EFFECT of COPPER ADDITIONS on DEFORMATION PROCESSING of ALUMINIUM ALLOYS by RICHARD PAUL VIEROD, B.Sc (ENG), A.R.S.M. a Thesis S
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Metalwork & Woodwork Saws
HAMMERS - ANVILS - METALWORK & WOODWORK SAWS C HAMMERS BENCH PIN & ANVIL 77 CABLE TACKER GUN 76 DAVID USE PHOTO COPING SAWS 79 SD0010 FRETSAW BLADES 79 FRETSAW FRAMES 79 O HAMMER S & MALLETS 72 - 74 HACKSAWS 76 - 77 MINITURE ANVILS 74 MINITURE PINS 75 MALLET MITRE BOXES 82 PIERCING SAW BLADES 78 PIERCING SAW FRAMES 78 N DAVID USE PHOTO PIN PUSHERS 75 SD0010 RAZOR SAWS 81 SAW BLADE LUBRICANT 78 SAW KNIFE BLADES 81 STAPLE GUNS 75 - 76 V-BLOCK & CLAMPS 77 WEB STRETCHER 82 T ANVILS WOOD SAWS 80 - 81 X-ACTO RAZOR SAWS 81 DAVID USE PHOTO ZONA RAZOR SAWS 79 SD0010 E SAWS N DAVID USE PHOTO SD0010 T V BLOCK & CLAMP DAVID USE PHOTO SD0010 S Last Revised 04/07/2011 71 SQUIRES MODEL & CRAFT TOOLS HAMMERS & MALLETS MAGNETIC TACK HAMMER 6oz a specially designed hammer having one striking face magnetised for use when fitting small nails JEWELLERS MALLET a lightweight stainless steel mallet similar and upholstery tacks. The head features a claw for removing to those used by watchmakers and jewellers, with a solid head and tacks, the striking surface is a magnetic split pattern. The head is knurled shaft. hardened and pol- Length 145mm. ished. Fitted on a Weight 2½oz. hickory handle. Weight 6oz, length overall CODE TYPE PRICE 265mm. HA0025 Jewellers Mallet.................................................... £3.99 WATCHMAKERS MALLET a lightweight jewellers and watch- CODE TYPE PRICE makers mallet with a solid brass head. The handle is 260mm long 051-006 Magnetic Tack Hammer 6oz................................. £14.99 and has an increased diameter and is knurled for extra grip. -

Metals and Metal Products Tariff Schedules of the United States
251 SCHEDULE 6. - METALS AND METAL PRODUCTS TARIFF SCHEDULES OF THE UNITED STATES SCHEDULE 6. - METALS AND METAL PRODUCTS 252 Part 1 - Metal-Bearing Ores and Other Metal-Bearing Schedule 6 headnotes: Materials 1, This schedule does not cover — Part 2 Metals, Their Alloys, and Their Basic Shapes and Forms (II chemical elements (except thorium and uranium) and isotopes which are usefully radioactive (see A. Precious Metals part I3B of schedule 4); B. Iron or Steel (II) the alkali metals. I.e., cesium, lithium, potas C. Copper sium, rubidium, and sodium (see part 2A of sched D. Aluminum ule 4); or E. Nickel (lii) certain articles and parts thereof, of metal, F. Tin provided for in schedule 7 and elsewhere. G. Lead 2. For the purposes of the tariff schedules, unless the H. Zinc context requires otherwise — J. Beryllium, Columbium, Germanium, Hafnium, (a) the term "precious metal" embraces gold, silver, Indium, Magnesium, Molybdenum, Rhenium, platinum and other metals of the platinum group (iridium, Tantalum, Titanium, Tungsten, Uranium, osmium, palladium, rhodium, and ruthenium), and precious- and Zirconium metaI a Iloys; K, Other Base Metals (b) the term "base metal" embraces aluminum, antimony, arsenic, barium, beryllium, bismuth, boron, cadmium, calcium, chromium, cobalt, columbium, copper, gallium, germanium, Part 3 Metal Products hafnium, indium, iron, lead, magnesium, manganese, mercury, A. Metallic Containers molybdenum, nickel, rhenium, the rare-earth metals (Including B. Wire Cordage; Wire Screen, Netting and scandium and yttrium), selenium, silicon, strontium, tantalum, Fencing; Bale Ties tellurium, thallium, thorium, tin, titanium, tungsten, urani C. Metal Leaf and FoU; Metallics um, vanadium, zinc, and zirconium, and base-metal alloys; D, Nails, Screws, Bolts, and Other Fasteners; (c) the term "meta I" embraces precious metals, base Locks, Builders' Hardware; Furniture, metals, and their alloys; and Luggage, and Saddlery Hardware (d) in determining which of two or more equally specific provisions for articles "of iron or steel", "of copper", E. -

Manual and Computer Aided Jewellery Design Training Module
MAST MARKET ALIGNED SKILLS TRAINING MANUAL AND COMPUTER AIDED JEWELLERY DESIGN TRAINING MODULE In partnership with Supported by: INDIA: 1003-1005,DLF City Court, MG Road, Gurgaon 122002 Tel (91) 124 4551850 Fax (91) 124 4551888 NEW YORK: 216 E.45th Street, 7th Floor, New York, NY 10017 www.aif.org MANUAL AND COMPUTER AIDED JEWELLERY DESIGN TRAINING MODULE About the American India Foundation The American India Foundation is committed to catalyzing social and economic change in India, and building a lasting bridge between the United States and India through high impact interventions ineducation, livelihoods, public health, and leadership development. Working closely with localcommunities, AIF partners with NGOs to develop and test innovative solutions and withgovernments to create and scale sustainable impact. Founded in 2001 at the initiative of PresidentBill Clinton following a suggestion from Indian Prime Minister Vajpayee, AIF has impacted the lives of 4.6million of India’s poor. Learn more at www.AIF.org About the Market Aligned Skills Training (MAST) program Market Aligned Skills Training (MAST) provides unemployed young people with a comprehensive skillstraining that equips them with the knowledge and skills needed to secure employment and succeed on thejob. MAST not only meets the growing demands of the diversifying local industries across the country, itharnesses India’s youth population to become powerful engines of the economy. AIF Team: Hanumant Rawat, Aamir Aijaz & Rowena Kay Mascarenhas American India Foundation 10th Floor, DLF City Court, MG Road, Near Sikanderpur Metro Station, Gurgaon 122002 216 E. 45th Street, 7th Floor New York, NY 10017 530 Lytton Avenue, Palo Alto, CA 9430 This document is created for the use of underprivileged youth under American India Foundation’s Market Aligned Skills Training (MAST) Program. -
Recommended Starter Tool List.Pdf
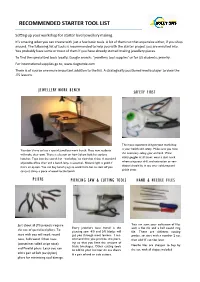
RECOMMENDED STARTER TOOL LIST Setting up your workshop for starter level jewellery making. It’s amazing what you can create with just a few basic tools. A lot of them not that expensive either, if you shop around. The following list of tools is recommended to help you with the starter project you are enrolled into. You probably have some or most of them if you have already started making jewellery pieces. To find the specialized tools locally, Google search; ‘jewellery tool supplies’ or for US students; jewelry. For international supplies go to; www.riogrande.com There is of course one more important addition to the list. A strategically positioned media player to view the JTS lessons. JEWELLERY WORK BENCH SAFETY FIRST The most important thing in your workshop is your health and safety. Make sure you have You don’t have to buy a special jewellery work bench. Most new students will make their own. There is a lesson on how Soham built his student the necessary safety gear on hand. Wear safely goggles at all times, wear a dust mask benches. Type into the search bar ‘ workshop’ to view that video. A standard adjustable office chair and a bench lamp is essential,. Natural light is good if when using your drill, and extraction or ven- tilation should be in use over soldering and that’s an option. You can buy bench pegs to work from but to start off you can just clamp a piece of wood to the bench. pickle areas. PLIERS PIERCING SAW & CUTTING TOOLS HAND & NEEDLE FILES Just about all JTS projects require You can start your collection of files Every jewellers best friend is the with a flat file and a half round ring the use of specialised pliers. -

Basic Metal Toolkit
Intro to Metalsmithing Basic Metal Toolkit Jeweler’s Saw $20.00 Saw Blades 4.75 Vernier Caliper 10.50 Steel Metric Ruler 7.95 Hardwood Ring Mandrel 16.00 Scribe 8.95 Plier & Cutter Kit 29.00 Needle File Kit 14.95 Dividers 11.00 Bur Life 5.50 A Pin Vise 9.95 Bench Pin with Anvil 16.95 Twist Drills 6.45 Center Punch 8.95 B Hammer Kit 59.00 C Sand Paper Assortment 17.60 D Pocket Wire Gauge 14.95 Steel Square 4.55 Optivisor 6.45 Metalsmith Essentials - Tim McCreight 15.00 Estimated Total $288.45 ! A. Can substitute beeswax for Bur Life! B. Can make your own from an old nail.! C. You can pick up hammers from home improvement stores and alter them.! !D. You can buy sandpaper at home improvement stores for less and in bulk.! ! "1 of "7 Intro to Metalsmithing Measurement Resources Conversion Website www.convert-me.com Will convert units of distance and length instantly. Metric Conversions www.metric-conversions.org Excellent free resource to convert from Imperial to Metric ! ! Formulas! ! "2 of "7 Intro to Metalsmithing ! Terminology (Small List)! ! Alloy Mixture of metals; sterling silver is an allow of fine silver and copper. Annealing The process of heating and then cooling metal to make it softer and thus easier to work with. Base Metal Nonprecious metal, such as aluminum, copper, iron and nickel. Bezel The rim of metal that is used to secure a stone in a rub-over setting. Blank A flat shape cut from sheet metal. -

Fibre-Reinforced Materials Fabricated by Powder Extrusion
FIBRE-REINFORCED MATERIALS FABRICATED BY POWDER EXTRUSION by HENRY MCSHANE, B.SC,(ENG.) A thesis submitted for the Degree of Doctor of Philosophy of the University of London John Percy Research Group, Department of Metallurgy and Materials Science, March 1978 Imperial College of Science and Technology, London SW7 2BP ABSTRACT The powder extrusion process as a consolidation technique for pre-alloyed aluminium and aluminium alloy powders has been thoroughly investigated. Analyses have been proffered to pre- dict. extrusion load, strain rate and "steady state" temperature during the extrusion process. Classical hot working theory has been applied to powder compacts during extrusion and to the re- sulting extrudes relating flow stress, strain rate and tempera- ture. The controlling effect of the extrusion parameters on the product structure and mechanical properties has been clearly demonstrated. Al-Mg-Si powder extrudes have been subjected to various heat treatments and the resulting mechanical properties investigated. Glass fibre reinforced rods have been produced, by this powder extrusion route, from mechanically mixed quantities of aluminium alloy powder and glass powder. The extrusion process has served three purposes:- (1) Fibre formation (in situ in the deformation zone and die neck) (2) Fibre alignment (3) Matrix consolidation The structure and mechanical properties of the resulting rein- forced extrudes have been observed in some detail. A knowledge of the glass content, extrusion temperature and ram speed required to give optimum properties has been obtained. In all)the results of several hundred extrusions, the cor- responding mechanical tests and microscopical examinations are reported in this thesis. 3 ACKNOWLEDGEMENTS The author wishes to express his sincere appreciation to:- for: - Dr. -

Saw and Pierce Jewellery Or Silverware Components
CCSJ3.5 Saw and pierce jewellery or silverware components Overview This unit covers the skills and knowledge required to use the different types of sawing equipment appropriate to your work to cut and pierce materials. You will be required to work to instructions, use a range of saws appropriate to the design of the product. You will be expected to check the quality and accuracy of your work against given tolerances. You need to be able to recognise any defects, to determine the appropriate action to rectify them and ensure that the finished work meets the given specification. CCSJ3.5 Saw and pierce jewellery or silverware components 1 CCSJ3.5 Saw and pierce jewellery or silverware components Performance criteria You must be able to: P1 follow instructions for sawing and piercing complex components P2 identify and select the correct saw blades P3 cut out range of items using a piercing saw frame P4 complete the work to the given specification CCSJ3.5 Saw and pierce jewellery or silverware components 2 CCSJ3.5 Saw and pierce jewellery or silverware components Knowledge and understanding You need to know and K1 the specific safety precautions to be taken when using sheet metal, understand: sawing and piercing tools and equipment K2 the methods of marking out, drilling and piercing complicated shapes and patterns K3 the type of saw to be used, and selecting appropriate saw blades K4 the importance of keeping the work area safe and tidy to retain valuable waste (lemel) K5 how to check that the pierced and sawn product meets the required standard CCSJ3.5 Saw and pierce jewellery or silverware components 3 CCSJ3.5 Saw and pierce jewellery or silverware components Additional Information Scope/range You are required to: related to performance 1. -

Friction Fitting Test
Friction Fitting Test This tutorial demonstrates how to make a simple 2D to 3D pendant without soldering. It is important that students learn cold joint techniques such as friction fitting & riveting before they are taught to solder. This ensures that solder isn’t used as filler and that joints are prepared correctly before soldering. 1. This project starts with a piece of brass sheet 1.2mm x 48mm x 16mm. Along with patience, you will need your measuring & marking tools including a good pair of dividers a drill and piercing saw. 2. The sheet of brass needs to be squared off using a set square. This will ensure that the preliminary markings are accurate. Scribe a centre line long ways and mark two lines short ways to create three perfect squares. Scribe a cross through each square to identify the three centre points. 3. Centre punch at each cross point. Set your dividers to scribe a circle inside the squares, making sure that you allow for the saw blade thickness and final file trimming. The circle diameter should be approximately 14.5mm. 4. You now need to mark out the slots. Set your dividers to the metal thickness (1.2mm) this can be difficult if your dividers aren’t cut out for precision work. Put the points of the dividers either side of the centre mark then place your ruler square to the work against your dividers. Scribe off the two ends & out from the middle. 5. Mark out a ‘D’ shaped opening for a chain on the centre section, no less than 2mm between the outer edge and centre. -

Eclipse Plus Brochure 09
Product Guide CONTENTS Metal Cutting Hand & Power Hacksaw Blades 3-6 Saw Frames & Small Saw Blades 7-9 Holesaws & Arbors 10-11 Cutting & Grinding Abrasive Discs 12-13 Bolt & Cable Cutters 14-15 Snips 16 Chisels Cold Chisels 18 Wrecking Bars 18 Wood Chisels 19 Locking Jaw Pliers Locking Jaw Pliers 21-23 C-Clamps 21-23 Locking Tools 23 Pliers Pliers 25 Special Purpose Pliers 26-27 Professional Electricians’ Tools Premium Quality Safety Tools Introduction 29 VDE Cutters & Pliers 30-32 VDE Screwdrivers 33-34 Specialist Electricians’ Hand tools 35-36 Electricians’ Tool Case 37 Vices & Clamps Vices 39-40 Clamps 41-43 Gripping & Plumbing Wrenches 45-47 Pipe Vices 47 Pipe Cutters 48 Hand Bender & Accessories 48 Riveters & Threaded Insert Setting Tools Riveters 50 Threaded Insert Setting Tools & Kits 51 Riveter Kits / Spares / Rivets / Deburring Tools 52 Torque Control Tools, Accessories & Multipliers Torque Tool information 54-59 Recommended Maximum Torque Values 57 Torque Wrench Selection Guide 58-59 Torque Wrenches 60-63 Torque Handles (Female Fitting) 64 Automotive Torque Wrenches 64 Industrial Torque Wrenches 65 Professional Industrial Torque Wrenches 66 Ratchet Repair Kits 67 Socket Sets 67 Torque Screwdrivers 68 Multipliers 69-71 Engineers’ Tools Punches 73 Scrapers / Pin Vices / Chucks & Collets 74 Scribers / Jewellers Screwdrivers 75 Toolbits / Holders / Boring Bars 76 Cutting Off Tools / Lathe Tools / Holders 77 Tap Wrenches & Accessories 78 Eclipse Magnetics Permanent Magnets 79-81 Magnetic Tools 82-84 Drill Bits Premium SDS Plus Hammer Drill Bits 86-87 Standard SDS Plus Hammer Drill Bits 87 Masonry Drill Bits 88 HSS Drill Bits 88 Hinge Boring Bits 88 General Hand Tools Utility Knives & Blades 90 Tape Measures 90 THE OFFICIAL MARK OF QUALITY Dedication to quality has earned official accreditation of the BSEN ISO 9001:2008 Quality Assurance Certificate for the general manufacture of all our hand tools. -
Eclipse Plus Brochure 09
Product Guide CONTENTS Metal Cutting Hand & Power Hacksaw Blades 4-6 Saw Frames & Small Saw Blades 7-9 Holesaws & Arbors 10-11 Cutting & Grinding Abrasive Discs 12-13 Bolt & Cable Cutters 14-15 Snips 16 Chisels Cold Chisels 18 Wood Chisels 19 Locking Jaw Pliers Locking Jaw Pliers 21-22 C-Clamps 22-23 Pliers & VDE Screwdrivers Pliers 25-27 VDE Screwdrivers 27 Vices & Clamps Mechanics’ Vices, Spares & Accessories 29-30 Woodworking Vices 30 G-Clamps 31 One-Handed Bar Clamps & Spreaders 32 Screw Clamps 32 Sash Clamps & Heads 32 T-Bar Clamps 32 Gripping & Plumbing Tools Leader Pattern Pipe Wrenches 34 Stillson Pattern Pipe Wrenches 34 Adjustable Wrenches 34-35 Swedish Pattern Pipe Wrenches 35 Chain Pipe Wrenches 35 Hinged Pipe Wrenches 35 Pipe Cutters 36 Hand Bender 36 Riveters Riveters 38 Threaded Insert Setting Tools & Kits 39 Rivets, Spares & Deburring Tools 40 Torque Control Tools & Accessories Torque Wrenches 42-47 Socket Sets 47 Engineers’ Tools Punches 49 Scrapers, Pin Vices, Chuck & Collets 50 Nutspinners 50 Scribers & Jewellers’ Screwdrivers 51 Tool Bits, Holders & Boring Bars 52 Cutting Off Tools, Lathe Tools & Holders 53 Tap Wrenches & Accessories 54 Eclipse Magnetics Permanent Magnets 56-57 Magnetic Tools 58-60 Drill Bits SDS Plus Drill Bits 62-63 Masonry Drill Bits 64 HSS Drill Bits 64 General Hand Tools Utility Knives & Blades 66 Tape Measures 66 THE OFFICIAL MARK OF QUALITY Dedication to quality has earned official accreditation of the BSEN ISO 9001:2008 Quality Assurance Certificate for the general manufacture of all our hand tools. This represents another important milestone in NEILL TOOLS history, since this is internationally recognised as a mark of quality. -

Neill Tools Ltd, a Spear & Jackson Group Company, Atlas Way, Atlas
Neill Tools Ltd, A Spear & Jackson Group Company, Atlas Way, Atlas North, Sheffield S4 7QQ, England www.eclipse-tools.co.uk e-mail: [email protected] e-mail: [email protected] Telephone: +44 (0) 114 281 4242 Fax: +44 (0) 114 281 4252/53 Due to continuous product development and improvement, Neill Tools reserves the right to modify product design and materials without prior notice. ECLIPSE07 METAL CUTTING CONTENTS METAL CUTTING HAND & POWER HACKSAW BLADES 4 -6 HOLESAWS & ARBORS 7 - 8 SAW FRAMES & BLADES 9 - 11 ECLIPSE PLUS 30 MERCHANDISER 12 ENGINEERS TOOLS PUNCHES 14 SCRAPERS/PIN VICES/CHUCKS & COLLETS 15 SCRIBERS & JEWELLERS SCREWDRIVERS 16 TOOL BITS/HOLDERS/BORING BARS 17 CUTTING OFF/LATHE TOOLS/HOLDERS 18 TAP WRENCHES & ACCESSORIES 19 RIVETERS ECLIPSE SPIRALUX RIVETERS 21 THREADED INSERT SETTING TOOLS & KITS 22 RIVETER KITS/SPARES/RIVETS/DEBURRING TOOLS 23 THE OFFICIAL MARK OF QUALITY Dedication to quality has earned official accreditation of the BSEN ISO 9001:2000 Quality Assurance Certificate for the manufacture of general-purpose saw and hacksaw blades. This represents another important milestone in NEILL TOOLS history, since this is internationally recognised as a mark of quality. Cert No. FM12290 FRleExoSLEawAnRRCakHe & DEVELOPMENT Cphoosiscieb&le.VTalhuae t means right from the start •BSEpTecTiaEl RfeaTtuEreS1 TING CThoesiceetw&oVianlsuee t shots illustrate the difference Lorem ipsum between a ground and a milled blade under PTrhoeduEctcCliopdse e Plus 30 3fr8o7m1HNR eill Tools PyroouduwcitllCnoodteice the differe3n8c7e1.HAR nd you will Independent testing at the University of Product Code 3871HR dolor sit amet in cons magnification. HreanpdrelesTeynptes Witshhebonne ext generation of HgaondolenTynpoe tiWciinsghbotnhe difference as the Northumbria in Newcastle has verified the Handle Type Wishbone Eclipse Plus 30 delivers extra MILLED TOOTH SHAPE •haScoklidsaFworgbeladdHeesa.d It is a blade which can • Solid Forged Head claims made about the Eclipse Plus 30 . -

Tools & Equipment
BENCHES, CHAIRS & BENCH ACCESSORIES TOOLS & EQUIPMENT Superior Bench, Hardwood (Free Dimensions: • 93 x 59 x 95cm overall size Delivery*) B ENCHES, • Worktop thickness 4cm • Worktop height from floor 92cm CHAIRS & BENCH • Leg size 4.8 x 4.8cm ACCESSORIES • Weight 23Kg Free delivery to UK Mainland only. For international delivery please contact us for a competitive quote (via Jewellers Benches, Durston our online support under “Products and stock - Stock quantity enquiries”) Free delivery on items B49505, B49506, Code Description UOM Price B49507 & B49508 when delivered to UK Student Workbench (Free EACH mainland! (please place your order selecting a B49505 Delivery*) £195.00 carriage method as usual. The carriage charge will be refunded once the item has been despatched). Proffesional Workbench (Free • Durston offer 4 different types of bench to Delivery*) cover all the needs of jewellers & hobbyists • The ultimate jewellers bench from Durston • Constructed to the criteria demanded by • 6 side draws, 2 different sizes professional jewellers • Slide out curved centre catch tray with steel base • Extra small centre draw for most popular tools • Designed with features of the • Extra pull out soldering board work surface manufacturing/repair shop bench • Worktop has side and back rails to prevent items • Robust durable construction rolling off • For jewellers, engravers, hobbyists, • Curved cut out to get close to your work piece technicians etc. • Has two wooden arm supports • Has two holes either side of bench peg for mandrels • *Free delivery (within UK mainland) (triblets) • For international delivery please contact • Supplied with bench peg us for a competitive quote (via our online • Oak worktop support under “Products and stock - Stock • Solid, premum hardwood construction.