Viabilty of Eucalyptus Bark for the Composition of OSB Panels
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Wood and Charcoal Anatomy of Eight Charcoal- Producing Wood Species in Central Sudan
View metadata, citation and similar papers at core.ac.uk brought to you by CORE provided by KhartoumSpace Wood and Charcoal Anatomy of Eight Charcoal- producing Wood Species in Central Sudan By Hiat Mohammedain Mustafa Hagar B.Sc. (Honours-2002) Forestry, Faculty of Natural Resources and Environmental Studies University of Sinnar A Thesis Submitted in Fulfillment of the Requirement for the Degree of Master of Science in Forestry (Wood Science) at University of Khartoum Supervisor Dr. Abdelazim Yassin Abdelgadir Department of Forest Products and Industries Faculty of Forestry April 2010 اﻵﻳﺔ اﻵﻳﺔ ﭧ ﭨ ﮋ ﻬ ے ﮯ ۓ ﮱ ڭ ﯔ ﯕ ﯖ ۇ ﯘ ژ ﺻﺪق اﷲ اﻟﻌﻈﻴﻢ ﺳﻮرة (ﻳﺲ: اﻵﻳﺔ 80) i DEDICATION To the Soul of my Father ii ACKNOWLEDGEMENT Praise and thanks are due to Allah who had given me the power and support till completing this study. I am grateful and indebted to my supervisor Dr. Abdelazim Yassin Abdelgadir for his valuable guidance and advice throughout this study and deep thanks are due to Dr. Abdelatif Altyib and Dr. Ashraf Mohamed Ahmed for their supportive comments that led to a successful completion of the research. I would like to express my gratitude to El fasher University that give me this chance and my Department in the forestry of Environment and Natural Resource. I am greatly to Agriculture Engineer. Ali Alnour for his assistance in the sample collection at Alnoor Forest. Also I am grateful to technician Gamil Alla Gumaa for helping me in slide preparation, I am also very thankful to my friend Entisar Abdelrahman Ali who help me typing this work and finally thanks to my family Mother, brother, sister and all members of my family. -

Activated Carbon, Biochar and Charcoal: Linkages and Synergies Across Pyrogenic Carbon’S Abcs
water Review Activated Carbon, Biochar and Charcoal: Linkages and Synergies across Pyrogenic Carbon’s ABCs Nikolas Hagemann 1,* ID , Kurt Spokas 2 ID , Hans-Peter Schmidt 3 ID , Ralf Kägi 4, Marc Anton Böhler 5 and Thomas D. Bucheli 1 1 Agroscope, Environmental Analytics, Reckenholzstrasse 191, CH-8046 Zurich, Switzerland; [email protected] 2 United States Department of Agriculture, Agricultural Research Service, Soil and Water Management Unit, St. Paul, MN 55108, USA; [email protected] 3 Ithaka Institute, Ancienne Eglise 9, CH-1974 Arbaz, Switzerland; [email protected] 4 Eawag, Swiss Federal Institute of Aquatic Science and Technology, Department Process Engineering, Überlandstrasse 133, CH-8600 Dübendorf, Switzerland; [email protected] 5 Eawag, Swiss Federal Institute of Aquatic Science and Technology, Application and Development, Department Process Engineering, Überlandstrasse 133, CH-8600 Dübendorf, Switzerland; [email protected] * Correspondence: [email protected]; Tel.: +41-58-462-1074 Received: 11 January 2018; Accepted: 1 February 2018; Published: 9 February 2018 Abstract: Biochar and activated carbon, both carbonaceous pyrogenic materials, are important products for environmental technology and intensively studied for a multitude of purposes. A strict distinction between these materials is not always possible, and also a generally accepted terminology is lacking. However, research on both materials is increasingly overlapping: sorption and remediation are the domain of activated carbon, which nowadays is also addressed by studies on biochar. Thus, awareness of both fields of research and knowledge about the distinction of biochar and activated carbon is necessary for designing novel research on pyrogenic carbonaceous materials. Here, we describe the dividing ranges and common grounds of biochar, activated carbon and other pyrogenic carbonaceous materials such as charcoal based on their history, definition and production technologies. -

Wood Preservation Manual Wood Preservation Manual
Wood preservation manual Wood preservation manual Mechanical Wood Products Branch Forest I ndustries Division FAD Forestry Department The designations employed and the presentation of material in this publication do not imply the expression of any opinion whatsoever on the part of the Food and Agriculture Organization of the United Nations concerning the legal status of any country, territory, city or area or of its authorities, or concerning the delimitation of its frontiers or boundaries. M-34 ISBN 92-5-102470-7 All rights reserved. No part of this publication may be reproduced, stored in a retrieval system, or transmitted in any form or by any means, electronic, mechanical, photocopying or otherwise, without the prior permission of the copyright owner. Applications for such permission, with a statement of the purpose and extent of the reproduction, should be addressed to the Director, Publications Division, Food and Agriculture Organization of the United Nations, Via delle Terme di Caracalla, 00100 Rome, Italy. © FAD 1986 - i - CONTENTS Page CHAPTER 1 INTRODUCTION 1 Background and the purpose of the manual CHAPTER 2 WHAT IS PRESERVATION? 2 Importance, benefits and economics of wood preservation, protective measures, protection by specification, protection by design detailing CHAPTER 3 NATURE OF WOOD 13 Wood structure, classes of wood, moisture content and natural durability CHAPTER 4 DECAY HAZARDS 21 Fungi, insects, borers, weathering, fire CHAPTER 5 WOOD PRESERVATIVES 32 Properties, ideal preservative, types of preservatives, tar oils, -

Potassium and Phosphorus Have No Effect on Severity of Charcoal Rot of Soybean
Can. J. Plant Pathol., 2016 http://dx.doi.org/10.1080/07060661.2016.1168869 Disease control/Moyens de lutte Potassium and phosphorus have no effect on severity of charcoal rot of soybean ALEMU MENGISTU1, XINHUA YIN2, NACER BELLALOUI3, ANGELA M. McCLURE2, DON D. TYLER4 AND KRISHNA N. REDDY5 1Crop Genetics Research Unit, United States Department of Agriculture, Agricultural Research Service (USDA-ARS), Jackson, TN, 38301, USA 2Department of Plant Sciences, University of Tennessee, Jackson, TN, 38301, USA 3Crop Genetics Research Unit, USDA-ARS, Stoneville, MS, 38776, USA 4Department of Biosystems Engineering and Soil Science, University of Tennessee, Jackson, TN, 38301, USA 5Crop Production Systems Research Unit, USDA-ARS, Stoneville, MS, 38776, USA (Accepted 17 March 2016) Abstract: Charcoal rot of soybean [Glycine max (L.) Merr.] caused by Macrophomina phaseolina is a disease of economic significance throughout the world. The effects of potassium (K) and phosphorus (P) fertilizer on disease development are unknown. Therefore, two separate trials were conducted in the field during 2008, 2009 and 2010 at Jackson and Milan, TN, USA to evaluate the effects of K and P on severity of −1 −1 charcoal rot. Rates of K (0, 45, 90, 134 and 179 kg K2Oha ) and P (0, 22, 45, 67 and 90 kg P2O5 ha ) were used, with a sixth rate ranging from 0–22 for P and 0–37 for K equal to the recommended K or P fertilizer application based on annual soil testing. The colony forming units of M. phaseolina in soil indicated no significant response for any P treatments in five of six location-by-year and for K applications in all six location-by-year environments. -

Activated Charcoal – Helpful, Harmful Or Hype?
Activated Charcoal – Helpful, Harmful or Hype? If you’ve noticed a smattering of black-hued foods and beverages on your friends’ and/or celebrities’ Instagram pages lately, you’re not alone. Have you wondered what’s behind the mysterious black-hued coconut ash ice cream? And what’s the deal with black detox lemonade? The culprit behind the super-black pigment in these items is activated charcoal. It’s been used for years in emergency rooms in cases of drug overdoses, but recently has gained popularity as a “detoxifying” supplement capsule or as a black powder added to beverages or foods – sometimes as a “detox” agent or sometimes simply as a way to create an Instagram post with some flair. You can find charcoal in beauty products too – face masks, toothpastes, deodorants, and more. What is it? Activated charcoal is usually made of coconut shells (but could be made from peat, petroleum, coal or wood) that have been burnt – burnt so much that’s all that’s left is ash. The charcoal ash is then “activated” by exposing it to extremely high temperatures in the presence of an oxidizing gas (like steam, gas with activating agents, or carbon dioxide). The “activation” process creates millions of microscopic holes (or “pores”) in the structure of the charcoal, increasing its surface area. In the ER Activated charcoal is sometimes given to patients in the ER after an overdose. As long as it is given in an appropriate dose, shortly after the patient has consumed the poison, the multitude of pores in the charcoal can adsorb (or bind/soak up/trap) the poisonous substance and flush it out of the body, before the poison is absorbed into the bloodstream. -

Chapter 44 Wood and Articles of Wood; Wood Charcoal
CHAPTER 44 WOOD AND ARTICLES OF WOOD; WOOD CHARCOAL Notes. 1. This Chapter does not cover: (a) Wood, in chips, in shavings, crushed, ground or powdered, of a kind used primarily in perfumery, in pharmacy, or for insecticidal, fungicidal or similar purposes (heading 12.11); (b) Bamboos or other materials of a woody nature of a kind used primarily for plaiting, in the rough, whether or not split, sawn lengthwise or cut to length (heading 14.01); (c) Wood, in chips, in shavings, ground or powdered, of a kind used primarily in dyeing or in tanning (heading 14.04); (d) Activated charcoal (heading 38.02); (e) Articles of heading 42.02; (f) Goods of Chapter 46; (g) Footwear or parts thereof of Chapter 64; (h) Goods of Chapter 66 (for example, umbrellas and walking-sticks and parts thereof); (ij) Goods of heading 68.08; (k) Imitation jewellery of heading 71.17; (l) Goods of Section XVI or Section XVII (for example, machine parts, cases, covers, cabinets for machines and apparatus and wheelwrights’ wares); (m) Goods of Section XVIII (for example, clock cases and musical instruments and parts thereof); (n) Parts of firearms (heading 93.05); (o) Articles of Chapter 94 (for example, furniture, lamps and lighting fittings, prefabricated buildings); (p) Articles of Chapter 95 (for example, toys, games, sports requisites); (q) Articles of Chapter 96 (for example, smoking pipes and parts thereof, buttons, pencils, and monopods, bipods, tripods and similar articles) excluding bodies and handles, of wood, for articles of heading 96.03; or (r) Articles of Chapter 97 (for example, works of art). -

Oriented Strand Board Industry Development in the South American Region - Main Challenges
Proceedings of the 51st International Convention of Society of Wood Science and Technology November 10-12, 2008 Concepción, CHILE Oriented Strand Board Industry Development in the South American Region - Main Challenges Victor Gaete-Martinez PhD Student University of Maine AEWC Center, Orono ME, USA. BSc, Forestry Science University of Chile [email protected]. Alejandro Bozo Associate Professor University of Chile, Santiago-Chile [email protected] Abstract Unlike North American (N.A.) and European markets, the oriented strand board (OSB) industry is currently in an introductory stage of development in South America (S.A.). Although OSB mills have been operating for more than five years in Chile and more recently in Brazil and Venezuela, the production levels and consumption remain far below those existing in more mature markets. In contrast particleboard and medium density fiberboard (MDF) industries had a very intense and fast development in the past for the same market and even under less favorable conditions. Even other structural wood composites have a more expanded development in the region, i.e. LVL. Although the remarkable structural properties of OSB and potential advantages over other building materials are well known, some factors disallowing a stronger positioning of the product exist. The objective of this research was to analyze the evolution of the OSB industry in the South American region and determine the obstacles and challenges that this industry currently faces. A comparative analysis was carried out between the N.A. and S.A. OSB market evolutions; cultural backgrounds; research and development (R&D) investment and initiatives as well as political and governmental influence. -

Gary Gilmore How to Make Charcoal
CHARCOAL How to make it by Gary Gilmore DCNR Forester For thousands of years man has used charcoal for refining metals and cooking. The largest users of charcoal in Pennsylvania were the early blast furnaces that smelted pig iron from the abundant ore deposits scattered around the State. The charcoal was typically made in the forest using about twenty cords of wood for each “burn”. Men were employed year round cutting, stacking and “coaling” this resource into charcoal. Times changed, other fuels such as coal and electricity were discovered to be cheaper or better and charcoal fell out of usage. It was Henry Ford who brought charcoal back to life as a form of fuel for barbeque grills. His sawmill in Kingsford Michigan provided wooden parts for the early Ford cars. To make use of the waste wood generated by the sawmill, a chemical plant was constructed and in operation by 1924. The chemical plant reclaimed, from every ton of scrap wood, a variety of saleable byproducts. The 610 pounds of charcoal reclaimed per ton was manufactured into briquettes and sold as Ford Charcoal. The charcoal briquettes are made from compressed charcoal dust held together with a binder of sodium nitrate, lime and clay. Mr. Ford supplied a small portable grill with some of the cars he made along with a bag of charcoal. The adventure of driving a car in to the country and having a picnic took hold and created a demand for charcoal briquettes. The charcoal grille gained popularity but the fuel has changed to natural gas or propane. -

The Simple-Fire: an Easy Way to Run an Engine on Homemade Wood Charcoal
The Simple-Fire: An easy way to run an engine on homemade wood charcoal. By: Gary L. Gilmore 2012Goals To increase the knowledge of charcoal gasification using wood as a renewable resource. To simplify the technology necessary to run small (2 – 20 HP) internal combustion engine. To share my progress on this experiment, to date. Warning: This design is experimental and has NOT been proven through thousands of hours of run time. There are risks associated with this process that you must assume if you want to experiment using this style of charcoal gasifier. Here are some of them: 1.)Charcoal gas is about 20% carbon monoxide. This is a deadly poison that you cannot smell or taste. At concentrations as low as .05% your blood starts to lose its ability to get oxygen. 2.)NEVER use this device in an enclosed building!!!!!Charcoal gas will burn in the presence of oxygen. With the correct mixture of oxygen it can explode. This means air leaks in the system may create a mixture of explosive gas that can explode if the engine backfires. 3.)You are using fire contained in a steel container. Do not place it near any combustible material. 4.)This device uses charcoal as fuel. If the charcoal is not well made, tar will be created that will literally gum up an engine. This will cause the valves to stick and will ruin your motor. 5.)Gasoline and gasoline vapors are very explosive. Extreme care must be exercised when priming an engine with gasoline. Only a very small squeeze bottle and quantity should be used, and the bottle should be kept away from any open flame at all times. -
State-Of-The-Art-Soil
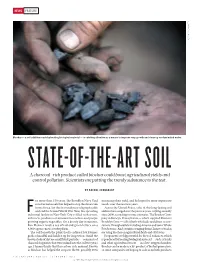
NEWS FEATURE JEFF HUTCHENS/GETTY Biochar — a soil additive made by heating biological material — is catching attention as a means to improve crop growth and clean up contaminated water. STATE-OF-THE-ART SOIL A charcoal-rich product called biochar could boost agricultural yields and control pollution. Scientists are putting the trendy substance to the test. BY RACHEL CERNANSKY or more than 150 years, the Brooklyn Navy Yard increasing their yield, and he hopes for more impressive constructed vessels that helped to stop the slave trade results over the next few years. from Africa, lay the first undersea telegraph cable Across the United States, sales of this long-lasting soil F and end the Second World War. Now, this sprawling additive have surged over the past few years, tripling annually industrial facility in New York City is filled with artists, since 2008, according to some estimates. The Biochar Com- architects, producers of artisanal moonshine and people pany in Berwyn, Pennsylvania — which supplied Flanner’s growing organic vegetables. On a drizzly day in autumn, Brooklyn farm — sells it both wholesale and direct to con- Ben Flanner tends a sea of red and green lettuce on a sumers, through outlets including Amazon and some Whole 6,000-square-metre rooftop farm. Foods stores. And countries ranging from China to Sweden The soil beneath the plants looks ordinary, but Flanner are using biochar on agricultural fields and city lawns. grabs a handful and holds it up for inspection. Amid the Proponents see big potential for the soil enhancer, which brown clods of dirt are small black particles — remnants of is produced by heating biological material — such as husks charcoal fragments that were mixed into the soil two years and other agricultural waste — in a low-oxygen chamber. -

Wood Byproducts
Wood Byproducts 867. Absorption of calcium and magnesium by the 870. Alteration of soil temperature and moisture fruiting body of the cultivated mushroom Hypsizigus through mulching on the morpho-physiological marmoreus (Peck) bigelow from sawdust culture differentiation in maize. media. Awal, M. A. and Khan, M. A. H. Tabata, T. and Ogura, T. Pakistan Journal of Biological Sciences (Pakistan) 2(4): Journal of Food Science 68(1): 76-79. (2003); ISSN: 0022- 1164-1167. (Oct. 1999) 1147 NAL Call #: QH301 .P355; ISSN: 1028-8880. Descriptors: absorption/ calcium/ calcium carbonate/ Descriptors: mulching / soil/ wood waste/ maize calcium phosphates/ culture media/ growth/ magnesium/ Abstract: Mulching effects of sawdust, ash, rice straw and magnesium carbonate/ magnesium chloride/ magnesium water hyacinth on the morpho-physiological differentiation sulfate/ mycelium/ sawdust/ Basidiomycetes/ of maize (Zea mays L.) and to relate these with soil Basidiomycota/ calcium phosphate/ Hypsizygus/ environment were described. Water hyacinth and rice straw Hypsizygus marmoreus/ magnesium sulphate/ mulches had significant promotive effects on shoot Tricholomataceae elongation, root penetration, LAI and DM accumulation. All Abstract: H. marmoreus was cultivated in potato-sucrose- mulches conserved soil moisture but water hyacinth and agar (PSA) and in sawdust media supplemented with Ca or rice straw retained comparatively greater amount. Water Mg salts. The radial growth of mycelia was determined. The hyacinth and rice straw mulches reduced soil temperature mushroom spawn did not grow on PSA supplemented with fluctuations in all soil depths (5 to 15 cm) and retained Ca carbonate, Mg carbonate, or Mg hydroxide. However, higher soil temperatures at the early hours of the day (02 to the mycelia grew well on sawdust media supplemented with 06 hrs) which were considered to be the decisive factor for Ca phosphate, Ca carbonate, or Mg sulfate. -

Biochar Production for Forestry, Farms, and Communities
Biochar Production for Forestry, Farms, and Communities 1 CREDITS Author: Kai Hoffman-Krull Published by: Northwest Natural Resource Group www.nnrg.org In partnership with: Forage Funding provided by: USDA Risk Management Agency www.rma.usda.gov Cover photo: dreamdv2 via Pixabay.com 2 Photo: Matt Freeman-Gleason CONTENTS CREDITS ........................................................................................................................................... 2 CONTENTS ....................................................................................................................................... 3 SUMMARY ....................................................................................................................................... 4 INTRODUCTION: THE POTENTIAL OF BIOCHAR .............................................................................. 4 Farms ........................................................................................................................................... 5 Forests ......................................................................................................................................... 6 Summary of Biochar Production Methods ................................................................................. 7 PHYSICAL AND CHEMICAL PARAMETERS OF BIOCHAR PRODUCTION ........................................... 8 Pyrolysis ...................................................................................................................................... 8 Key Feedstock