu/etd/603 This Thesis is brought to you for free and open access by UWM Digital Commons. It has been accepted for inclusion in Theses and Dissertations by an authorized administrator of UWM Digital Commons. For more information, please contact [email protected]. AN ANALYSIS OF CO 2-DRIVEN COLD-WATER GEYSERS IN GREEN RIVER, UTAH AND CHIMAYO, NEW MEXICO by Zach Watson A Thesis Submitted in Partial Fulfillment of the Requirements for the Degree of Master of Science Geosciences at The University of Wisconsin-Milwaukee December 2014 ABSTRACT AN ANALYSIS OF CO 2-DRIVEN COLD-WATER GEYSERS IN UTAH AND NEW MEXICO by Zach Watson The University of Wisconsin-Milwaukee, 2014 Under the Supervision of Professor Dr. Weon Shik Han The eruption periodicity, CO 2 bubble volume fraction, eruption velocity, flash depth and mass emission of CO 2 were determined from multiple wellbore CO 2-driven cold-water geysers (Crystal and Tenmile geysers, in Utah and Chimayó geyser in New Mexico). Utilizing a suite of temporal water sample datasets from multiple field trips to Crystal geyser, systematic and repeated trends in effluent water chemistry have been revealed. -
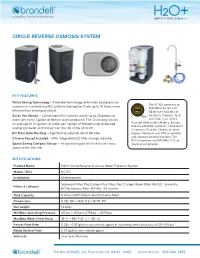
Circle Reverse Osmosis System
CIRCLE REVERSE OSMOSIS SYSTEM KEY FEATURES Water Saving Technology – Patented technology eliminates backpressure The RC100 conforms to common in conventional RO systems making the Circle up to 10 times more NSF/ANSI 42, 53 and efficient than existing products. 58 for the reduction of Saves You Money – Conventional RO systems waste up to 24 gallons of Aesthetic Chlorine, Taste water per every 1 gallon of filtered water produced. The Circle only wastes and Odor, Cyst, VOCs, an average of 2.1 gallons of water per 1 gallon of filtered water produced, Fluoride, Pentavalent Arsenic, Barium, Radium 226/228, Cadmium, Hexavalent saving you water and money over the life of the product!. Chromium, Trivalent Chromium, Lead, RO Filter Auto Flushing – Significantly extends life of RO filter. Copper, Selenium and TDS as verified Chrome Faucet Included – With integrated LED filter change indicator. and substantiated by test data. The RC100 conforms to NSF/ANSI 372 for Space Saving Compact Design – Integrated rapid refill tank means more low lead compliance. space under the sink. SPECIFICATIONS Product Name H2O+ Circle Reverse Osmosis Water Filtration System Model / SKU RC100 Installation Undercounter Sediment Filter, Pre-Carbon Plus Filter, Post Carbon Block Filter (RF-20): 6 months Filters & Lifespan RO Membrane Filter (RF-40): 24 months Tank Capacity 6 Liters (refills fully in less than one hour) Dimensions 9.25” (W) x 16.5” (H) x 13.75” (D) Net weight 14.6 lbs Min/Max Operating Pressure 40 psi – 120 psi (275Kpa – 827Kpa) Min/Max Water Feed Temp 41º F – 95º F (5º C – 35º C) Faucet Flow Rate 0.26 – 0.37 gallons per minute (gpm) at incoming water pressure of 20–100 psi Rated Service Flow 0.07 gallons per minute (gpm) Warranty One Year Warranty PO Box 470085, San Francisco CA, 94147–0085 brondell.com 888-542-3355. -

Olive Oil Jars Left Behind By
live oil jars left behind by the ancient Greeks are testament to our centuries- old use of cooking oil. Along with salt and pepper, oil Oremains one of the most important and versatile tools in your kitchen. It keeps food from sticking to pans, adds flavor and moisture, and conducts the heat that turns a humble stick of potato into a glorious french fry. Like butter and other fats, cooking oil also acts as a powerful solvent, unleashing fat-soluble nutrients and flavor compounds in everything from tomatoes and onions to spices and herbs. It’s why so many strike recipes begin with heating garlic in oil rather than, say, simmering it in water. The ancient Greeks didn’t tap many cooking oils. (Let’s see: olive oil, olive oil, or—ooh, this is exciting!—how about olive oil?) But you certainly can. From canola to safflower to grapeseed to walnut, each oil has its own unique flavor (or lack thereof), aroma, and optimal cooking temperature. Choosing the right kind for the task at hand can save you money, boost your health, and improve your cooking. OK, so you probably don’t stop to consider your cooking oil very often. But there’s a surprising amount to learn about What’s this? this liquid gold. BY VIRGINIAWILLIS Pumpkin seed oil suspended in corn oil—it looks like a homemade Lava Lamp! 84 allrecipes.com PHOTOS BY KATE SEARS WHERE TO store CANOLA OIL GRAPESEED OIL are more likely to exhibit the characteristic YOUR OIL flavor and aroma of their base nut or seed. -

Table of Contents CHAPTER 31 VIRGINIA POLLUTANT DISCHARGE ELIMINATION SYSTEM (VPDES) PERMIT REGULATION....1 Part I Definitions and General Program Requirements
Project 1248 - Final STATE WATER CONTROL BOARD Amendment of Regulations Pertaining to Biosolids After Transfer from the Department of Health Table of Contents CHAPTER 31 VIRGINIA POLLUTANT DISCHARGE ELIMINATION SYSTEM (VPDES) PERMIT REGULATION....1 Part I Definitions and General Program Requirements ...........................................................................1 9VAC25-31-10. Definitions. ..................................................................................................................1 9VAC25-31-20. Purpose......................................................................................................................15 9VAC25-31-25. Applicability of incorporated references based on the dates that they became effective..............................................................................................................................................16 9VAC25-31-30. Federal effluent guidelines........................................................................................16 9VAC25-31-40. Exclusions. .................................................................................................................17 9VAC25-31-50. Prohibitions. ..............................................................................................................18 9VAC25-31-60. Effect of a permit.......................................................................................................19 9VAC25-31-70. Continuation of expiring permits...............................................................................20 -

Oil Refinery Sector
Gujarat Cleaner Production Centre - ENVIS Centre CLEANER PRODUCTION OPPURTUNITIES IN OIL REFINERY SECTOR Gujarat Cleaner Production Centre - ENVIS Centre OIL REFINERY An oil refinery or petroleum refinery is an industrial process plant where crude oil is processed and refined into more useful products such as petroleum naphtha, gasoline, diesel fuel, asphalt base, heating oil, kerosene and liquefied petroleum gas. Oil refineries are typically large, sprawling industrial complexes with extensive piping running throughout, carrying streams of fluids between large chemical processing units. Common process units found in a refinery: • Desalter unit washes out salt from the crude oil before it enters the atmospheric distillation unit. • Atmospheric distillation unit distills crude oil into fractions. • Vacuum distillation unit further distills residual bottoms after atmospheric distillation. • Naphtha hydrotreater unit uses hydrogen to desulfurize naphtha from atmospheric distillation. Must hydrotreat the naphtha before sending to a Catalytic Reformer unit. • Catalytic reformer unit is used to conver t the naphtha-boiling range molecules into higher octane reformate (reformer product). The reformate has higher content of aromatics and cyclic hydrocarbons). An important byproduct of a r eformer is hydrogen released during the catalyst reaction. The hydrogen is used either in the hydrotreater or the hydrocracker. • Distillate hydrotreater unit desulfurizes distillates (such as diesel) after atmospheric distillation. • Fluid catalytic cracker (FCC) unit upgrades heavier fractions into lighter, more valuable products. • Hydrocracker unit uses hydrogen to upgrade heavier fractions into lighter, more valuable products. • Visbreaking unit upgrades heavy residual oils by thermally cracking them into li ghter, more valuable reduced viscosity products. • Merox unit treats LPG, kerosene or jet fuel by oxidizing mercaptans to organic disulfides.