Corn Has Diverse Uses and Can Be Transformed Into Varied Products
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
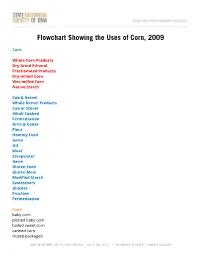
Transcript of Flowchart Showing the Uses of Corn
Flowchart Showing the Uses of Corn, 2009 Corn Whole Corn Products Dry Grind Ethanol Fractionated Products Dry-milled Corn Wet-milled Corn Native Starch Cob & Kernel Whole Kernel Products Cob or Stover Alkali Cooked Fermentation Grits & Cones Flour Hominy Feed Germ Oil Meal Steepwater Germ Gluten Feed Gluten Meal Modified Starch Sweeteners Glucose Fructose Fermentation Food baby corn pickled baby corn boiled sweet corn canned corn frozen packaged IOWA DEPARTMENT OF CULTURAL AFFAIRS 600 E. LOCUST ST. DES MOINES, IA 50319 IOWACULTURE.GOV Industrial Decorative items (pod & Indian corn) Food popcorn snack food corn nuts posole canned corn soup mixes canned hominy frozen packaged Feed livestock feed wild animal feed Industrial polishing media furfural (chemical feedstock) liquid spill recovery media dust adsorbent construction board cosmetic powders Food tortilla flours hominy corn chips tortilla chips taco shells sopapillas atoles posole menudo tostados Industrial & Fuel fuel ethanol distillers dried grains with solubles oil for biodiesel Food breakfast cereals fortified foods pinole snack foods maize porridges alkali cooked products breads & bakery products fermented beverages unfermented beverages pet foods corn bread Industrial wallpaper paste floor wax hand soap dusting agents Food bakery products masa flour snack foods baby foods baking mixes batters desserts pie fillings gravies & sauces salad dressings frozen foods meat extenders non-meat extenders thickening agents Industrial fermentation media explosives gypsum wallboard paper -

Friday July 14, 2017 At
Friday July 14, 2017 Central Valley buying Group Page 1 of 49 Bid effective 7-1-2017 thru 6-30-2018 Brand names and numbers when used or for reference to indicate the character or quality desired. Equal item will be considered provided your offer clearly describes the article> Offer for equal item shall state the brand name and number or level of quality if item cannot be identified by brand name and number. brand prod code Vendor Code Purchase unit Purchase Unit Purchase Price Totals Rebates and Pack Size Brand Description MPC Code Qty description Quantity or notes Dairy Products 2 1 DZ FROZFRT BAR FRUIT CHUNKY PNAPL 4.0 1050488 3 24 4OZ BLU BNY BAR FRUIT STWBRY FRZN 61 4 4.25LB WHLFIMP BUTTER CHIP CNTL SLTD 47 CT AA 6060 5 5 3.4 LB WHLFIMP BUTTER CHIP CNTL USDA AA 59CT 6061 1 720 5 GM WHLFIMP BUTTER CUP USDA AA 4509 2 30 1LB WHLFCLS BUTTER SOLID SLTD AA 310521 21 30 1 LB WHLFCLS BUTTER SOLID UNSLTD AA 310522 13 6 .5 GAL WHLFCLS BUTTERMILK 1% LOW FAT 2832 2 4 5 LB BBRLCLS CHEESE AMER 120 DELI SLI YEL STK03324 6 4 5 LB BBRLCLS CHEESE AMER 120 SLI YEL 28131 38 4 5 LB BBRLCLS CHEESE AMER 160 DELI SLI YEL 34947 129 4 5 LB BBRLCLS CHEESE AMER 160 SLI YEL 28128 6 4 5 LB BONGARD CHEESE AMER PPRJACK 120 SLICE 10341 2 4 5LB SCHRBER CHEESE AMER YEL 160 SLI 8367 4 4 5LB CASASOL CHEESE CHDR MILD FCY SHRD YEL 960319 90 4 5LB CASASOL CHEESE CHDR MILD FTHR SHRD YEL 960320 87 4 5LB CASASOL CHEESE CHEDDAR JACK FTHR SHRED 960322 17 100 .75OZ BBRLIMP CHEESE CHEDDAR MLD MINI YEL IW STK05014 4 4 2.5 LB ROTHKAS CHEESE CHEDDAR SLICE .75 OZ 5550 2 2 5LB BBRLIMP CHEESE CHEDDR MILD LOAF YEL 99234 2 168 1 OZ HERITG CHEESE COLBY JACK STICKS I/W 32879 54 2 5 LB WHLFCLS CHEESE COTTAGE SMALL CURD 2% 3395900 8 100 1 OZ BBRLIMP CHEESE CREAM CUP PLAIN 39801 64 100 .75 OZ BBRLIMP CHEESE CREAM CUP STRAWBERRY 39782 21 4 3 LB SYS IMP CHEESE CREAM LOAF 39837 7 100 1 OZ PHILA CHEESE CREAM ORIG SPREAD CUP 61119 3 4 3 LB BBRLIMP CHEESE CREAM WHIPPED TUB 39847 3 5 LB BBRLIMP CHEESE CUBE CHDR/SWISS/PEP JCK 98940 12 192 3 OZ. -

Races of Maize in Bolivia
RACES OF MAIZE IN BOLIVIA Ricardo Ramírez E. David H. Timothy Efraín DÍaz B. U. J. Grant in collaboration with G. Edward Nicholson Edgar Anderson William L. Brown NATIONAL ACADEMY OF SCIENCES- NATIONAL RESEARCH COUNCIL Publication 747 Funds were provided for publication by a contract between the National Academythis of Sciences -National Research Council and The Institute of Inter-American Affairs of the International Cooperation Administration. The grant was made the of the Committee on Preservation of Indigenousfor Strainswork of Maize, under the Agricultural Board, a part of the Division of Biology and Agriculture of the National Academy of Sciences - National Research Council. RACES OF MAIZE IN BOLIVIA Ricardo Ramírez E., David H. Timothy, Efraín Díaz B., and U. J. Grant in collaboration with G. Edward Nicholson Calle, Edgar Anderson, and William L. Brown Publication 747 NATIONAL ACADEMY OF SCIENCES- NATIONAL RESEARCH COUNCIL Washington, D. C. 1960 COMMITTEE ON PRESERVATION OF INDIGENOUS STRAINS OF MAIZE OF THE AGRICULTURAL BOARD DIVISIONOF BIOLOGYAND AGRICULTURE NATIONALACADEMY OF SCIENCES- NATIONALRESEARCH COUNCIL Ralph E. Cleland, Chairman J. Allen Clark, Executive Secretary Edgar Anderson Claud L. Horn Paul C. Mangelsdorf William L. Brown Merle T. Jenkins G. H. Stringfield C. O. Erlanson George F. Sprague Other publications in this series: RACES OF MAIZE IN CUBA William H. Hatheway NAS -NRC Publication 453 I957 Price $1.50 RACES OF MAIZE IN COLOMBIA M. Roberts, U. J. Grant, Ricardo Ramírez E., L. W. H. Hatheway, and D. L. Smith in collaboration with Paul C. Mangelsdorf NAS-NRC Publication 510 1957 Price $1.50 RACES OF MAIZE IN CENTRAL AMERICA E. -

Three Sisters Garden One of the Best Ways to Get Children Interested in History Is to Bring It Into the Present
Three Sisters Garden One of the best ways to get children interested in history is to bring it into the present. When teaching children about Native Americans in U.S. history, an excellent project is to grow the three Native American sisters, beans, corn and squash. When you plant a three sisters garden, you help to bring an ancient culture to life. Let’s look at growing corn with squash and beans. The story of the three Native American sisters The three sisters way of planting originated with the Haudenosaunee tribe. The story goes that beans corn and squash are actually three Native American maidens. The three, while very different, love each other very much and thrive when they are near each other. It is for this reason that the Native Americans plant the three sisters together. Tips on how to plant a three sisters garden First, decide on a location. Like most vegetable gardens, the three Native American sisters garden will need direct sun for most of the day and a location that drains well. Next, decide on which plants you will be planting. While the general guideline is beans, corn and squash, exactly what kind of beans, corn and squash you plant is up to you. For the beans, you will need a pole bean variety. Bush can be used, but pole beans are more true to the spirit of the project. Some good varieties are Kentucky Wonder, Romano Italian and Blue Lake beans. The corn will need to be a tall, sturdy variety. You do not want to use a miniature variety. -

Table of Contents
Table of Contents Foreword . 2 Introduction. 3 Industrial Uses of Refined Corn Products . 7 Industrial Markets for Starch and Corn-derived Chemicals . 11 The Enzyme Advantage . 15 Plastics from Corn—The Vision Becomes Reality . 19 Renewable Resources Bring Sustainability to DuPont’s Newest Polymer Platform . 22 Corn Industry Statistics Shipments of Products of the Corn Refining Industry - 2000 . 3 Member Company Products . 5 Corn for Grain: Yield and Production . 14 Corn: Food and Industrial Uses . 16 U.S. Per Capita Sweetener Consumption . 18 World Corn Production, Consumption and Stocks . 21 Corn: Supply and Disappearance . 23 Exports of Products from Corn . 24 2001 Corn Annual Foreword The 2001 Corn Annual focuses on industrial uses and markets for refined corn products. Of the tradi- tional products of the industry—corn starch, sweeteners, oil and feedstuffs—starch has been the leader in industrial applications. In several industrial sectors, the use of starch is well established, but development of new uses and the extension of existing applications continue. Applications for sweeteners are rooted in food manufacturing, but advances in processing technology have opened several opportunities. By exploring the uses of starch in the established sectors of paper, adhesives and textiles, we hope to convey a better understanding of how starch can advance the production process. The review is also intended to provide an appreciation for product characteristics attributable to starch. An examination of the current and potential industrial markets for corn starch and corn-derived Charles F. Conner chemicals shows promising growth for the corn wet milling industry. This market analysis is President intended to provide insight to the dynamic of the relationship between supplier and consumer Corn Refiners as well as identify the factors that will influence growth. -

Different Types of Corn There a Various Types of Corn and They All Have Different Purposes and Distinguished Traits
Different Types of Corn There a various types of corn and they all have different purposes and distinguished traits. Read about the 5 different types of corn and write a 5 paragraph essay on what type of corn you would want to grow. Make sure you do your research! Dent Corn: This type of corn is often used for livestock feeds, industrial products, and as well as used to make processed foods. Another name for dent corn is “Field Corn”. This type of corn is mostly grown in the United States. This corn is a mix of hard and soft starches that become indented when the corn dries out. Flint Corn: Also known as “Indian Corn” is very similar to Dent Corn. They have primarily the same purpose as dent corn, but in the United States its main purpose is decoration. Flint Corn is primarily grown in Central and South America. It has a hard outer shell and the kernels are a variety of colors from red to white. Popcorn: Popcorn is a type of Flint Corn, although it has it has different size, shape, starch level, and moisture content. It has a soft starchy center surrounded by a very hard exterior shell. When popcorn is heated, the natural moisture inside the shell turns into steam and builds up enough pressure until it explodes. Sweet Corn: Also known as “corn on the cob”. This type of corn you will find at your summer BBQ’s and you love to enjoy it with a burger on a hot summer day. This type of corn can be canned or frozen for future consumption. -

Stone-Boiling Maize with Limestone: Experimental Results and Implications for Nutrition Among SE Utah Preceramic Groups Emily C
Agronomy Publications Agronomy 1-2013 Stone-boiling maize with limestone: experimental results and implications for nutrition among SE Utah preceramic groups Emily C. Ellwood Archaeological Investigations Northwest, Inc. M. Paul Scott United States Department of Agriculture, [email protected] William D. Lipe Washington State University R. G. Matson University of British Columbia John G. Jones WFoasllohinwgt thion Sst atnde U naiddveritsitiony al works at: http://lib.dr.iastate.edu/agron_pubs Part of the Agricultural Science Commons, Agronomy and Crop Sciences Commons, Food Science Commons, and the Indigenous Studies Commons The ompc lete bibliographic information for this item can be found at http://lib.dr.iastate.edu/ agron_pubs/172. For information on how to cite this item, please visit http://lib.dr.iastate.edu/ howtocite.html. This Article is brought to you for free and open access by the Agronomy at Iowa State University Digital Repository. It has been accepted for inclusion in Agronomy Publications by an authorized administrator of Iowa State University Digital Repository. For more information, please contact [email protected]. Journal of Archaeological Science 40 (2013) 35e44 Contents lists available at SciVerse ScienceDirect Journal of Archaeological Science journal homepage: http://www.elsevier.com/locate/jas Stone-boiling maize with limestone: experimental results and implications for nutrition among SE Utah preceramic groups Emily C. Ellwood a, M. Paul Scott b, William D. Lipe c,*, R.G. Matson d, John G. Jones c a Archaeological -
Identification of Valuable Corn Quality Traits for Starch Production
Identification of Valuable Corn Quality Traits for Starch Production By: Lawrence A. Johnson Center for Crops Utilization Research Food Science and Human Nutrition C. Phillip Baumel Economics Connie L. Hardy Center for Crops Utilization Research Pamela J. White Food Science and Human Nutrition A project of the Iowa Grain Quality Initiative Traits Task Team Funded by the Iowa Corn Promotion Board 306 West Towers 1200 35th St. West Des Moines, IA 50266 October 1999 Center for Crops Utilization Research Iowa Agriculture & Home Economics Experiment Station Iowa State University, Ames, IA 2 Acknowledgment This report is intended to provoke discussion and debate that will lead to a vision among researchers in public institutions, seed companies, and the starch processing and food industries for modifying corn traits for starch (and other complex carbohydrates) production to enhance utilization and profitability of growing corn. The report attempts to provide direction to farmer organizations and to the corn industry about potential targets for investing research funds. One should recognize that some of the modifications considered required speculation about functional properties and potential applications. Additional research on the relationship between the structures of starch and other complex carbohydrates and functionality in food and industrial applications may refute some of that speculation. Also, this document is a consensus report taking into account the recommendations and reviews of the consultants and advisors identified below. Dr. Jay-lin Jane, Food Science and Human Nutrition, Iowa State University, Ames, IA Dr. Morton W. Rutenberg, Emmar Consultants, North Plainfield, NJ Dr. Henry Zobel, ABCV Starch, Darien, IL Dr. Robert Friedman, Cerestar USA, Inc., Hammond, IN Dr. -

Fresh to Order Catering Menu
breakfast & beverages breakfast: Fresh Baked Bagels, Fresh Baked Muffins by the dozen. Served with butter, preserves & cream cheese $14.9 per dozen | $15.9 per mixed dozen Specialty House Spreads $3.9 Fruit Bowl: An Assortment of fresh cubed seasonal fruit. Small Bowl (Feeds 6 – 12 people) $31 Large Bowl (Feeds 12 - 18 people) $53 Sliced Fruit Tray: An elegant display of fresh seasonal sliced fruits & berries. Small Tray (Feeds 6 – 12 people) $35 Large Tray (Feeds 12 - 18 people) $61 Whole Fruit: Great way to round out a meal or as a snack by itself. Includes apples,bananas, oranges or bowl of strawberries. $1.0 per piece $2.0 per person for Strawberries $1.5 per person for Orange Wedges Greek Yogurt, Assorted Flavors $2.4 per person. Individual Hot Cereal Bowl Bar: Fresh savory grits or oatmeal served with gourmet toppings. $4.2 per person Scrambled Egg Platters: Served with Choice of Grits, Oatmeal or Potatoes Scrambled Eggs (with or without cheese) $6.0 per person Hot Breakfast Paninis: Signature, scrambled egg Paninis with gourmet toppings & artisan breads. Egg Panini: $5.5 Egg & Cheese Panini: $5.5 Bacon, Egg & Cheese Panini: $6.0 Sausage, Egg & Cheese Panini: $6.0 Southwestern Panini: Roasted Corn Salsa, Avocado, Egg, Cheese $6.6 F2O Panini: Ale Laced Chicken, Honey Mustard, Egg, Cheese $6.6 Salmon Panini: Salmon, Avocado, Egg $7.1 beverages: Orange Juice: Gallon $12.9 Locally Roasted Coffee: Regular or Decaf Gallon $14.9* Hot Chocolate: Gallon $12.9 Specialty Flavored Ice Teas & Lemonades: Gallon $10* Flavored Filtered Water: Gallon $5 Bottled Juices, Waters & Teas: $2.0 – $4.0 per bottle Hot Teas: $2.1 per person *Available upon request complimentary ice, sweetener & cups. -
Quality Protein Maize (QPM): a Guide to the Technology and Its Promotion in Ethiopia
QUALITY PROTEIN MAIZE A Guide to the Technology (QPM) and Its Promotion in Ethiopia Adefris Teklewold, Dagne Wegary, Abraham Tadesse, Birhanu Tadesse, Kassahun Bantte, Dennis Friesen and B.M. Prasanna CIMMYT – the International Maize and Wheat Improvement Center – is the global leader in publicly-funded maize and wheat research-for-development. Headquartered near Mexico City, CIMMYT works with hundreds of partners worldwide to sustainably increase the productivity of maize and wheat cropping systems, thus improving global food security and reducing poverty. CIMMYT is a member of the CGIAR Consortium and leads the CGIAR Research Programs on MAIZE and WHEAT. The Center receives support from national governments, foundations, development banks and other public and private agencies. © 2015. International Maize and Wheat Improvement Center (CIMMYT). All rights reserved. The designations employed in the presentation of materials in this publication do not imply the expression of any opinion whatsoever on the part of CIMMYT or its contributory organizations concerning the legal status of any country, territory, city, or area, or of its authorities, or concerning the delimitation of its frontiers or boundaries. CIMMYT encourages fair use of this material. Proper citation is requested. Correct citation: Adefris Teklewold, Dagne Wegary, Abraham Tadesse, Birhanu Tadesse, Kassahun Bantte, Dennis Friesen and B.M. Prasanna, 2015. Quality Protein Maize (QPM): A Guide to the Technology and Its Promotion in Ethiopia. CIMMYT: Addis Ababa, Ethiopia. Abstract: This guide book introduces the nutritional benefits of QPM over conventional maize varieties and presents a brief overview of its historical development. It also provides information on QPM varieties available for commercial production in different agro-ecologies of Ethiopia and the agronomic management practices required for seed and grain production. -

Breeding for Grain Quality Traits L
Agronomy Publications Agronomy 2005 Breeding for grain quality traits L. M. Pollak United States Department of Agriculture M. P. Scott Iowa State University, [email protected] Follow this and additional works at: http://lib.dr.iastate.edu/agron_pubs Part of the Agricultural Science Commons, Agronomy and Crop Sciences Commons, and the Plant Breeding and Genetics Commons The ompc lete bibliographic information for this item can be found at http://lib.dr.iastate.edu/ agron_pubs/170. For information on how to cite this item, please visit http://lib.dr.iastate.edu/ howtocite.html. This Article is brought to you for free and open access by the Agronomy at Iowa State University Digital Repository. It has been accepted for inclusion in Agronomy Publications by an authorized administrator of Iowa State University Digital Repository. For more information, please contact [email protected]. Maydica 50 (2005): 247-257 BREEDING FOR GRAIN QUALITY TRAITS L.M. Pollak*, M.P. Scott USDA-ARS, Corn Insects and Crop Genetics Research Unit, Ames, Iowa 50011, USA Received February 9, 2005 ABSTRACT - Plant breeders have been extremely success- of vertically integrated grain utilization systems can ful at improving the yield of maize. Grain quality has re- capture the added value in an improved quality ceived less attention; however important advances have product. been made by breeders in this area as well. Maize with a The feasibility of breeding for grain quality in wide range of compositions and fractions within the major maize is best illustrated by the Illinois Long-Term grain components has resulted from breeders taking ad- Selection experiment for protein and oil. -

Breeding for Quality Protein Maize (QPM) Varieties: a Review
agronomy Review Breeding for Quality Protein Maize (QPM) Varieties: A Review Liliane N. Tandzi 1,2,*, Charles S. Mutengwa 1, Eddy L. M. Ngonkeu 2,3, Noé Woïn 2 and Vernon Gracen 4 1 Department of Agronomy, Faculty of Science and Agriculture, University of Fort Hare, P. Bag X1314, Alice 5700, South Africa; [email protected] 2 Institute of Agricultural Research for Development (IRAD), P.O. Box 2123, Messa, Yaounde, Cameroon; [email protected] (E.L.M.N.); [email protected] (N.W.) 3 Department of Plant Biology and Physiology, Faculty of Science, University of Yaounde I, Yaounde, Cameroon 4 West Africa Centre for Crop Improvement (WACCI), College of Basic and Applied Sciences, University of Ghana, Legon PMB LG 30, Accra 999064, Ghana; [email protected] * Correspondence: [email protected] or [email protected]; Tel.: +27-063-459-4323 Received: 28 August 2017; Accepted: 19 October 2017; Published: 28 November 2017 Abstract: The nutritional evaluation of quality protein maize (QPM) in feeding trials has proved its nutritional superiority over non-QPM varieties for human and livestock consumption. The present paper reviews some of the most recent achievements in development of QPM varieties using both conventional and molecular breeding under stressed and non-stressed environments. It is evident that numerous QPM varieties have been developed and released around the world over the past few decades. While the review points out some gaps in information or research efforts, challenges associated with adoption QPM varieties are highlighted and suggestions to overcome them are presented. The adoption of released varieties and challenges facing QPM production at the farmer level are also mentioned.