Assembly Guidelines for Pwrqfn (Power Quad Flat No-Lead) Packages Rev
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Low Temperature Soldering Using Sn-Bi Alloys
LOW TEMPERATURE SOLDERING USING SN-BI ALLOYS Morgana Ribas, Ph.D., Anil Kumar, Divya Kosuri, Raghu R. Rangaraju, Pritha Choudhury, Ph.D., Suresh Telu, Ph.D., Siuli Sarkar, Ph.D. Alpha Assembly Solutions, Alpha Assembly Solutions India R&D Centre Bangalore, KA, India [email protected] ABSTRACT package substrate and PCB [2-4]. This represents a severe Low temperature solder alloys are preferred for the limitation on using the latest generation of ultra-thin assembly of temperature-sensitive components and microprocessors. Use of low temperature solders can substrates. The alloys in this category are required to reflow significantly reduce such warpage, but available Sn-Bi between 170 and 200oC soldering temperatures. Lower solders do not match Sn-Ag-Cu drop shock performance [5- soldering temperatures result in lower thermal stresses and 6]. Besides these pressing technical requirements, finding a defects, such as warping during assembly, and permit use of low temperature solder alloy that can replace alloys such as lower cost substrates. Sn-Bi alloys have lower melting Sn-3Ag-0.5Cu solder can result in considerable hard dollar temperatures, but some of its performance drawbacks can be savings from reduced energy cost and noteworthy reduction seen as deterrent for its use in electronics devices. Here we in carbon emissions [7]. show that non-eutectic Sn-Bi alloys can be used to improve these properties and further align them with the electronics In previous works [8-11] we have showed how the use of industry specific needs. The physical properties and drop micro-additives in eutectic Sn-Bi alloys results in significant shock performance of various alloys are evaluated, and their improvement of its thermo-mechanical properties. -

PCB Solder Finishes
Package on Package Assembly Inspection & Quality Control Advertising and Media Sponsors Falcon PCB Group www.falconpcbgroup.com Practical Components www.practicalcomponents.com Sparks Laser Stencils www.sparkslaser.com © Copyright Bob Willis 2013 V2 Page 2 Package on Package Assembly Inspection & Quality Control Author’s Profile Bob Willis currently operates a training and consultancy business based in UK and has created one of the largest collections of interactive training material in the industry. With his online training webinars Bob Willis provides a cost effective solution to training worldwide and regularly runs training for SMTA, SMART, IPC and recently EIPC. Although a specialist for companies implementing lead-free manufacture Bob has provided worldwide consultancy in most areas of electronic manufacture over the last 25 years. Bob has travelled in the United States, Japan, China, New Zealand, Australia, South Africa and the Far East consulting and lecturing on electronic assembly. Bob was presented with the “Paul Eisler award by the IMF (Institute of Metal Finishing)” for the best technical paper during their technical programmes. He has conducted SMT Training programs for Texas Instruments and ran Reflow and Wave Soldering Workshops in Europe for one of the largest suppliers of capital equipment. This is based on many years of practical experience working in contract assembly, printed board manufacture, environmental test and quality control laboratories. This has earned him the SOLDERTEC/Tin Technology Global Lead-Free Award for his contribution to the industry. He has also been presented with the SMTA International Leadership Award and IPC Committee Award for contribution to their standards activity. He has also run training workshops with research groups like ITTF, SINTEF, NPL & IVF in Europe. -

Tin-Copper Based Solder Options for Lead-Free Assembly Tin-Coppertin-Copper Basedbased Soldersolder Optionsoptions Forfor Lead-Freelead-Free Assemblyassembly
Tin-copper based solder options for lead-free assembly Tin-copperTin-copper basedbased soldersolder optionsoptions forfor lead-freelead-free assemblyassembly As the transition to lead-free progresses a substantial percentage of assemblers have either implemented less costly solder alloys or are investigating them. Tin-copper solder by itself without dopants has limitations however the addition of certain elements helps out in the deficiencies normally seen with tin-copper. Figure 1. Comparative solder button showing differing surface finishes. This paper discusses several options and the advantages they offer when Tin-silver-copper has received much publicity less, making the overall operation much less compared with SAC based in recent years as the lead-free solder of choice. expensive. solders. It compares tin-copper The IPC Solder Value Product Council SAC305 based solders with SAC305 (Sn96.5 Ag3.0 Cu0.5) was endorsed by as the Properties of SnCu based solders and describes results being preferred option for SMT assembly, and most If the properties of SAC305 and tin-copper obtained by large assemblers. assemblers have transitioned to this alloy for based solders are compared, the melting point of their solder paste requirements. However, SAC305 is lower; this is one reason why it is not Peter Biocca, Senior Market due to the 3.0% silver content, the SAC305 a popular choice for reflow soldering. Tin-copper Development Engineer, Kester, is expensive when compared to traditional based solder would require a slightly higher peak Des Plaines, Illinois Sn63Pb37. For this reason, many wave temperature in this operation. If wetting speeds assemblers are opting for less costly options, are compared, tin-copper based solders would Keywords: such as tin-copper based solders, for their wave, show lower values than SAC305 when weaker Solder, tin-copper, selective and dip tinning operations. -

Recommended Reflow Soldering Conditions
SURFACE MOUNT ALUMINUM ELECTROLYTIC CAPACITORS Surface Mount RECOMMENDED REFLOW SOLDERING CONDITIONS AlchipTM MVA/MVE/MZJ/MZA/MVY/MZF/MZE/MZK/MLA/MLF/MLE/MLK/ MVL/MVJ/MVH/MHB/MHJ/MKB/MV-BP/MVK-BP The following conditions are recommended for air convection and infrared reflow soldering on the SMD products on to a glass epoxy circuit boards by cream solder. The dimensions of the glass epoxy boards with resist are 90×50×0.8mm for D55 to KG5 case code SMD capacitors and 180×90×0.8mm for LH0 to MN0 case codes SMD capacitors. The temperatures shown are the surface temperature values on the top of the can and on the capacitor terminals. Reflow should be performed twice or less. Please ensure that the capacitor became cold enough to the room temperature (5 to 35℃) before the second reflow. Consult with us when performing reflow profile in IPC / JEDEC (J-STD-020) ●Recommended soldering heat conditions (Except for Conductive Polymer Aluminum Solid Capacitors) Peak temp. Voltage Time maintained Time maintained Peak SMD type Size code range Preheat Peak temp. Reflow number 230 above 217 above 230 (Vdc) ℃ ℃ Max. period of time over 230℃ 217 4 to 63V ) (Except 63V 90sec. max 60sec. max. 260℃max. 2 times or less ℃ D55 to F90 for MVH) Max. period of time over 217℃ 63V(MVH), 80V 150 to 180℃ 60sec. max. 40sec. max. 250℃max. 2 times or less Temp ( Preheat Vertical 4 to 50V 120sec. max. 60sec. max. 30sec. max. 245℃max. 2 times or less H63 to JA0 63 to 100, 400V 30sec. -
Fundamentals of Hot Bar Reflow Soldering
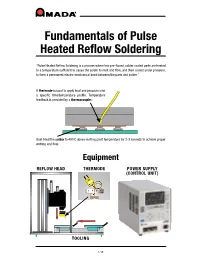
Fundamentals of Pulse Heated Reflow Soldering “Pulse Heated Reflow Soldering is a process where two pre-fluxed, solder coated parts are heated to a temperature sufficient to cause the solder to melt and flow, and then cooled under pressure, to form a permanent electro-mechanical bond between the parts and solder.” A thermode is used to apply heat and pressure over a specific time/temperature profile. Temperature feedback is provided by a thermocouple: Goal: Heat the solder to 400 C above melting point temperature for 2-3 seconds to achieve proper wetting and flow. Equipment REFLOW HEAD THERMODE POWER SUPPLY (CONTROL UNIT) TOOLING 1/19 Thermode Heating TIME & TEMPERATURE PROFILE: Thermocouple provides temperature feedback to Power Supply Heat is generated due to Power Supply delivers AC electrical resistance of current to Thermode Thermode Heating Rates Coarse Heating Rate adjustment changes transformer taps: Fine Heating Rate adjustment changes maximum % Current: 2/19 PID Tuning PID Tuning can be used to optimize the rise time and stability of the output: PID Table Note: Using PID setting “99” will emulate Uniflow 2 and 3’s default PID settings 3/19 PID Tuning Typical PID and Coarse Heat Settings Thermode Type Heat Rate Setting PID Peg Tip Very slow 155, 243 Big blade > 1" Medium 175 Small blade < 1" Very slow 200, 268, 185 Big TD > 1" Fast 105 MID TD Fast 155 Small TD < 0.5" Medium 185 Materials: Solders and Fluxes ABOUT SOLDER • Solders are alloys: chemical mixture of two or more metals • Alloy type and characteristics are determined -
Hot Bar Reflow Soldering Fundamentals Comprehensive Manufacturer of Metalworking Machinery a High Quality Selective Soldering Technology Content
Hot Bar Reflow Soldering Fundamentals Comprehensive Manufacturer of Metalworking Machinery A high quality Selective Soldering Technology Content 1. Hot Bar Reflow Soldering Introduction page 3-5 2. Application Range page 6-7 3. Process Descriptions page 8-13 > Flex to PCB > Wire to PCB 4. Design Guidelines page 14-22 5. Equipment page 23-25 6. Troubleshooting Guide page 26-27 All data, images and text described and illustrated in this document are subject to change. Amada Miyachi Europe reserves the right to modify the specifications, the design and the illustrations at any time. © All rights reserved – September 2014 What is Hot Bar Reflow Soldering? HBR Introduction Pulsed heat Thermode (Hot Bar) soldering, is a joining technology where two pre-tinned THERMODE HOLDER parts are heated to the melting point of the tin. The joining technology results in a HEAT IS THERMODE CONDUCTED permanent electro mechanical joint. FROM THE THERMODE TO THE PARTS AND The required process energy is supplied by a SOLDER thermode, also know as a Hot Bar. This PCB thermode is pressed on the upper part to transfer the thermal energy to both parts. Closed loop process control is used to control the time-temperature profile . How does it work? HBR Introduction Load PCB in Apply non-clean flux Load and position Start soldering customized fixture on pads Flex on the PCB process After a preset time Uniflow heats up the The reflow temp is Thermode moves uniflow ramps up to thermode to preheat kept on temperature down on the the reflow temperature to for a preset time soldering area temperature activate flux Thermode cools thermode moves up Hot Bar soldering down to the cool from the soldering process is temperature area completed The benefits of Hot Bar Reflow Soldering HBR Introduction • Suitable for mass production • Reliable processing, always equal process conditions • Cost effective due to the fact that no third component is needed to connect flex/wire to the PCB/substrate (connector or ACA can be avoided) • Multiple connections to be made simultaneously. -

The Application of Bi-Based Solders for Low Temperature Reflow to Reduce Cost While Improving Smt Yields in Client Computing Systems
As originally published in the SMTA Proceedings THE APPLICATION OF BI-BASED SOLDERS FOR LOW TEMPERATURE REFLOW TO REDUCE COST WHILE IMPROVING SMT YIELDS IN CLIENT COMPUTING SYSTEMS Scott Mokler, Ph.D., P.E., Raiyo Aspandiar, Ph.D., Kevin Byrd, Olivia Chen, Satyajit Walwadkar, Kok Kwan Tang, Mukul Renavikar and Sandeep Sane Intel Corporation Hillsboro, OR, USA [email protected] ABSTRACT Key words: Bismuth, low temperature reflow, collapse, The continued miniaturization of personal computing ductile, dynamic warpage, carbon footprint, energy saving systems has a significant impact on the ability to surface mount high I/O density component devices with high yield. INTRODUCTION To ensure complete solder joint melting, typical SnAgCu Currently, printed circuit boards used in consumer (SAC) solder reflow temperatures peak in the 245 to 260C electronic products, such as cell phones, tablets, mobile range. At these temperatures, the mismatch in Coefficient of computers, are assembled with components by reflow Thermal Expansion (CTE) of the key constituents in the soldering with lead-free SAC solder pastes at peak system, primarily the PCB and BGA components, results in temperatures in the 240 to 260C range. The desire to lower dynamic warpage that leads to both bridging and open this reflow temperature has existed for some time now and solder joint defects. The use of low temperature Bi-based has been identified as one of the paradigm shifts within the solder paste reduces the peak reflow temperatures below electronics manufacturing industry in the 2015 iNEMI 200C at which point The magnitude of the dynamic warpage Roadmap [1]. The two main drivers for this have been is reduced and this improves SMT yield. -
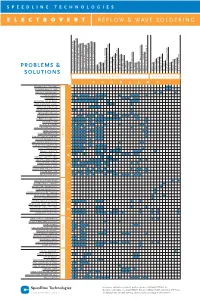
Wave & Reflow Soldering Troubleshooting Chart
575-37810 Poster.qxd 3/8/00 3:19 PM Page 1 SPEEDLINE TECHNOLOGIES ELECTROVERT REFLOW & WAVE SOLDERING PROBLEMS & SOLUTIONS INSUFFICIENT SOLDER FLOW-THRU INSUFFICIENT SOLDER (SOLDER SIDE) DE-WETTING OR NON-WETTING SOLDER VOIDS OR OUTGASSING SKIPPED OR OMITTED SOLDER EXCESSIVE SOLDER (COMP SIDE) EXCESSIVE SOLDER (SOLDER SIDE) EXCESSIVE SOLDER (BOTH SIDES) ICICLES BRIDGING WEBBING SOLDER BALLS & SPLATTER ROUGH OR DISTURBED SOLDER GRAINY SOLDER COLD SOLDER JOINT DISCLOSED SOLDER JOINT FLUX ENTRAPMENT MASKING FAILURE BLISTERING MEASLING COMPONENTS LIFTED WARPAGE FLOODING EXCESSIVE DROSS GENERATED EXCESSIVE FLUX USED EXCESSIVE SOLDER DRAGOUT BRIDGING SOLDER BALLS GRAINY SOLDER INCOMPLETE FILLET OPEN JOINT DISCOLORATION LAMINATE LEACHING HALO EFFECT TOMBSTONING DISCOLORED JOINT REFLOW CYCLE TOO LONG EXCESSIVE REFLOW TEMP EXCESSIVE HEATING RATE DEFECTIVE FIXTURE BOARD RERUN BOARD NOT SEATED RIGHT EARLY REMOVAL OF BOARD CONVEYOR ANGLE LOW CONVEYOR ANGLE HIGH CONVEYOR VIBRATION CONVEYOR SPEED LOW CONVEYOR SPEED HIGH PALLET TOO HOT NO FLUX BLOW-OFF FLUX BLOW-OFF EXCESSIVE FLUXER UNEVEN FLUX FOAMHEAD LOW FLUX NOT MAKING CONTACT FLUX NO LONGER ACTIVE FLUX SPECIFIC GRAVITY HIGH FLUX SPECIFIC GRAVITY LOW FLUX CONTAMINATED PREHEAT TEMP LOW PREHEAT TEMP HIGH EXCESSIVE SOLDER DROSS SOLDER CONTAMINATED SOLDER WAVE UNEVEN SOLDER WAVE HEIGHT LOW SOLDER WAVE HEIGHT HIGH SOLDER TEMP LOW SOLDER TEMP HIGH SOLDER PASTE OXIDATION SCREEN/STENCIL CLOGGED INSUFFICIENT SOLDER PASTE OXIDIZED SOLDER PASTE SOLDER PASTE VISCOCITY TOO LOW MISALIGNED COMPONENT EXCESS SOLDER -
Assembly Instructions for Sca6x0 and Sca10x0 Series
Technical Note 71 Assembly Instructions for SCA6x0 and SCA10x0 series TABLE OF CONTENTS Table of Contents .....................................................................................................................1 1 Objective ..............................................................................................................................2 2 VTI'S DIL-8 and DIL-12 packages.......................................................................................2 3 Package Outline and Dimensions......................................................................................2 4 Tape and reel specifications ..............................................................................................3 5 Printed Circuit Board (PCB) Level Guidelines..................................................................5 5.1 Recommended PCB pad layout................................................................................................5 5.2 Solder paste and Cleaning process .........................................................................................5 5.3 Stencil .........................................................................................................................................6 5.4 Paste printing.............................................................................................................................6 5.5 Component picking and placement .........................................................................................6 5.6 Reflow soldering........................................................................................................................6 -

Reflow Soldering Guidelines Surface-Mount Hybrid Microelectronic Devices Application Note RSG-1001 February 2017, Ver
The Electromagnetic Spectrum Innovator DATA SHEET Reflow Soldering Guidelines Surface-Mount Hybrid Microelectronic Devices Application Note RSG-1001 February 2017, Ver. 7 Introduction This document applies to surface mount devices Selection of Solder Paste (SMD) offered by APITech and provides guidelines for APITech recommends Sn63Pb37 solder paste. The mounting SMDs to printed wiring board assemblies. Sn63Pb37 product is defined as a “Eutectic Solder” and The most commonly used techniques for mounting has a very distinct +183°C melting point. SMDs to a printed wiring board are Infrared (IR), Forced Pre-Tinning to Prevent Gold Embrittlement. Soldering Convection (FC), and Vapor Phase Reflow (VPR). SMDs surfaces with a gold plating thickness > 50 micro inches offered by APITech include packages with gull-wing should be properly pre-tinned to prevent a phenomenon leads, flat packs, surface mount packages (such as our called gold embrittlement. This occurs when excessive popular SM3, 0.450” Square). gold plating migrates into the solder joint during APITech does not recommend wave soldering for reflow. Soldering surfaces should always be pre-tinned mounting SMDs. Temperature profiles associated with with the same solder composition that will be used for wave soldering typically have a quick temperature installation into the next higher assembly. Note - The rate of change and involve higher temperatures. Wave use of indium® based alloys should be considered when soldering is more practical for single-layer or multilayer pre-tinning soldering surfaces with a gold plating printed wiring boards (PWB) that contain components thickness that approaches or exceed 100 micro inches. intended for plated through holes. Although the SMDs offered by APITech typically have Reflow Process Overview a gold plating thickness that is < 50 micro inches, they can also be delivered with all leads and The capability of the equipment used will influence mounting surfaces pre-tinned. -

AN1902: Assembly Guidelines for QFN and SON Packages
AN1902 Assembly guidelines for QFN (quad flat no-lead) and SON (small outline no-lead) packages Rev. 9 — 28 April 2021 Application note Document information Information Content Keywords QFN, SON, PCB, Assembly, Soldering Abstract This document provides guidelines for the handling and board mounting of QFN and SON packages including recommendations for printed-circuit board (PCB) design, soldering, and rework. NXP Semiconductors AN1902 Assembly guidelines for QFN (quad flat no-lead) and SON (small outline no-lead) packages Revision history Rev Date Description v.9 20210428 Updated description in Section 7.1 and Section 7.2 v.8 20180206 Rewrote to combine Freescale AN1902 and NXP AN10365 application notes into a single document. AN1902 All information provided in this document is subject to legal disclaimers. © NXP B.V. 2021. All rights reserved. Application note Rev. 9 — 28 April 2021 2 / 50 NXP Semiconductors AN1902 Assembly guidelines for QFN (quad flat no-lead) and SON (small outline no-lead) packages 1 Introduction This application note provides guidelines for the handling and board mounting of NXP's QFN and SON packages including recommendations for printed-circuit board (PCB) design, board mounting, and rework. Generic information of package properties such as moisture sensitivity level (MSL) rating, board level reliability, mechanical and thermal resistance data are also provided. Semiconductor components are electrical (ESD) and mechanical sensitive devices. Proper precautions for handling, packing and processing are described. 2 Scope This application note contains generic information about various QFN and SON packages assembled at NXP and NXP's assembly and test vendors. Refer to Section 9 "Downloading package information from NXP website" of this application note for step by step instructions for retrieving package information. -

Implementation and Solder Reflow Guidelines for Pb-Free Packages XAPP427 (V2.7) December 20, 2017 Author: Amjad Esfahani
Application Note: Packaging Implementation and Solder Reflow Guidelines for Pb-Free Packages XAPP427 (v2.7) December 20, 2017 Author: Amjad Esfahani Summary Recent legislative directives and corporate driven initiatives around the world have called for the elimination of Pb and other hazardous substances in electronics used in many sectors of the electronics industry. The Pb-free program at Xilinx was established in 1999 as a proactive effort to develop and qualify suitable material sets and processes for Pb-free applications. Xilinx has taken the leadership position by quickly forming partnerships with our customers and suppliers, and by participating in industry consortiums to provide technical solutions that are aligned with industry requirements. Xilinx has researched alternatives to Pb compounds and has selected matte Sn lead finish for lead-frame packages and SnAgCu solder balls for BGA packages. In addition, suitable material sets have been chosen and qualified for higher reflow temperatures (240°C–260°C) that are required by Pb-free soldering processes. Pb-free products from Xilinx are designated with an additional “G” or “V” in the package designator portion of the part number. For reflow soldering applications, SnAgCu solder has been chosen by the industry as the most viable Pb-free solder to replace eutectic SnPb solder. Compared with other Pb-free alloys, SnAgCu has better characteristics in terms of cost and processability as well as comparable or better reliability than eutectic SnPb solder. However, SnAgCu alloy has a much higher melting temperature (217°C) than the standard eutectic SnPb solder. Thus, assembly processes must be optimized accordingly to achieve the best yields and reliability.