An Improved Flexible Solar Thermal Energy Integration Process
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Heat Generation Technology Landscaping Study, Scotland's
Heat Generation Technology Landscaping Study, Scotland’s Energy Efficiency Programme (SEEP) BRE August 2017 Summary This landscaping study has reviewed the status and suitability of a number of near-term heat generation technologies that are not already significantly established in the market-place. The study has been conducted to inform Scottish Government on the status and the technologies so that they can make informed decisions on the potential suitability of the technologies for inclusion within Scotland’s Energy Efficiency Programme (SEEP). Some key findings which have emerged from the research include: • High temperature, hybrid and gas driven heat pumps all have the potential to increase the uptake of low carbon heating solutions in the UK in the short to medium term. • High temperature heat pumps are particularly suited for off-gas grid retrofit projects, whereas hybrids and gas driven products are suited to on-gas grid properties. They may all be used with no or limited upgrades to existing heating systems, and each offers some advantages (but also some disadvantages) compared with standard electric heat pumps. • District heating may continue to have a significant role to play – albeit more on 3rd and 4th generation systems than the large high temperature systems typical in other parts of Europe in the 1950s and 60s – due to lower heating requirements of modern retrofitted buildings. • Longer term, the development of low carbon heating fuel markets may also present significant opportunity e.g. biogas, and possibly hydrogen. -

5Th-Generation Thermox WDG Flue Gas Combustion Analyzer
CONTROL EXCLUSIVE 5th-Generation Thermox WDG Flue Gas Combustion Analyzer “For more than 40 years, we have been a leader in combustion gas analysis,” says Mike Fuller, divison VP of sales and marketing and business development for Ametek Process Instruments, “and we believe the WDG-V is the combustion analyzer of the future.” WDG analyzers are based on a zirconium oxide cell that provides a reliable and cost-effective solution for measuring excess oxygen in flue gas as well as CO and methane levels. This information allows operators to obtain the highest fuel effi- ciency, while lowering emissions for NOx, CO and CO2. The zir- conium oxide cell responds to the difference between the concen- tration of oxygen in the flue gas versus an air reference. To assure complete combustion, the flue gas should contain several percent oxygen. The optimum excess oxygen concentration is dependent on the fuel type (natural gas, hydrocarbon liquids and coal). The WDG-V mounts directly to the process flange, and is heated to maintain all sample-wetted components above the acid dewpoint. Its air-operated aspirator draws a sample into the ana- lyzer and returns it to the process. A portion of the sample rises into the convection loop past the combustibles and oxygen cells, Ametek’s WDG-V flue gas combustion analyzer meets SIL-2 and then back into the process. standards for safety instrumented systems. This design gives a very fast response and is perfect for process heat- ers. It features a reduced-drift, hot-wire catalytic detector that is resis- analyzer with analog/HART, discrete and Modbus RS-485 bi-direc- tant to sulfur dioxide (SO ) degradation, and the instrument is suitable 2 tional communications, or supplied in a typical “sensor/controller” for process streams up to 3200 ºF (1760 ºC). -

Humidity in Gas-Fired Kilns Proportion of Excess Combustion
HUMIDITY OF COMBUSTION PRODUCTS FROM WOOD AND GASEOUS FUELS George Bramhall Western Forest Products Laboratory Vancouver, British Columbia The capital and operating costs of steam kilns and the boilers necessary for their operation are so high-in Canada that they are not economically feasible for small operations drying softwoods. About thirty years ago, direct fired or hot-air kilns were intro- duced. In such kilns natural gas, propane, butane or oil is burned and the combustion products conducted directly into the drying chamber. This design eliminates the high capital and operating costs of the steam boiler, and permits the small operator to dry lumber economically. However, such kilns are not as versatile as steam kilns. While they permit good temperature control, their humidity control is limited: they can only reduce excess humidity by venting, they cannot increase it and therefore cannot relieve drying stresses at the end of drying. For this reason, they are usually limited to the drying of structural lumber. Due to the decreasing supplies and increasing costs of fossil fuels, there is growing interest in burning wood residues to pro- vide the heat for drying. Although wood residue was often the fuel for steam boilers, the capital and operating costs of boilers are no more acceptable now to the smaller operator than they were a few years ago. The present trend is rather to burn wood cleanly and conduct the combustion products into the kiln in the same man- ner as is done with gaseous fossil fuels. This is now being done successfully with at least one type of burner, and others are in the pilot stage. -

Air Separation, Flue Gas Compression and Purification Units for Oxy-Coal Combustion Systems
View metadata, citation and similar papers at core.ac.uk brought to you by CORE provided by Elsevier - Publisher Connector Energy Energy Procedia 4 (2011) 966–971 www.elsevier.com/locate/procediaProcedia Energy Procedia 00 (2010) 000–000 www.elsevier.com/locate/XXX GHGT-10 Air Separation, flue gas compression and purification units for oxy-coal combustion systems Jean-Pierre Traniera, Richard Dubettierb, Arthur Dardeb, Nicolas Perrinc aAir Liquide SA-Centre de Recherche Claude Delorme,Chemin de la porte des Loges, Les Loges en Josas, Jouy en Josas F-78354, France bAir Liquide Engineering, 57 Ave. Carnot BP 313,Champigny-sur-Marne F-94503, France cAir Liquide SA, 57 Ave. Carnot BP 313, Champigny-sur-Marne F-94503, France Elsevier use only: Received date here; revised date here; accepted date here Abstract Air Liquide (AL) has been actively involved in the development of oxy-coal technologies for CO2 capture from power plants for almost 10 years. Large systems for oxygen production and flue gas purification are required for this technology. Air Liquide has been a leader in building large Air Separation Units (ASUs) and more developments have been performed to customize the air separation process for coal-fired power plants. Air Liquide is also actively involved in developing processes for purification of flue gas from oxy-coal combustion systems for enhanced oil recovery applications as well as sequestration in saline aquifers. Through optimization of the overall oxy-coal combustion system, it has been possible to identify key advantages of this solution: minimal efficiency loss associated with CO2 capture (less than 6 pts penalty on HHV efficiency compared to no capture), near zero emission, energy storage, high CO2 purity and high CO2 recovery capability. -

Don't Let Dollars Disappear up Your Chimney!
ENERGY SAVINGTIPS DON’T LET DOLLARS DISAPPEAR UP YOUR CHIMNEY! You wouldn’t leave a window wide open in cold weather. Having a fireplace with an open flue damper is the same as having a window open. That sends precious winter heat and money right up the chimney! Here’s how you can heat your home, and not the neighborhood! KEEP THE FIREPLACE DAMPER CLOSED WHEN THE FIREPLACE IS NOT BEING USED The damper is a flap inside the chimney or flue. It has an open and a closed position. When a fire is burning, the damper should be in the open position to allow smoke to escape up the fireplace flue and out the chimney. When you’re not using the fireplace, the damper should be closed. If you can’t see the handle or chain that opens and closes the damper, use a flashlight and look up inside the chimney flue. The handle could be a lever that moves side to side or back and forth. If a chain operates the damper, you may have to pull both sides to determine which one closes or opens the damper. KEEP YOUR HEAT IN YOUR HOME! Even the most energy efficient homes can fall victim to fireplace air leaks. Your fireplace may be reserved for a handful of special occasions or especially cold nights. When it’s not in use, though, your home loses heat – and costs you money – without you knowing it. Using the heat from your fireplace on a cold winter night may be cozy, but that fire is a very inefficient way to warm up the room. -

Indoor Air Quality (IAQ): Combustion By-Products
Number 65c June 2018 Indoor Air Quality: Combustion By-products What are combustion by-products? monoxide exposure can cause loss of Combustion (burning) by-products are gases consciousness and death. and small particles. They are created by incompletely burned fuels such as oil, gas, Nitrogen dioxide (NO2) can irritate your kerosene, wood, coal and propane. eyes, nose, throat and lungs. You may have shortness of breath. If you have a respiratory The type and amount of combustion by- illness, you may be at higher risk of product produced depends on the type of fuel experiencing health effects from nitrogen and the combustion appliance. How well the dioxide exposure. appliance is designed, built, installed and maintained affects the by-products it creates. Particulate matter (PM) forms when Some appliances receive certification materials burn. Tiny airborne particles can depending on how clean burning they are. The irritate your eyes, nose and throat. They can Canadian Standards Association (CSA) and also lodge in the lungs, causing irritation or the Environmental Protection Agency (EPA) damage to lung tissue. Inflammation due to certify wood stoves and other appliances. particulate matter exposure may cause heart problems. Some combustion particles may Examples of combustion by-products include: contain cancer-causing substances. particulate matter, carbon monoxide, nitrogen dioxide, carbon dioxide, sulphur dioxide, Carbon dioxide (CO2) occurs naturally in the water vapor and hydrocarbons. air. Human health effects such as headaches, dizziness and fatigue can occur at high levels Where do combustion by-products come but rarely occur in homes. Carbon dioxide from? levels are sometimes measured to find out if enough fresh air gets into a room or building. -
Fundamentals of Venting and Ventilation
Fundamentals of Venting and Ventilation • Vent System Operation • Sizing, Design and Applications • Installation and Assembly • Troubleshooting © American Standard Inc. 1993 Pub. No. 34-4010-02 Contents Subject Page • Motive force in vents ................................................................................................................................... 2 • Factors affecting operation ......................................................................................................................... 3 • Ventilation air requirements........................................................................................................................ 4 • Vent design considerations - ....................................................................................................................... 6 – Category I furnaces............................................................................................................................... 6 – Category II furnaces.............................................................................................................................. 6 – Category III furnaces ............................................................................................................................. 6 – Category IV furnaces ............................................................................................................................ 7 • Types of vents ............................................................................................................................................. -

Furnaces CO Emissions Under Normal and Compromised Vent
FURNACE CO EMISSIONS UNDER NORMAL AND COMPROMISED VENT CONDITIONS FURNACE #5 - HIGH-EFFICIENCY INDUCED DRAFT September 2000 Prepared by Christopher J. Brown Ronald A. Jordan David R. Tucholski Directorate for Laboratory Sciences The United States Consumer Product Safety Commission Washington, D.C. 20207 1. INTRODUCTION .................................................................................................................. 1 2. TEST EQUIPMENT AND SETUP ........................................................................................ 1 a. Furnace................................................................................................................................ 1 b. Test Chamber and Furnace Closet ...................................................................................... 3 c. Vent Blockage Device and Vent Disconnect...................................................................... 3 d. Measuring Equipment......................................................................................................... 4 i) Furnace Operating Parameters........................................................................................ 4 ii) Gas Sampling Systems.................................................................................................... 5 iii) Air Exchange Rate ..........................................................................................................5 iv) Room Temperature, Pressure, and Relative Humidity ................................................... 6 v) Natural -
Flue Gas Analyser
KANE425 Flue Gas Analyser Kane International Ltd Kane House, Swallowfield Welwyn Garden City Hertfordshire, AL7 1JG Tel: +44 (0) 1707 375550 Fax: +44 (0) 1707 393277 E-mail: [email protected] www.kane.co.uk Stock No: 18366 October 2006 © Kane International Ltd CONTENTS Page No: KANE425 Overview 4 ANALYSER LAYOUT & FEATURES 5-6 1. BATTERIES 7 2. BEFORE USING THE ANALYSER EVERY TIME 8-9 2.1 FRESH AIR PURGE 8 2.2 STATUS DISPLAY 8 3. USING THE ANALYSER AND ITS FOUR BUTTONS 10-12 4. USING THE ANALYSER 13-18 4.1 COMBUSTION TESTS 13 4.2 PRESSURE TEST 15 4.3 TIGHTNESS TESTING 16 4.4 DIFFERENTIAL TEMPERATURE 18 4.5 ROOM CO TESTING 19 4.6 KANE425 PRINTOUTS 20 5. USING THE MENU 21-22 6. USING THE KANE425 AS A THERMOMETER OR 23 PRESSURE METER 7. MEASURING FLUE GASES 24 8. ANALYSER PROBLEM SOLVING 25-26 9. ANALYSER ANNUAL RECALIBRATION AND SERVICE 27 10. ANALYSER SPECIFICATION 28-29 (NOTE MAY BE SUBJECT TO CHANGE) KANE425 manual Page 2 12. ELECTROMAGNETIC COMPATIBILITY 30 APPENDIX 1 – MAIN PARAMETERS 31-33 KANE425 manual Page 3 KANE425 Overview The KANE425 Combustion Analyser measures O2, CO, differential temperature and differential pressure. It calculates CO2, CO/CO2 ratio, losses, combustion efficiency (Nett, Gross or Condensing) & excess air. The KANE425 Combustion Analyser can measure carbon monoxide levels in ambient air - useful when a CO Alarm is triggered. It can also perform a 15 minute duration Room CO Test. The analyser has a protective rubber sleeve with a magnet for “hands–free” operation and is supplied with a flue probe with integral temperature sensor. -
Flue Gas Analysis As a Diagnostic Tool for Fired Process Heater Furnaces
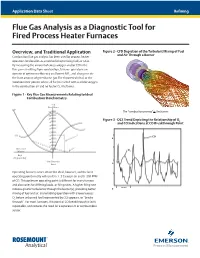
Application Data Sheet Refining Flue Gas Analysis as a Diagnostic Tool for Fired Process Heater Furnaces Overview, and Traditional Application Figure 2 - CFD Depiction of the Turbulent Mixing of Fuel and Air Through a Burner Combustion flue gas analysis has been used by process heater operators for decades as a method of optimizing fuel/air ratio. By measuring the amount of excess oxygen and/or CO in the flue gases resulting from combustion, furnace operators can operate at optimum efficiency and lowest NOx, and also generate the least amount of greenhouse gas.The theoretical ideal, or the stoichiometric point is where all fuel is reacted with available oxygen in the combustion air and no fuel or O2 is left over. Figure 1 - Key Flue Gas Measurements Relating to Ideal Combustion Stoichiometry % of Stack Gases CO 12 The "combustion process" is the burner. 11 10 Figure 3 - DCS Trend Depicting the Relationship of O2 9 and CO Indications at CO Breakthrough Point 8 7 6 CO 2 5 CO 4 4 3 2 Air-to-Fuel 1 O Mixture 2 Rich (Deficient Air) Stoichiometric Point 2 Operating furnaces never attain this ideal, however, and the best operating point usually will result in 1–3 % excess air and 0–200 PPM of CO. This optimum operating point is different for every furnace and also varies for differing loads, or firing rates. A higher firing rate 10 min induces greater turbulence through the burner(s), providing better 0 mixing of fuel and air, and enabling operation with a lower excess O2 before unburned fuel (represented by CO) appears, or “breaks through”. -
Portable Flue Gas Applications
PORTABLE FLUE GAS APPLICATIONS Measuring flue gases – the exhaust gases produced when fuel or other materials are burned in industrial plants or power stations – is important for process control, efficiency and emissions monitoring. As the most accurate, robust and flexible portable flue gas analyser available today, AMETEK Land’s Lancom 4 provides an ideal solution for industries burning coal, natural gas, oil or biomass, including power generation, steel, glass and cement manufacturing. PORTABLE FLUE GAS MONITORING WITH THE LANCOM 4 A compact, portable multi-gas analyser, It can be configured for a wide range Powered by a long-life, eight-hour AMETEK Land’s Lancom 4 is capable of applications to ensure full optimum battery charge, the Lancom 4 can be of measuring up to eight flue gases combustion conditions and compliance started up and ready to measure within simultaneously, with nine separate with emissions requirements. minutes. It is supported by automatic sensors, in a range of combustion and zero calibration and continuous system Easy to maintain and service, the emission processes. diagnostics to maintain excellent analyser is customisable to specific analytical performance throughout its All the major flue gases are monitored, measurements and process stream operation. using a combination of sensor types conditions. A resilient stainless steel – electrochemical (for O2, CO, SO2, NO, probe extracts the gas sample while Robust and lightweight, the Lancom 4 NO2 and H2S), infrared (for CO2) and real-time processing techniques is easy to transport and use, and can pellistor/catalytic (for hydrocarbon). produce highly accurate combustion be upgraded in the field with a simple and emissions calculations. -
Universal H Series
Australian Indoor Flue Installation Instructions Vertical Termination Flue Kits for Universal H-Series (Forced-Draft) Heaters IMPORTANT NOTES: 1. This kit is intended to be used only with Australian Hayward Universal H-Series (Forced-Draft) gas heater models manufactured after November 1, 2013. These heaters may be identifi ed by inspection of the heater rating plate which is located on the inside base of the heater and can be seen with the front door removed. The model number should match one of those listed in Table 1, and the manufacturing date must be after November 1 2013. The manufacturing date is part of the Serial Number and using Table 2 shows how to extract that date. 2. This instruction sheet is intended only for the heater service parts kits listed in Table 1. TABLE 1 For Use With Flue Termination Part Number Description Flue Pipe Limitations Flue Pipe Material Heater Models Requirement UHXNEGVT11501AU H150FDAU 12 metres max vertical height, 6 metres max Single Wall Galvanised Indoor Flue Adapter Vertical Only, Termi- horizontal length (horizontal Non-Sealed Flue Pipe UHXNEGVT12501AUKit, Vertical Fluing H250FDAU nation Above Roof of length cannot exceed 1/2 Applications Only House/Building of vertical height), 3 elbows *Twin wall Flue Pipe* UHXNEGVT14001AU H400FDAU allowed maximum. *Twin wall fl ue pipe can only be used with the use of a single wall to twin wall fl ue pipe adaptor that shall comply with the requirements of AS 4567* TABLE 2 Serial Number Format Year (y) Month (mm) 13 = 2013 01 = Jan 07 = Jul 14 = 2014 02 = Feb 08 = Aug 15 = 2015 03 = Mar 09 = Sep 2113yymm1xxxxx001 16 = 2016 04 = Apr 10 = Oct 17 = 2017 05 = May 11 = Nov 18 = 2018 06 = Jun 12 = Dec Note: “xxxxx” indicates the serial number.