Experimental Design on Laminated Veneer Lumber Fiber Reinforced Composite: Processing Parameters and Its Durability
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Sheet Products Sheet
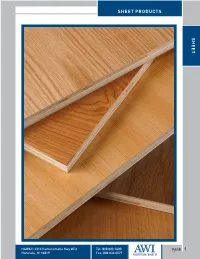
SHEET PRODUCTS SHEET HAWAII: 2312 Kamehameha Hwy #E3 Tel: 808 833 1600 PAGE 1 2.13 Honolulu, HI 96819 Fax: 808 834 0577 ARCHITECTURAL WOODS LP HARDWOOD PLYWOOD HARDWOOD PLYWOOD CORE TYPES The hardwood plywood family of products VENEER CORE includes panel products constructed with All inner plies of wood core material made from: veneer (softwood veneer. SHEET or hardwood, which may be of a different Thickness: species than the panel face), lumber, medium 5/16” or less .......... 3-PLY density fiberboard (MDF), particleboard, other 3/8” ........................ 5-PLY composite panels, or any combination of these 1/2” TO 5/8” ........... 7-PLY 3/4” & Over ............ 7-PLY Min core materials. Panels made with the various core types may differ from one another with Benefit: respect to certain properties such as flatness, Best screwhold power dimensional stability, screwholding ability, bending strength, and visual edge quality. The relative importance of specific properties COMPOSITE CORE in a particular application of the product Consists of wood veneer help determine the appropriate core type inner plies with that should be used. Be sure to discuss your MDF or MPX. product needs with your AWI representative so that they can suggest an appropriate panel for Thickness: 1/2” to 3/4” your particular use. Benefit: SOFTWOOD VENEER cores are light and strong Lightweight. Strong. No core but do not typically yield a panel as flat and telegraphing. Ideal for smooth as composite cores like particleboard overlaying of veneers, high pressure laminates and or MDF. Using a two step, or “blank” process miscellaneus gluable papers can significantly improve veneer core panels’ and foils. -

Download This PDF File
CHARACTERISTICS OF TEN TROPICAL HARDWOODS FROM CERTIFIED FORESTS IN BOLIVIA PART I WEATHERING CHARACTERISTICS AND DIMENSIONAL CHANGE R. Sam Williams Supervisory Research Chemist Regis Miller Botanist and John Gangstad Technician USDA Forest Service Forest Products Laboratory1 Madison, WI 53705-2398 (Received July 2000) ABSTRACT Ten tropical hardwoods from Bolivia were evaluated for weathering performance (erosion rate, dimensional stability, warping, surface checking, and splitting). The wood species were Amburana crarensis (roble), Anudenanthera macrocarpa (curupau), Aspidosperma cylindrocarpon Cjichituriqui), Astronium urundeuva (cuchi), Caesalpinia cf. pluviosa (momoqui), Diplotropis purpurea (sucupira), Guihourriu chodatiuna (sirari), Phyllostylon rhamnoides (cuta), Schinopsis cf. quebracho-colorudo (soto), and Tabeb~liuspp. (lapacho group) (tajibo or ipe). Eucalyptus marginatu Cjarrah) from Australia and Tectonu grandis (teak), both naturally grown from Burma and plantation-grown from Central America, were included in the study for comparison. The dimensional change for the species from Bolivia, commensurate with a change in relative humidity (RH) from 30% to 90%, varied from about 1.6% and 2.0% (radial and tangential directions) for Arnburunu cer~ren.risto 2.2% and 4.1% (radial and tangential) for Anadenanthera macrocarpu. The dimensional change for teak was 1.3% and 2.5% (radial and tangential) for the same change in relative humidity. None of the Bolivian species was completely free of warp or surface checks; however, Anadenanthera macrocarpu, Aspidosperma cy- lindrocurpon, and Schinopsis cf. quebracho-colorado performed almost as well as teak. The erosion rate of several of the wood species was considerably slower than that of teak, and there was little correlation between wood density and erosion rate. Part 2 of this report will include information on the decay resistance (natural durability) of these species. -

Natural Durability of Narrow Leaved Ash (Fraxinus Angustifolia Vahl.) Wood from Planted and Natural Stands
Ormancılık Dergisi 12(1) (2016) 30-39 Natural Durability of Narrow Leaved Ash (Fraxinus angustifolia Vahl.) Wood from Planted and Natural Stands Kamile TIRAK HIZAL1*6, Nurgün ERDİN2 Abstract Sustainability of natural forests is under pressure due to some social and economic problems existing in developing countries. In such countries, creation of new resources for wood production by plantation establishment is necessary in order to protect forest eco-system and to meet the demand for wood. Fast-growing plantations will be relied upon as a key element in meeting future demand for wood. Fraxinus angustifolia Vahl. (Narrow leaved ash-NLA) tree is the most important species for Turkey because of its fast growing ability and valuable wood. It is also used in parquet, sports tools, mine poles, and caique building. The exceptional property of ash is its bending ability and flexibility. NLA wood is known as non-resistant to fungi but there is no information about planted ash wood. For this reason, possible durability differences between planted and natural grown NLA wood was studied in this study. Natural durability of fast growing NLA species, grown in plantation and natural stands was evaluated by soil-block decay test method according to ASTM D- 2017 -05. The ash trees were felled down from Adapazarı and Sinop regions and then test specimens were exposed to a brown rot fungus Gloeophyllum trabeum, two white rot fungi Pleurotus ostreatus and Coriolus versicolor for 12 weeks. The natural durability was determined by the weight loss percentage of the test blocks. As a result, there is no significant different between plantation and natural grown NLA wood durability against brown and white rot fungi. -

Wood Products Brochure
Decoustics® Wood Project: Bank of America Architect: Gensler Location: New York, USA Product: Quadrillo® Decoustics Wood Ceiling and Wall Systems Enhancing any space with the natural beauty of wood has never been easier with Decoustics’ line of premium acoustical wood ceiling and wall products. From the premium Quadrillo® panels to the simple lines of Linear Wood and Grille, Decoustics has a solution for any room situation. Architects and designers rely on Decoustics’ ability to manufacture products which meet the highest of standards, ensuring that their designs match their visions. Environmental Commitment By using natural wood veneers with a Medium Density no-added formaldehyde (MDF) core instead of solid wood, Decoustics provides more sustainable product with better dimensional stability. Decoustics uses low VOC emitting cores and lacquers for improved indoor air quality. Decoustics is Green Circle Certified and is Forest Stewardship Council® (FSC®) certified by the Rainforest Alliance. Decoustics is Forest LUTION SO LE ® B A Stewardship Council N I A ® T S (FSC ) certified by the U S T A N Rainforest Alliance. E T N O C ® D LE RECYC Project: Summit Partners Architect: Gensler Location: Massachusetts, USA Photo by Neil Alexander© Product: Quadrillo® (Painted White) 2 Project: Eaton Corporation Headquarters Architect: Pickard Chilton Architects, Inc. Location: Ohio, USA Product: ForiTM Perforated Wood Panels Quadrillo® A sandwich panel with an absorptive acoustical core within an engineered composite wood frame. Two cross-directional layers of v-grooved veneer make the panels highly absorptive with minimal visual perforation. Solo-M A grooved panel with a composite wood core. ForiTM Acoustical perforated wood panels with perforations 1/16" (1.6mm) and spaced 5/6" (8mm) apart. -

Wood Properties of Teak (Tectona Grandis) from a Mature Unmanaged Stand in East Timor
J Wood Sci (2011) 57:171–178 © The Japan Wood Research Society 2011 DOI 10.1007/s10086-010-1164-8 ORIGINAL ARTICLE Isabel Miranda · Vicelina Sousa · Helena Pereira Wood properties of teak (Tectona grandis) from a mature unmanaged stand in East Timor Received: May 5, 2010 / Accepted: November 5, 2010 / Published online: March 17, 2011 Abstract The wood quality from 50- to 70-year-old Tectona carpentry. Teak wood is moderately hard and heavy, seasons grandis trees from an unmanaged forest in East Timor was rapidly, kiln dries well, and has overall good machining prop- assessed. The aim was to evaluate teak in mature stands that erties. It is prized mostly for its natural durability and high had undergone uncontrolled disturbances, e.g., fi re and local dimensional stability in association with pleasant aesthetics. community usage. Heartwood represented 91% of the tree Some end-user requirements include high heartwood content radius at a height of 1.7 m, and sapwood contained on average (at least 85%) and wood density (> 675 kg/m3) and suffi cient nine rings. The mean ring width showed within-tree and strength [modulus of rupture (MOR) > 135 N/mm2].1 between-tree variability. The chemical compositions of heart- Teak grows naturally in Southeast Asia and was intro- wood and sapwood were similar. Within-tree chemical varia- duced into other tropical and subtropical regions in Austra- tion occurred only in terms of extractives, which increased lia, Africa, and Latin America. Teak is now one of the most from the pith (8.3%) to the heartwood–sapwood transition important species for tropical plantation forestry, mostly (12.7%) and decreased in the sapwood (9.2%). -

Full Catalog
Full Catalog 2966 Trask Parkway Beaufort, South Carolina 29906 843-846-4648 [email protected] www.greenlineforest.com Architectural Plywood Greenline Industries, a world class manufac- turer of high quality custom wood veneer panels located in Beaufort SC, services a wide range of customers, both large and small, in the Architectural Millwork, Store Fixture, Healthcare/Laboratory, Office and Residential Furniture, Hospitality, Contract Furniture and Kitchen and Bath Industry segments. By offering both high end natural veneers, selected and composed to meet each projects expectations, or utilizing the latest colors and patterns of Ipir Engineered Wood Veneers, Greenline Industries will exceed your specifications and bring the “WOW” factor to your projects. Incorporating state of the art manufacturing techniques and equipment, operated by a highly skilled production team, Greenline Industries is able to meet your quantity and time-line commitments. We specialize in large and small panel runs and offer substrates to meet today’s industry and environmental specifications. Particle Board CARB II compliant Particle Board FSC®/NAUF Particle Board Fire Rated Particle Board FSC®/NAUF/Fire Rated Particle Board Medium Density Fiber Board CARB II compliant MDF FSC®/NAUF MDF Fire Rated MDF Moisture Resistant MDF FSC®/NAUF/Fire Rated MDF Flex-Core MDF Exterior Grade MDF Light Weight MDF Veneer Core Platforms CARB II compliant Platforms FSC®/NAUF Platforms Baltic Birch Platforms Ultra Core Platforms (Veneer core with MDF cross-bands) Phenolic Glue-line Platforms Our customers rely on Greenline Industries to exceed their expectations and These are some of our many delivery needs at competitive pricing. By offering a wide selection of both customer’s work and where our natural and engineered veneers, with cores to meet every industry specifica- products are applied. -

Architectural Woodwork Standards, 2Nd Edition
Architectural Woodwork Standards WALL/CEILING SURFACING & PARTITIONS 8S E C T I O N SECTION 8 Wall/Ceiling Surfacing and Partitions table of contents INTRODUCTORY INFORMATION COMPLIANCE REQUIREMENTS Guide Specifications ...........................................................................194 GENERAL Introduction .........................................................................................195 Basic Considerations ....................................................................212 Wall and Ceiling Surfacing ..................................................................195 Grades .....................................................................................212 Opaque .........................................................................................195 Economy ...........................................................................212 Transparent ..................................................................................195 Custom ..............................................................................212 Contract Documents ...........................................................................195 Premium ............................................................................212 Product Advisory .................................................................................195 Grade Limitations ..............................................................212 Panel Sequence ..................................................................................196 Contract Documents -

Wood & Veneer Care and Maintenance
Materials Wood & Veneer Care and Maintenance Wood and veneer products are natural wood, requiring more attention than other surfaces. When properly cared for, it will last long and keep looking beautiful. To maintain the quality of your Herman Miller products, please follow the cleaning procedures outlined here. Wood & Veneer Stains Herman Miller products finished with wood, wood veneer, Herman Miller woods and veneers meet strict testing standards or recut wood veneer, except the oiled Eames Lounge and for resistance to wear, light, stains, water, and pressure. Ottoman with Rosewood, Oiled Walnut, or Oiled Santos Palisander veneer, and the Eames Sofa back panels with To reduce the risk of damage, take some precautions: Oiled Walnut, unless specifically noted. Use coasters for glasses and mugs. Routine Care If a glass top is added to the wood or veneer surface, be sure it Normal Cleaning rests on felt pads. Dust regularly with a slightly damp, soft, lint-free cloth. Don’t place a potted plant on a wood or veneer surface unless Wipe dry with a dry, soft cloth in the direction of the wood grain. it’s in a water-tight container or in a drip tray. Spills should be immediately wiped up with a damp cloth. Don’t let vinyl binders stay on a surface for very long. Use protective pads under equipment with “rubber” cushioning Once a month feet. Some chemical compounds used in the feet on office Clean the surface with a soft cloth dampened with a quality equipment, such as printers and monitor stands, may leave cleaner formulated for wood furniture. -

TECHNICAL ADVICE Available Anytime for Help with Wood Veneer Selection Or Installation
TECHNICAL ADVICE Available Anytime for Help With Wood Veneer Selection or Installation 248-720-0288 Monday-Friday 9am-5pm EST TABLE OF CONTENTS Tips for Veneering with Contact Cement ...................................................................2 Helpful Application Hints ...........................................................................................4 How Veneer is Cut from the Log ................................................................................5 Common Veneer Matching Techniques .....................................................................7 Contact Cement Trouble Shooting Guide .................................................................10 Oakwood Veneer Company 1830 Stephenson Hwy Ste A Troy, MI 48083 ● 248-720-0288 1 Tips for Veneer with Contact Cement 1. The use of a veneer press, either a vacuum, cold or hot press using white or yellow glue, is the preferred method of applying wood veneer. If press is not available, good contact cement may be used. Look for contact cement with the highest level of solids and follow the adhesive manufacturer instructions. (Flammable contact cement most often works better than nonflammable.) 2. It is critical to the application to thoroughly stir the adhesives before each use, just as in painting. The solids and solvents must be mixed to form the best contact. Most people overlook this very important step. It is also critical to dry thoroughly - lightly touch to check if it is dry. If even the least bit tacky, allow to dry thoroughly. Store cans of finishes and contact cement off the floor during winter months. 3. While paper-backed veneer is intended for interior use, it can be used on an exterior surface only if an epoxy application is used. Call for details. 4. Veneer must be bonded to a suitable substrate of a reliable quality. MDF (medium density fiberboard) is the most stable substrate, followed by industrial particleboard, veneer-core plywood, and the least stable substrate is hardwood. -

The State of Teak (Tectona Grandis L.F.) Plantations in the World
PLANTATIONS DE TECK DANS LE MONDE S Y N O P S I S THE STATE OF TEAK (TECTONA GRANDIS L.F.) PLANTATIONS IN THE WORLD IVAN BEHAGHEL Teak (Tectona grandis) is a species whose plantations in the world, with some 1.3 mil- much less importance to this species and its timber is much sought-after in joinery, partic- lion hectares. But the forestry policies in these exploitation. It embarked upon reforestation ularly because of the quality of its grain, its countries differ. sites at a later stage and over smaller areas. hue, and its resistance to various forms of rot The earliest plots date from 1942. The total and mould. Its natural distribution area cov- Myanmar is the only country of the four area today covers around 2 500 ha. ers 25 million hectares in Myanmar (14 mil- which still exports teak logs from natural lion), India (9 million), Thailand (2 million) forests. The earliest plantations are extremely OTHER ASIAN COUNTRIES and Laos (20 000). In these stands, it is usu- old (dating from 1825), and the early foresters were very dynamic. One of them, Plenty of countries are planting teak as a pri- ally mixed with other species. Although teak ority species, in order to produce good qual- resources were very plentiful to begin with, Brandis, developed the taungya method, consisting in cultivating the spaces between ity timber, both for home consumption and they no longer suffice to meet the very high for export. The most dynamic countries are demand from Asian countries, Europe and teak saplings for the first few years. -

Teak Furniture
WILLIAMS SONOMA HOME TEAK FURNITURE NATURAL TEAK FURNITURE When it comes to long-lasting strength and enduring style, teak is truly a wood for all seasons. As this golden-brown hardwood is exposed to the elements, it will naturally weather to a classic silver-grey hue. • Our natural teak is designed to highlight the wood’s intrinsic beauty and unique grain. • Teak is a durable hardwood with a high content of silica and natural oils, so it’s extremely resistant to rotting, warping and splitting. • Teak is naturally water-resistant, allowing it to withstand any weather – from harsh sunlight to rain and snow. • Natural variations in the wood grain make every piece of teak furniture unique. FINISHED TEAK FURNITURE In addition to our natural teak collections, we offer furnishings finished with a matte wash. Unless it’s protected from the elements, the color of the finish will fade to the silvery grey patina that’s characteristic of untreated teak. Keep your furniture in top condition with these simple suggestions. • To preserve the beauty of your finished teak furniture, protect pieces with our custom-fit outdoor furniture covers. • Maintain the finish by applying a clear coat of polyurethane to the wood once or twice per year, depending on the weather in your area. • Remove any stains on your finished teak furniture by gently sanding the soiled area with 3M® Hand Pad. CARING FOR TEAK When your teak furniture is new, wood oils may surface to develop what look like water spots and streaks. These are part of the natural maturing process – and simple to remove with a few easy steps. -

Chapter 3--Physical Properties and Moisture Relations of Wood
Chapter 3 Physical Properties and Moisture Relations of Wood William Simpson and Anton TenWolde he versatility of wood is demonstrated by a wide Contents variety of products. This variety is a result of a Appearance 3–1 spectrum of desirable physical characteristics or properties among the many species of wood. In many cases, Grain and Texture 3–1 more than one property of wood is important to the end Plainsawn and Quartersawn 3–2 product. For example, to select a wood species for a product, the value of appearance-type properties, such as texture, grain Decorative Features 3–2 pattern, or color, may be evaluated against the influence of Moisture Content 3–5 characteristics such as machinability, dimensional stability, Green Wood and Fiber Saturation Point 3–5 or decay resistance. Equilibrium Moisture Content 3–5 Wood exchanges moisture with air; the amount and direction of the exchange (gain or loss) depend on the relative humid- Sorption Hysteresis 3–7 ity and temperature of the air and the current amount of water Shrinkage 3–7 in the wood. This moisture relationship has an important Transverse and Volumetric 3–7 influence on wood properties and performance. This chapter discusses the physical properties of most interest in the Longitudinal 3–8 design of wood products. Moisture–Shrinkage Relationship 3–8 Some physical properties discussed and tabulated are influ- Weight, Density, and Specific Gravity 3–11 enced by species as well as variables like moisture content; Working Qualities 3–15 other properties tend to be independent of species. The thor- oughness of sampling and the degree of variability influence Decay Resistance 3–15 the confidence with which species-dependent properties are Thermal Properties 3–15 known.