Glue As a Fastener in Framing Farm Buildings Robert E
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Analysis and Strengthening of Carpentry Joints 1. Introduction 2
Generated by Foxit PDF Creator © Foxit Software Branco, J.M., Descamps, T., Analysis and strengthening http://www.foxitsoftware.comof carpentry joints. Construction andFor Buildingevaluation Materials only. (2015), 97: 34–47. http://dx.doi.org/10.1016/j.conbuildmat.2015.05.089 Analysis and strengthening of carpentry joints Jorge M. Branco Assistant Professor ISISE, Dept. Civil Eng., University of Minho Guimarães, Portugal Thierry Descamps Assistant Professor URBAINE, Dept. Structural Mech. and Civil Eng., University of Mons Mons, Belgium 1. Introduction Joints play a major role in the structural behaviour of old timber frames [1]. Current standards mainly focus on modern dowel-type joints and usually provide little guidance (with the exception of German and Swiss NAs) to designers regarding traditional joints. With few exceptions, see e.g. [2], [3], [4], most of the research undertaken today is mainly focused on the reinforcement of dowel-type connections. When considering old carpentry joints, it is neither realistic nor useful to try to describe the behaviour of each and every type of joint. The discussion here is not an extra attempt to classify or compare joint configurations [5], [6], [7]. Despite the existence of some classification rules which define different types of carpentry joints, their applicability becomes difficult. This is due to the differences in the way joints are fashioned depending, on the geographical location and their age. In view of this, it is mandatory to check the relevance of the calculations as a first step. This first step, to, is mandatory. A limited number of carpentry joints, along with some calculation rules and possible strengthening techniques are presented here. -
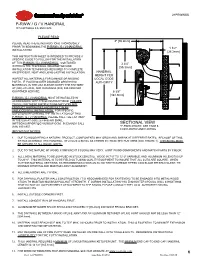
P-Rww / G / V Handrail Sectional View
24PRWWSS P-RWW / G / V HANDRAIL WITH OPTIONAL S.S. END CAPS PLEASE READ 3" [76.2mm] PLEASE READ THESE INSTRUCTIONS THOROUGHLY PRIOR TO BEGINNING THE P-RWW / G / V HANDRAIL 1 1/2" INSTALLATION! [38.2mm] THIS INSTRUCTION SHEET IS INTENDED TO PROVIDE A SPECIFIC GUIDE TO FOLLOW FOR THE INSTALLATION OF THIS P-RWW / G / V HANDRAIL. CONTAINED 3 3/4" WITHIN IS THE TECHNICAL INFORMATION AND [95.3mm] INSTALLATION TECHNIQUES REQUIRED TO COMPLETE AN EFFICIENT, NEAT AND LONG-LASTING INSTALLATION. HANDRAIL HEIGHT PER INSPECT ALL MATERIALS FOR DAMAGE OR MISSING LOCAL CODE PARTS. IF YOU DISCOVER DAMAGED OR MISSING AUTHORITY MATERIALS, IN THE USA PLEASE NOTIFY THE FACTORY AT (800) 233-8493, AND IN CANADA (888) 895-8955 FOR CUSTOMER SERVICE. 6 3/8" [161.9mm] P-RWW / G / V HANDRAIL MUST BE INSTALLED IN ACCORDANCE WITH THESE INSTRUCTIONS! FAILURE TO FOLLOW THESE INSTRUCTIONS MAY VOID ANY PRODUCT WARRANTIES AND RESULT IN AN UNSUCCESSFUL INSTALLATION. FOR SPECIFIC QUESTIONS REGARDING THE INSTALLATION OF THIS P-RWW / G / V HANDRAIL PLEASE CALL THE FACTORY IN THE USA AT (800) 233-8493 OR EMAIL [email protected]. IN CANADA CALL SECTIONAL VIEW (888) 895-8955. *P-RWW SHOWN SEE PAGE 6 FOR P-RWWV AND P-RWWG IMPORTANT NOTES 1. DUE TO WOOD BEING A NATURAL PRODUCT, COMPONENTS MAY GROW AND SHRINK AT DIFFERENT RATES. BECAUSE OF THIS, CS HAS DESIGNED THIS HANDRAIL TO UTILIZE A BEVEL AS SHOWN IN THESE INSTRUCTIONS (SEE FIGURE 1). THIS BEVEL MUST BE APPLIED AT ALL WOOD JOINTS. 2. DUE TO THE NATURE OF WOOD, COMPONENT COLORS MAY VERY. -

Contact Rail System
SECTION 34 24 13 CONTACT RAIL SYSTEM PART 1 – GENERAL 1.01 SECTION INCLUDES A. Contact rail assembly B. Insulator assembly C. Anchor assembly D. Expansion joint assembly E. Coverboard assembly F. Miscellaneous materials 1.02 MEASUREMENT AND PAYMENT Not used. 1.03 REFERENCES A. General 1. Submit certification that products furnished conform to the applicable reference standards and specified requirements. All design, materials, and testing shall be in compliance with the latest edition of referenced standards, codes and regulatory requirements. 2. Where any requirements of these Specifications are more stringent than the requirements of applicable laws, regulatory requirements, standards, or codes, the requirements indicated in these Specifications shall govern. 3. A certification or published specification data statement by a manufacturer listed as a member of the National Electrical Manufacturers Association (NEMA), to the effect that products conform to the specified NEMA standards, will be acceptable evidence that the products meet the requirements of these Standards. B. American National Standards Institute 1. ANSI B18.2.1 Square and Hex Bolts and Screws (Inch Series) 2. ANSI B18.2.2 Square and Hex Nuts (Inch Series) 3. ANSI B18.22.1 Plain Washers 4. ANSI C29.1 Test Methods for Electrical Power Insulators RELEASE – R3.1 SECTION 34 42 13 BART FACILITIES STANDARDS ISSUED: JANUARY 2017 PAGE 1 OF 37 STANDARD SPECIFICATIONS CONTACT RAIL SYSTEM 5. ANSI C29.5 Wet-Process Porcelain Insulators - Low- and Medium-Voltage Types 6. ANSI C29.7 Wet-Process Porcelain Insulators - High-Voltage Line-Post Type 7. ANSI/ASC H35.1 Alloy and Temper Designation Systems for Aluminum C. -

Vantage Stair Lift CONTENTS
Stair Lift SL400 INSTALLATION AND SERVICE MANUAL ATTENTION! STRICT ADHERENCE TO THESE INSTALLATION INSTRUCTIONS is required and will promote the safety of those installing this product, as well as those who will ultimately use the lift for its intended purpose. Any deviation from these instructions will void the LIMITED WARRANTY that accompanies the product. Additionally, any party installing the product who deviates from the INSTALLATION INSTRUCTIONS shall be taken to agree to INDEMNIFY, SAVE AND HOLD HARMLESS the manufacturer from any and all loss, liability or damage, including attorneys fees, that might arise out of or in connection with such deviation. © 2016Harmar Mobility, LLC • All Rights Reserved TEC0017 2016APR11 P/N: 630-00027 Rev D Vantage Stair Lift CONTENTS INSTALLATION & APPLICATION NOTES 3 READ AND UNDERSTAND THIS MANUAL PRIOR TO PREPARATION INSTALLATION OR OPERATION. Tool Checklist .................................4 Please read, follow, and fully understand the installation section of this manual before beginning. What's In the Box .............................5 Knowing the lift’s adjustments and the tips on proper Getting to Know the Rail ......................6 installation and operation techniques will save time, energy and avoid possible injury. If you do not Measuring the Rail ..........................7-8 understand any portion of installation or operation, please consult our technical service department. Cutting the Rail ............................9-11 Cutting the Gear Rack .......................12 SYMBOLS USED IN THIS MANUAL Preparing the Rail .........................13-17 READ MANUAL - Pay close attention to the instructions in the manual. INSTALLATION Adjusting the Gear Rack ...................18-19 CAUTION - Hazardous situation. If not avoided, could result in serious damage Installing the Rail ............................20 to property. -

Overlap/Splice Joint of Surespan EX - S14.3 Sheathing Wall Construction with Gypsum, Plywood Or OSB Sheathing
Overlap/Splice Joint of SureSpan EX - S14.3 Sheathing Wall Construction with gypsum, plywood or OSB sheathing. Apply SureSpan Adhesive to both sides of the joint. A 3/8-inch roller to apply sufficient pressure to set the SureSpan Adhesive. bead on both sides of the joint will spread to a width of 1/2 inch Vertical joints should be overlapped as shown below. If mitered (12-15 mils thick). Sealant coverage may vary depending on the or field-cut corners are used, apply enough sealant under the porosity or texture of substrate. Place the SureSpan EX into the wet corner joint so the excess sealant fills the miter joint. sealant using hand pressure to adequately spread the SureSpan Prior to tooling the excess SureSpan Adhesive alongside the Adhesive onto the extrusion, usually squeezing a small amount of extrusion, shoot an additional 1/4-inch bead of SureSpan Adhesive SureSpan Adhesive out alongside the extrusion. Small adjustments to smooth out and counterflash the exposed edge of the extrusion to the placement of the SureSpan EX may be done at this time, 3/4 of an inch. Tool excessive sealant immediately. but lifting and re-seating should be avoided and may result in needing additional SureSpan Adhesive installed to fully engage the Masking tape, if used, must be removed before the SureSpan extrusion into the wet sealant. Use a small roller such as a laminate Adhesive begins to form a skin. Use SureSpan Adhesive as an adhesive and counter-flashing as shown in S27.1 Use SureSpan Adhesive as - S27.3 counter-flashing as shown in S27.1 - S27.3 SureSpan Adhesive used as an adhesive for SureSpan EX joints SureSpan EX Surfaces must be clean of any type of contamination which impair adhesion of the FastFlash to the structural substrate. -

Analysis of Structural Timber Joints Made with Glass Fibre / Epoxy
ANALYSIS OF STRUCTURAL TIMBER JOINTS MADE WITH GLASS FIBRE / EPOXY BRUNO MASSE A thesis submitted in partial fulfilment of the University's requirements for the Degree of Doctor of Philosophy JUNE 2003 COVENTRY UNIVERSITY ABSTRACT This study investigates the potential of using glass fibre and epoxy resin to join timber members of the same thickness in the same plane. A total of 64 full-scale wood/glass/epoxy adhesive joints made with unidirectional or bidirectional glass fibres were fabricated. Joints with the load applied parallel to the grain or applied at 90°, 60° and 30° to the grain were tested in static tension. Results of strength and stiffness were compared between joint configurations. The strength and stiffness of wood/glass/epoxy joints are mainly driven by the bond quality. The load capacity is governed by the shear strength of the timber, which appeared to be slightly affected by the grain orientation. Finite element analysis was used to model the joints and confirmed the non-uniform load transfer that occurs on adhesive joints such as wood/glass/epoxy joints. An internal bending effect occurring at the overlap was also identified in the FE analysis. The results derived from finite element models correlate well with experimental results obtained from the sample tests. Finally the fatigue resistance of wood/glass/epoxy joints was assessed. A total of 13 full-scale wood/glass/epoxy joints (with straight configuration) were tested in cyclic tension-tension at R = 0.1. The fatigue tests were carried out at a frequency of 0.33 Hz. Wood/glass/epoxy joints exhibit good fatigue resistance compared to other mechanical timber joints. -

Paradoxical Territories of Traditional and Digital Crafts in Japanese Joinery
Paradoxical Territories of Traditional and Digital Crafts in Japanese Joinery While one can argue that a certain traditional craft such as Japanese Joinery should remain adhered to its processes, materials and methods, others could see potential possibilities that might be explored through applying contemporary technological advancements such as digital fabrication and engineered timber. This can only leave us with more questions than answers; what are the advantages and the possibili- ties? Does technology offer a “one size fits all” solution to any building material, or are there profound limitations? Where do we draw the line between traditional and contemporary craftsmanship? INTRODUCTION AHMED K. ALI When Torashichi Sumiyoshi and Gengo Matsui wrote their 1989 book titled Wood Joints in Texas A&M University Classical Japanese Architecture, Computer Numerically Controlled technology (CNC) and digital fabrication methods as we know it today were still in its infancy. While Japanese join- ery has traditionally been reserved for solid heavy timber, the increased use of both CNC and engineered timber (CLT, Glulam, LVL,..etc) as a sustainable material and an alternative to concrete and steel gives rise to number of interesting questions. While one can argue that a certain traditional craft such as Japanese Joinery should remain adhered to its pro- cesses, materials and methods, others could see potential possibilities that might be explored through applying contemporary technological advancements such as digital fabrication and engineered -

Analysis of Longitudinal Timber Beam Joints Loaded with Simple Bending
sustainability Article Analysis of Longitudinal Timber Beam Joints Loaded with Simple Bending Kristyna Vavrusova 1,* , Antonin Lokaj 1 , David Mikolasek 1 and Oldrich Sucharda 2 1 Department of Structures, Faculty of Civil Engineering, VSB—Technical University of Ostrava, 708 00 Ostrava-Poruba, Czech Republic; [email protected] (A.L.); [email protected] (D.M.) 2 Department of Building Materials and Diagnostics, Faculty of Civil Engineering, VSB—Technical University of Ostrava, 708 00 Ostrava-Poruba, Czech Republic; [email protected] * Correspondence: [email protected]; Tel.: +420-599-321-375 Received: 6 October 2020; Accepted: 4 November 2020; Published: 9 November 2020 Abstract: The joints in timber structures are often the decisive factor in determining the load-bearing capacity, rigidity, sustainability, and durability of timber structures. Compared with the fasteners used for steel and concrete structures, fasteners for timber structures generally have a lower load-bearing capacity and rigidity, with the exception of glued joints. Glued joints in timber structures constitute a diverse group of rigid joints which are distinguished by sudden failure when the joint’s load-bearing capacity is reached. In this contribution, the load-bearing capacity of a longitudinal joint for a beam under simple flexural stress is analyzed using glued, double-sided splices. Joints with double-sided splices and connecting screws were also tested to compare the load-bearing capacity and rigidity. A third series of tests was carried out on joints made using glued double-sided splices augmented with screws. The aim of this combined joint was to ensure greater ductility after the load-bearing capacity of the glued splice joint had been reached. -
FLOOR FRAMING Approved Methods March 9,2021
FLOOR FRAMING Approved Methods March 9,2021 This manual is a derivative of the copyrighted work of Anna Gallant Carter titled Habitat for Humanity Charlotte Construction Manual; Approved Home Building Methods. Anna has given Cabarrus Habitat for Humanity her permission to make this derivative available online on a website accessible to the public and in print for the benefit of Habitat for Humanity Cabarrus County’s staff and volunteers as well as other Habitat for Humanity affiliates. This agreement does not transfer to Habitat for Humanity Cabarrus County, its affiliates, staff or volunteers, the author’s exclusive right to sell, rent, lease, or lend copies of the work to the public. Floor Framing Page 1 of 23 March 9,2021 Note to the Reader: Due to differing conditions, tools, and individual skills, the authors of this manual and Habitat for Humanity of Cabarrus assume no responsibility for any damages, losses incurred, deaths, or injuries suffered as a result of following the information published in this manual. Although this manual was created with safety as the foremost concern, every construction site and construction project is different. Accordingly, not all risks and hazards associated with Home building could be anticipated by the authors of this manual and Habitat for Humanity of Cabarrus. Always read and observe all safety precautions provided by any tool or equipment manufacturer, and always follow all accepted safety procedures. Because codes and regulations are subject to change, you should always check with authorities to ensure that your project complies with all local codes and regulations. Floor Framing Page 2 of 23 March 9,2021 Table of Contents Introduction to the Floor Framing Section ..................................................................................................................... -

Installation and Finishing Guide
Installation and Finishing Guide What Tools do I Need to Install Moulding? Handy Tip: How do I Handle Long Walls? Handy Tip Safety Tip How do I Install Moulding? How Much Moulding do I Need? Handy Tip: Measure What Tools do I Need to Finish Moulding? Outside Outside Measure Mitre Outside Outside Mitre Inside Inside Mitre Mitre Moulding Moulding Figure 2 Figure 1 FigureFigure 1.1 2 How do I Sand Moulding? What Type of Moulding do I Need? What are the Basic Cuts for Moulding? Should I Prime My Moulding? How do I Apply Wood Filler or Caulk? When Should I Paint or Stain My Moulding? Figure 2 What is Coping? Finishing Recommendations Wood Species Stain Varnish Paint Primed Fiberboard X Primed Finger Joint X Oak X X Pine X X Hemlock X X Raw Finger Joint X Figure 3 Maple X X Fir X X How do I End Moulding Without a Corner? For more information, visit www.homedepot.com/moulding Guía de Instalación y Acabado ¿Qué Herramientas Necesito para Instalar Molduras? Consejo Útil ¿Cómo Manejo Paredes Largas? Consejo Útil Advertencia de Seguridad ¿Cómo Puedo Instalar Molduras? ¿Cuánta Moldura Necesito? Consejo Útil Measure Outside Outside Measure Mitre Outside Outside ¿Qué Herramientas Necesito para Terminar las Molduras? Mitre Inside Inside Mitre Mitre Moulding Moulding Figure 2 Figura 1 FiguraFigure 1.12 ¿Qué Tipo de Moldura Necesito? ¿Cómo Puedo Lijar la Moldura? -

Bamboo in Construction Is for Walls and Partitions
Contents Preface vii 1. Introduction 1 2. Protection of bamboo 3 Natural durability 3 Protection of plantations 4 Protection pre- and post-harvesting by non-chemical methods 4 Protection pre- and post-harvesting by chemical methods 6 3. Preservation of bamboo 9 Non-chemical (traditional) methods of preservation 9 Chemical treatment methods 10 Drying of bamboo 18 Developmental needs 19 4. Health, safety and environmental aspects of preservative treatment 21 5. Construction methods 23 Domestic housing and small buildings 23 Foundations 24 Floors 28 Walls 32 Roofs 36 Doors and windows 43 Water pipes and gutters 45 Detailing for durability 47 6. Other types of construction 51 Bridges 51 Scaffolding 55 7. Other applications relevant to construction 57 Bamboo reinforced concrete 57 Bamboo based panels 60 8. Jointing techniques 63 Traditional joints 63 improved traditional joints 72 Recent developments 72 9. Design considerations 77 10. Tools 79 t-land tools 79 Production machinery 82 11. Bamboo species suitable for construction 83 12. Useful contact addresses 85 References 89 Appendix 1 97 Practical guidelines for the preservative treatment of bamboo Appendix 2 101 List of possible preservatives for treatment of bamboo Appendix 3 103 Preservatives, retention, suggested concentrations of treatment solutions and methods of treatment of bamboo for structural purposes Appendix 4 105 Preservatives, retention, suggested concentrations of treatment solutions and methods of treatment of bamboo for non-structural purposes Appendix 5 107 Standard methods for determining penetration of preservatives Appendix 6 111 Tabular database of some bamboos used in construction iv Acknowledgements The authors have referred to many important texts while compiling this book and original sources are acknowledged individually. -

Historical Scarf and Splice Carpentry Joints: State of the Art Anna Karolak* , Jerzy Jasieńko and Krzysztof Raszczuk
Karolak et al. Herit Sci (2020) 8:105 https://doi.org/10.1186/s40494-020-00448-2 REVIEW Open Access Historical scarf and splice carpentry joints: state of the art Anna Karolak* , Jerzy Jasieńko and Krzysztof Raszczuk Abstract This paper summarises the current state of knowledge related to scarf and splice carpentry joints in fexural ele- ments, also providing some examples of tensile joints. Descriptions and characteristics of these types of joints found in historical buildings are presented. In addition, issues related to forming carpentry joints in historic and heritage structures are discussed. Next, analyses and studies of fexural elements as well as selected examples of tensile joints described in the literature are presented. It is worth noting that authors of vast majority of the publications cited draw attention to the need for further research in this area. They acknowledge that existing descriptions are incomplete and insufcient for bringing about precise understanding and correct description of the static behaviour of these joints. Knowledge about designing and assessing static behaviour of existing carpentry joints is an important issue and is necessary to properly design and strengthen existing joints in historical timber structures. Keywords: Carpentry joints, Historical buildings, Scarf and splice joints, Stop-splayed scarf joints Introduction taking into account joints displacement, but does not Wooden structures are one of the most common building provide any guidelines on how to realise this recommen- types appearing over the centuries. Many of them have dation. Resources available to date have been incomplete survived hundreds of years to the present day and con- in this regard.