Track Report 2002
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Annual Report of the Board of Regents of the Smithsonian Institution
THE DEVELOPMENT OF THE AMERICAN RAIL AND TRACK, AS ILLUS- TRATED BY THE COLLECTION IN THE U. S, NATIONAL MUSEUM. By J. Elfreth Watkins, Curator of the Department of Transportation and Engineering. In the brief report upon the section of steam transportation for the year 1887, a statement was made to the effect that considerable in- formation had been secured which it was hoped to use "in preparing- a series of models to illustrate the beginnings and development of the English and American systems of track. "While illustrated histories of the steamboat and locomotive are numerous, I am not aware that any systematic attempt has been made to preserve the history of the development of the systems of permanent way which, after many years of experiment, are now being reduced to a series of standards depending on the traffic." (Report of U. S. National Museum, 1887, p. 79.) These expectations were realized to a sufficient extent to warrant the preparation of the series of original rail sections, models, and drawings to illustrate the origin and development of American perma- nent way for the Exposition at Cincinnati in 1888. The interest manifested in that collection led me to present a paper entitled "The Development of the American Rail and Track" at the annual convention of the American Society of Civil Engineers, at Sea Bright, New Jersey, June 21, 1889. This will appear in the transac- tions of that society during the coming year.* At the conclusion of that paper I took occasion to state that in its preparation " I preferred to confine myself to a description of such rails as are represented by original sections, models, or drawings in the section of transportation and engineering in the U. -

Relative Train Length and the Infrastructure Required to Mitigate Delays from Operating Combinations of Normal and Over-Length F
Original Article Proc IMechE Part F: J Rail and Rapid Transit 0(0) 1–12 Relative train length and the ! IMechE 2018 Article reuse guidelines: infrastructure required to mitigate sagepub.com/journals-permissions DOI: 10.1177/0954409718809204 delays from operating combinations journals.sagepub.com/home/pif of normal and over-length freight trains on single-track railway lines in North America C Tyler Dick , Ivan Atanassov, F Bradford Kippen III and Darkhan Mussanov Abstract Distributed power locomotives have facilitated longer heavy-haul freight trains that improve the efficiency of railway operations. In North America, where the majority of mainlines are single track, the potential operational and economic advantages of long trains are limited by the inadequate length of many existing passing sidings (passing loops). To alleviate the challenge of operating trains that exceed the length of passing sidings, railways preserve the mainline capacity by extending passing sidings. However, industry practitioners rarely optimize the extent of infrastructure investment for the volume of over-length train traffic on a particular route. This paper investigates how different combinations of normal and over-length trains, and their relative lengths, relate to the number of siding extensions necessary to mitigate the delay performance of over-length train operation on a single-track rail corridor. The experiments used Rail Traffic Controller simulation software to determine train delay for various combinations of short and long train lengths under different directional distributions of a given daily railcar throughput volume. Simulation results suggest a relationship between the ratio of train lengths and the infrastructure expansion required to eliminate the delay introduced by operating over- length trains on the initial route. -
C&O Has Good Ideas In
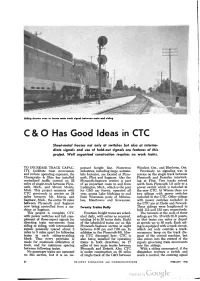
Siding thrown over to locate main track signal between main and siding C & 0 Has Good Ideas in CTC Sheet-metal houses not only at switches but also at interme diate signals and use of hold-out signals are features of this project. Well organized construction requires no work trains. TO INCREASE TRACK CAPAC portant freight line. Numerous Windsor, Ont., and Blenheim, Ont. ITY, facilitate train movements industries , including large, automo Previously no signaling was in and reduce operating expenses, the bile factories, are located at Plym service on the single track between Chesapeake & Ohio has installed outh , Flint and Saginaw. Also the Plymouth and Kearsley interlock centralized traffic control on 55 Plymouth-Saginaw section is part ing at Flint. Two tracks extend miles of single-track between Plym of an important route to and from north from Plymouth 1.0 mile to a outh, Mich., and Mount Morris, Ludington, Mich., which is the port power switch which is included in Mich. This project connects with for C&O car ferries, operated all the new CTC. At Wixom there are CTC previously in service on 24 year, across Lake Michigan to and two sidings with power switches miles between Mt. Morris and from Wisconsin ports of Milwau included in the CTC. Other sidings Saginaw, Mich., the entire 79 miles kee, Manitowoc and Kewaunee. with power switches included in between Plymouth and Saginaw the CTC are at Clyde and Newark. now being controlled from a ma Twenty Trains Dally These sidings were lengthened to chine at Saginaw. hold 112 and 133 cars respectively . -

the Swindon and Cricklade Railway
The Swindon and Cricklade Railway Construction of the Permanent Way Document No: S&CR S PW001 Issue 2 Format: Microsoft Office 2010 August 2016 SCR S PW001 Issue 2 Copy 001 Page 1 of 33 Registered charity No: 1067447 Registered in England: Company No. 3479479 Registered office: Blunsdon Station Registered Office: 29, Bath Road, Swindon SN1 4AS 1 Document Status Record Status Date Issue Prepared by Reviewed by Document owner Issue 17 June 2010 1 D.J.Randall D.Herbert Joint PW Manager Issue 01 Aug 2016 2 D.J.Randall D.Herbert / D Grigsby / S Hudson PW Manager 2 Document Distribution List Position Organisation Copy Issued To: Copy No. (yes/no) P-Way Manager S&CR Yes 1 Deputy PW Manager S&CR Yes 2 Chairman S&CR (Trust) Yes 3 H&S Manager S&CR Yes 4 Office Files S&CR Yes 5 3 Change History Version Change Details 1 to 2 Updates throughout since last release SCR S PW001 Issue 2 Copy 001 Page 2 of 33 Registered charity No: 1067447 Registered in England: Company No. 3479479 Registered office: Blunsdon Station Registered Office: 29, Bath Road, Swindon SN1 4AS Table of Contents 1 Document Status Record ....................................................................................................................................... 2 2 Document Distribution List ................................................................................................................................... 2 3 Change History ..................................................................................................................................................... -

Union Depot Tower Interlocking Plant
Union Depot Tower Union Depot Tower (U.D. Tower) was completed in 1914 as part of a municipal project to improve rail transportation through Joliet, which included track elevation of all four railroad lines that went through downtown Joliet and the construction of a new passenger station to consolidate the four existing passenger stations into one. A result of this overall project was the above-grade intersection of 4 north-south lines with 4 east-west lines. The crossing of these rail lines required sixteen track diamonds. A diamond is a fixed intersection between two tracks. The purpose of UD Tower was to ensure and coordinate the safe and timely movement of trains through this critical intersection of east-west and north-south rail travel. UD Tower housed the mechanisms for controlling the various rail switches at the intersection, also known as an interlocking plant. Interlocking Plant Interlocking plants consisted of the signaling appliances and tracks at the intersections of major rail lines that required a method of control to prevent collisions and provide for the efficient movement of trains. Most interlocking plants had elevated structures that housed mechanisms for controlling the various rail switches at the intersection. Union Depot Tower is such an elevated structure. Source: Museum of the American Railroad Frisco Texas CSX Train 1513 moves east through the interlocking. July 25, 1997. Photo courtesy of Tim Frey Ownership of Union Depot Tower Upon the completion of Union Depot Tower in 1914, U.D. Tower was owned and operated by the four rail companies with lines that came through downtown Joliet. -
Track Geometry
Track Geometry Track Geometry Cost effective track maintenance and operational safety requires accurate and reliable track geometry data. The Balfour Beatty Rail Digital Track Geometry System is a combined hardware and software application that derives track geometry parameters compliant with EN 13848-1:2003 and is an enhanced version of the original BR and LU systems, with a rationalised transducer layout using modern sensor technology. The system can be installed on a variety of vehicles, from dedicated test trains, service vehicles and road rail plant. Unlike some systems, our solution is designed such that voids and other vertical track defects are identified through the wheel/rail interface when the track is fully loaded. The compromise of taking measurements away from the wheel could produce under-measurement of voided track with an error that increases the further the measurement point is away from the influences of the wheel. The system uses bogie mounted non-contacting inertial sensors complemented by an optional image based sub-system, to measure rail vertical and lateral displacement. The system is designed to operate over a speed range of approx. 5 to 160 mph (8-250km/h). However, safety critical parameters such as gauge and twist will function at zero. Geometry parameters are calculated in real time and during operation real time exception and statistical reports are generated. Principal measurements consist of: • Twist • Dynamic Cross-level • Cant and Cant deficiency • Vertical Profile • Alignment • Curvature • Gauge • Dipped Joints • Cyclic Top Vehicle Ride Measurement As an accredited testing organisation we are well versed in capturing and processing acceleration measurements to national/international standards in order to obtain Ride Quality information in accordance with, for example ENV 12299 “Railway applications – Ride comfort for passengers – Measurement and Evaluation”. -

Track Inspection – 2009
Santa Cruz County Regional Transportation Commission Track Maintenance Planning / Cost Evaluation for the Santa Cruz Branch Watsonville Junction, CA to Davenport, CA Prepared for Egan Consulting Group December 2009 HDR Engineering 500 108th Avenue NE, Suite 1200 Bellevue, WA 98004 CONFIDENTIAL Table of Contents Executive Summary 4 Section 1.0 Introduction 10 Section 1.1 Description of Types of Maintenance 10 Section 1.2 Maintenance Criteria and Classes of Track 11 Section 2.0 Components of Railroad Track 12 Section 2.1 Rail and Rail Fittings 13 Section 2.1.1 Types of Rail 13 Section 2.1.2 Rail Condition 14 Section 2.1.3 Rail Joint Condition 17 Section 2.1.4 Recommendations for Rail and 17 Joint Maintenance Section 2.2 Ties 20 Section 2.2.1 Tie Condition 21 Section 2.2.2 Recommendations for Tie Maintenance 23 Section 2.3 Ballast, Subballst, Subgrade, and Drainage 24 Section 2.3.1 Description of Railroad Ballast, Subballst, 24 Subgrade, and Drainage Section 2.3.2 Ballast, Subgrade, and Drainage Conditions 26 and Recommendations Section 2.4 Effects of Rail Car Weight 29 Section 3.0 Track Geometry 31 Section 3.1 Description of Track Geometry 31 Section 3.2 Track Geometry at the “Micro-Level” 31 Section 3.3 Track Geometry at the “Macro-Level” 32 Santa Cruz County Regional Transportation Commission Page 2 of 76 Santa Cruz Branch Maintenance Study CONFIDENTIAL Section 3.4 Equipment and Operating Recommendations 33 Following from Track Geometry Section 4.0 Specific Conditions Along the 34 Santa Cruz Branch Section 5.0 Summary of Grade Crossing -

Customer Track Maintenance Guide Winter Safety
Customer Track Maintenance Guide Winter Safety Safety is of the utmost importance at CN, not only for our employees but Our goal is to move your products as quickly and safely as possible. also for you, our customers. Please contact your service delivery representative or account manager if you have any questions. We’ve developed this Customer Track Maintenance Guide in order to help bring attention to the additional hazards that are present during the winter Additional information on our seasonal safety guidelines can be found at: months, especially for our crews performing switching activities. www.cn.ca/seasonalsafety Winter is a challenging time for a railroad; many of the service disruptions are caused by accumulations of snow and ice. On the track, problems with switches and crossings are mainly caused by snow — so clearing the snow solves the problem. 3 Flangeways wheel flange Be particularly vigilant where flangeways can be become contaminated with snow, ice, or other material, or where any trackage is covered by excessive amounts of snow or ice, or other material. Ensure equipment can be carefully operated through flangeway over such track. flangeway Be especially aware at crossings, as these are prone to these types minimum of 1.5” clear rail of conditions. of ice, snow, mud, etc. At a minimum, flangeways must be cleared to a depth of 1.5”. Acceptable: Not acceptable: 4 Switches Be aware that switches can become very difficult to line due to cold weather and snow/ice build-up in the switch points. Attempting to line a stiff switch can and does lead to back, leg and arm injuries. -

Derailment of Freight Train 9204V, Sims Street Junction, West Melbourne
DerailmentInsert document of freight title train 9204V LocationSims Street | Date Junction, West Melbourne, Victoria | 4 December 2013 ATSB Transport Safety Report Investigation [InsertRail Occurrence Mode] Occurrence Investigation Investigation XX-YYYY-####RO-2013-027 Final – 13 January 2015 Cover photo source: Chief Investigator, Transport Safety (Vic) This investigation was conducted under the Transport Safety Investigation Act 2003 (Cth) by the Chief Investigator Transport Safety (Victoria) on behalf of the Australian Transport Safety Bureau in accordance with the Collaboration Agreement entered into on 18 January 2013. Released in accordance with section 25 of the Transport Safety Investigation Act 2003 Publishing information Published by: Australian Transport Safety Bureau Postal address: PO Box 967, Civic Square ACT 2608 Office: 62 Northbourne Avenue Canberra, Australian Capital Territory 2601 Telephone: 1800 020 616, from overseas +61 2 6257 4150 (24 hours) Accident and incident notification: 1800 011 034 (24 hours) Facsimile: 02 6247 3117, from overseas +61 2 6247 3117 Email: [email protected] Internet: www.atsb.gov.au © Commonwealth of Australia 2015 Ownership of intellectual property rights in this publication Unless otherwise noted, copyright (and any other intellectual property rights, if any) in this publication is owned by the Commonwealth of Australia. Creative Commons licence With the exception of the Coat of Arms, ATSB logo, and photos and graphics in which a third party holds copyright, this publication is licensed under a Creative Commons Attribution 3.0 Australia licence. Creative Commons Attribution 3.0 Australia Licence is a standard form license agreement that allows you to copy, distribute, transmit and adapt this publication provided that you attribute the work. -

Transportation Planning for the Richmond–Charlotte Railroad Corridor
VOLUME I Executive Summary and Main Report Technical Monograph: Transportation Planning for the Richmond–Charlotte Railroad Corridor Federal Railroad Administration United States Department of Transportation January 2004 Disclaimer: This document is disseminated under the sponsorship of the Department of Transportation solely in the interest of information exchange. The United States Government assumes no liability for the contents or use thereof, nor does it express any opinion whatsoever on the merit or desirability of the project(s) described herein. The United States Government does not endorse products or manufacturers. Any trade or manufacturers' names appear herein solely because they are considered essential to the object of this report. Note: In an effort to better inform the public, this document contains references to a number of Internet web sites. Web site locations change rapidly and, while every effort has been made to verify the accuracy of these references as of the date of publication, the references may prove to be invalid in the future. Should an FRA document prove difficult to find, readers should access the FRA web site (www.fra.dot.gov) and search by the document’s title or subject. 1. Report No. 2. Government Accession No. 3. Recipient's Catalog No. FRA/RDV-04/02 4. Title and Subtitle 5. Report Date January 2004 Technical Monograph: Transportation Planning for the Richmond–Charlotte Railroad Corridor⎯Volume I 6. Performing Organization Code 7. Authors: 8. Performing Organization Report No. For the engineering contractor: Michael C. Holowaty, Project Manager For the sponsoring agency: Richard U. Cogswell and Neil E. Moyer 9. Performing Organization Name and Address 10. -

Trends in the Share of Railways in Transportation
www.cepal.org/transporte Issue No. 303 - Number 11 / 2011 BULLETIN FACILITATION OF TRANSPORT AND TRADE IN LATIN AMERICA AND THE CARIBBEAN This issue of the FAL Bulletin analyses the history of railways in modal distribution Trends in the share in Latin America, and puts forward recommendations for improving their functioning and making them a real, of railways competitive and sustainable transport option. The study is part of the activities being in transportation conducted by the Unit in the project on “Strategies for environmental sustainability: climate change and energy”, funded by the Spanish Agency for International Development Cooperation (AECID). The author of this issue of the Bulletin is Introduction Gonzalo Martín Baranda, Consultant for the Infrastructure Services Unit of ECLAC. For additional information please contact Railways flourished in the nineteenth century, becoming a key element [email protected] in the transport of goods and passengers For a number of reasons, Introduction however, their prominence has gradually diminished and they now have only a limited role, mostly in the transportation of certain bulk products. I. The rise of railways This document looks at the how the use of the railways for freight has II. Recent history of railways changed over the years, and puts forward a series of recommendations in Latin America to increase their use in present-day Latin America. III. Consideration of externalities and associated social costs I. The rise of railways for sustainable modal choices IV. The role of railways in modal shifts Railways rose to prominence in the nineteenth century, leading to a radical change in the surface transport of freight and passengers, and V. -

Investigation of Glued Insulated Rail Joints with Special Fiber-Glass Reinforced Synthetic Fishplates Using in Continuously Welded Tracks
CORE Metadata, citation and similar papers at core.ac.uk Provided by Repository of the Academy's Library POLLACK PERIODICA An International Journal for Engineering and Information Sciences DOI: 10.1556/606.2018.13.2.8 Vol. 13, No. 2, pp. 77–86 (2018) www.akademiai.com INVESTIGATION OF GLUED INSULATED RAIL JOINTS WITH SPECIAL FIBER-GLASS REINFORCED SYNTHETIC FISHPLATES USING IN CONTINUOUSLY WELDED TRACKS 1 Attila NÉMETH, 2 Szabolcs FISCHER 1,2 Department of Transport Infrastructure, Széchenyi István University Győr, Egyetem tér 1 H-9026 Győr, Hungary, email: [email protected], [email protected] Received 29 December 2017; accepted 9 March 2018 Abstract: In this paper the authors partially summarize the results of a research on glued insulated rail joints with fiber-glass reinforced plastic fishplates (brand: Apatech) related to own executed laboratory tests. The goal of the research is to investigate the application of this new type of glued insulated rail joint where the fishplates are manufactured at high pressure, regulated temperature, glass-fiber reinforced polymer composite plastic material. The usage of this kind of glued insulated rail joints is able to eliminate the electric fishplate circuit and early fatigue deflection and it can ensure the isolation of rails’ ends from each other by aspect of electric conductivity. Keywords: Glued insulated rail joint, Fiber-glass reinforced fishplate, Polymer composite plastic material, Laboratory test 1. Introduction The role of the rail connections (rail joints) is to ensure the continuity of rails without vertical and horizontal ‘step’, as well as directional break. The opportunities to connect rails are the fishplate joints, welding, and dilatation structure (rail expansion device) [1].