Part One Introduction
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Tape-Unyte High Density Ptfe Tape
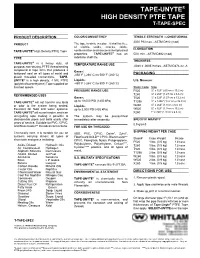
TAPE-UNYTE® HIGH DENSITY PTFE TAPE T-TAPE-SPEC PRODUCT DESCRIPTION COLOR/CONSISTENCY TENSILE STRENGTH - LONGITUDINAL 3000 PSI max - ASTM D882 (mod) PRODUCT The tape is white in color. It shall be free of visible voids, cracks, folds, ELONGATION TAPE-UNYTE® High Density PTFE Tape contamination and has consistent physical properties. TAPE-UNYTE® has an 50% min - ASTM D882 (mod) TYPE indefinite shelf life. THICKNESS ® TAPE-UNYTE is a heavy duty, all TEMPERATURE RANGE USE purpose, non-seizing, PTFE thread sealing .0040 ± .0005 Inches - ASTM D374-42 -A compound in tape form that produces a Gases: PACKAGING leakproof seal on all types of metal and -450EF (-268EC) to 500EF (260EC) plastic threaded connections. TAPE- UNYTE® is a high density, 4 MIL PTFE Liquids: U.S. Measure: (polytetrafluoroethylene) Tape supplied on -450EF (-268EC) to 500EF (260EC) finished spools. Stock Code Size PRESSURE RANGE USE F520 ¼" x 520" (.63 cm x 13.2 m) RECOMMENDED USES T260 ½" x 260" (1.27 cm x 6.6 m) Gases: T520 ½” x 520" (1.27 cm x 13.2 m) TAPE-UNYTE® will not transfer any taste up to 10,000 PSI (1450 kPa) T1296 ½” x 1296" (1.27 cm x 32.9 m) or odor to the system being sealed. Liquids: W260 ¾" x 260" (1.9 cm x 6.6 m) Excellent for food and water systems. up to 3,000 PSI (435 kPa) W520 ¾" x 520" (1.9 cm x 13.2 m) TAPE-UNYTE® will never harden, and is an X260 1" x 260" (1.9 cm x 6.6 m) anti-galling tape making it possible to The system may be pressurized disassemble pipes and bolts easily after immediately after assembly. -

DUPONT DATA BOOK SCIENCE-BASED SOLUTIONS Dupont Investor Relations Contents 1 Dupont Overview
DUPONT DATA BOOK SCIENCE-BASED SOLUTIONS DuPont Investor Relations Contents 1 DuPont Overview 2 Corporate Financial Data Consolidated Income Statements Greg Friedman Tim Johnson Jennifer Driscoll Consolidated Balance Sheets Vice President Director Director Consolidated Statements of Cash Flows (302) 999-5504 (515) 535-2177 (302) 999-5510 6 DuPont Science & Technology 8 Business Segments Agriculture Electronics & Communications Industrial Biosciences Nutrition & Health Performance Materials Ann Giancristoforo Pat Esham Manager Specialist Safety & Protection (302) 999-5511 (302) 999-5513 20 Corporate Financial Data Segment Information The DuPont Data Book has been prepared to assist financial analysts, portfolio managers and others in Selected Additional Data understanding and evaluating the company. This book presents graphics, tabular and other statistical data about the consolidated company and its business segments. Inside Back Cover Forward-Looking Statements Board of Directors and This Data Book contains forward-looking statements which may be identified by their use of words like “plans,” “expects,” “will,” “believes,” “intends,” “estimates,” “anticipates” or other words of similar meaning. All DuPont Senior Leadership statements that address expectations or projections about the future, including statements about the company’s strategy for growth, product development, regulatory approval, market position, anticipated benefits of recent acquisitions, timing of anticipated benefits from restructuring actions, outcome of contingencies, such as litigation and environmental matters, expenditures and financial results, are forward looking statements. Forward-looking statements are not guarantees of future performance and are based on certain assumptions and expectations of future events which may not be realized. Forward-looking statements also involve risks and uncertainties, many of which are beyond the company’s control. -
Dupont™ Zytel® Product Guide and Properties
DuPont™ Zytel® nylon resin Product guide and properties 1 2 4 3 ® Registered trademarks of E.I. du Pont de Nemours and Company The miracles of science™ is a trademark of E.I. du Pont de Nemours and Company ST801 16 Toughness-Stiffness Ratio of various ZYTEL® resins compared to ZYTEL® 101L 14 490 12 10 Toughened ZYTEL® 1) ® Toughened glass reinforced ZYTEL ® Toughness 8 Glass reinforced ZYTEL 6 408 80G33 4 450 80G25 70G43 80G14 114 70G35 70G503) 70G30 2 79G13 42 101 70G25 70G20 151 135 0 246 8 101214 Stiffness2) 1) Notched Izod impact, DAM 2) Flexural modulus, 50% RH 3) Preliminary data 5 Photographs 1 – Residual circuit breaker – glass-mineral reinforced 2 – Air intake manifold – glass reinforced 3 – Sole for cycling shoes – glass reinforced 6 4 – Flat filter housing – glass reinforced 5 – Resonator – glass reinforced 6 – Hedge-trimmer housing – glass reinforced 2 DuPont™ Zytel® nylon resin Properties of ZYTEL® HTN resins are given in the bro- chure “ZYTEL® HTN – Product guide and properties”. Introduction Mineral and mineral/glass reinforced nylons are also ZYTEL® is DuPont’s registered trademark for its com- available under the MINLON® trademark. Information prehensive range of nylon resins. Since the invention on these products is given in the brochure “MINLON® – of nylon by DuPont in the 1930s, it has become the Product guide and properties”. most widely used of all engineering polymers. Due to their excellent balance of properties, nylon components Data (produced by injection moulding, extrusion or blow All data in this brochure is taken from Campus version moulding) find extensive use in many applications 4.0 (measured according to ISO standards), except including: automotive, electrical/electronic, domestic where otherwise specified. -

Candidats Potentiels
Polymères possédant un bon potentiel afin de répondre à l’application de RDDC - Valcartier Contrat: W7701 – 4501411762 Titre: Sélection de polymères Dr. AutoritéFrédéric Byette technique: Emmanuela Diaz, Scientifique de la Défense Prof. Christian Pellerin Université de Montréal, Juillet 2016 DRDC-RDDC-2017-C020 Table des matières Fluorinated ethylene propylene copolymer / FEP (p.3) Perfluoroalkoxy alkane / PFA (p.6) Poly(ethene-co-tetrafluoroethylene) / ETFE (p.9) Poly(tetrafluoroethylene) / PTFE (p.12) Poly(vinylidene fluoride) / PVdF (p.15) Polybutylene terephthalate / PBT (p.17) Polyethylene terephthalate / PET (p.20) Polytrimethylene terephthalate / PTT (p.25) Polyphenylene sulfide / PPS (p.27) Polycarbonate / PC (p.29) Polyoxymethylene / POM (p.32) Polypropylene isotactique / iPP (p.34) Polycaprolactone / PCL (p.37) Polypivalolactone / PPVL (p.38) Nylon 6 (p.40) Nylon 6,6 (p.42) Poly para aramid (p.44) 2 &! )+#2$-'*!&,, 1$&(*'(1$&'('$1%* %#&%&# #,'% 2 #2 '+,$'&<$'& G %'-*+E-('&,H #$%6 #!2+%!@*!+,$$!& %%,%#4=:E%?:E2-!G*6+!+,&, "-+)-B3@ORMY? !%!,'(6*,!'&&$$XNRM@OMMY<%X OSMYH #,#% 2&XN?PQQ ,$$%%*5&%*5&%,2-! $$#, 5%,#-%8;<::7B::4;6;<3?7B3=F92-! !%#42 Indice de Bande Coefficient réfraction (cm-1) d'absorption FEP 1.344 1147 0.535 P Spectres polarisés réflexion spéculaire (indice d’absorption k après transformation de Kramers-Kronig): Ratio d’étirement approximatif = 350% Spectres de réflectance avant et après incubation 24 h à T = 50°C suite à l’étirement: 4 Estimation du DOLP: Bande (cm-1) DOLP FEP 1147 -0.57 Notes et commentaires: Produit similaire au Teflon PTFE, cependant plus souple et donc plus facile à étirer. Très similaire au PFA. Le DOLP est peu affecté suite à l’incubation 24 h à 50°C. -
Dupont™ Zytel® and Minlon® Nylon Resins Molding Guide Table of Contents
DUPONT™ ZYTEL® AND MINLON® NYLON RESINS MOLDING GUIDE TABLE OF CONTENTS 1. PROCESSING GUIDELINE SUMMARY .................................1 8. MOLDING PARAMETERS ....................................................16 Drying Considerations ..........................................................1 Melt and Cylinder Temperature ...........................................16 Mold Temperatures ...............................................................1 Interruptions .......................................................................16 Shrinkage Considerations .....................................................1 Nozzle Temperature ............................................................17 Melt Temperatures................................................................1 Cavity Temperature .............................................................17 Operating Conditions ............................................................2 Injection Phase–Speed and Pressure .................................18 Dynamic Pressure Drop (DPD) ...........................................19 2. SAFE HANDLING INFORMATION .........................................2 Pack or Hold Pressure Phase..............................................19 Safety Precautions................................................................2 Hold Pressure Time (HPT) ..............................................20 Regrinding Operation ...........................................................3 Cooling Time .......................................................................20 -
Dupont™ Minlon® and Zytel® Design Information
DuPont™ Minlon® and Zytel® nylon resins Design Information – Module II 1 2 3 4 ® DuPont registered trademark The miracles of science™ is a DuPont trademark Design information on MINLON® and ZYTEL® Table of contents 1 General 5 Effects of environment on ZYTEL® 1.1 Introduction 5.1 Resistance of ZYTEL® nylon resins to high 1.1 Product overview temperatures 1.2 Fabrication 5.3 Resistance of ZYTEL® to hot water and steam 1.2 Designing with DuPont nylon resins 5.4 Weathering 1.3 Compositions 5.7 Permeability and resistance to chemicals and reagents 1.4 Standards 5.12 Bacteria and fungi: Soil and underground conditions 2 Value engineering 5.12 Irradiation 2.1 Introduction 2.1 Economic incentives for using nylon resins 6 Dimensional stability 2.1 Cost of producing assemblies by injection moulding 6.1 Introduction 2.3 Cost of other processing methods 6.1 Absorption of moisture 6.3 Shrinkage and dimensional stability of unreinforced 3 Properties of DuPont nylons ZYTEL® resins 3.1 Material properties 6.4 Shrinkage and dimensional stability of reinforced 3.1 Strength and stiffness ZYTEL® and MINLON® resins 3.6 Creep, long-term loads and recovery 6.4 Combined dimensional effect of mould shrinkage, 3.12 Impact stress-relief and moisture absorption 3.16 Hardness, abrasion resistance, friction and wear 6.5 Moisture conditioning 6.6 Annealing 4 Other properties of ZYTEL® and MINLON® resins 4.1 Electrical properties 7 Quality of fabricated parts – writing of specifications 4.2 Flammability 7.1 Introduction 4.4 Light transmission 7.1 Identification of plastic 4.5 Thermal properties 7.1 Establishment of part quality 8 Regulatory Status 8.1 Regulatory compliance 1 – General 66 Nylons The most important of the nylon resins are ZYTEL® lubricated Introduction versions 101L and 101F. -

Bioplastics - a Global Market Watch
BIOPLASTICS - A GLOBAL MARKET WATCH PUBLICATION: DECEMBER 2012 CURRENT TRENDS, ESTIMATES AND FORECASTS (2011-2016) PRICE: US$2550 NO. OF PAGES: 1025 TABLES/CHARTS: 141 Copyright © 2012 REPORT CODE: ARMMR179 All Rights Reserved BIOPLASTICS - A GLOBAL MARKET WATCH, 2011-2016 I. REPORT FOCUS................................................................................... 1 A. INTRODUCTION .................................................................................................... 4 PLASTICS ............................................................................................................... 4 PLASTICS IN GENERAL................................................................................................ 9 INTRODUCTION .......................................................................................................................... 9 ORIGIN AND HISTORY .................................................................................................................. 9 PLASTICS HISTORY IN EUROPE ...................................................................................................... 10 DEVELOPMENT OF PLASTICS IN THE US ........................................................................................... 10 INTRODUCTION OF FORMALDEHYDE RESINS ...................................................................................... 10 EMERGENCE OF PLASTICS IN THE TWENTIETH CENTURY ...................................................................... 11 MODERN LIFE MADE EASIER BY PLASTICS ........................................................................................ -
Product Overview Table of Contents Page the Krytox™ Advantage
Performance Lubricants Product Overview Table of Contents Page The Krytox™ Advantage . 1 Introduction to Krytox™ Lubricants . 1 Key Benefits . 1 Krytox™ Base Oil Environmental Advantages . 1 Krytox™ Performance Characteristics . 2 Extreme Temperature Performance . 2 Cost-Effective . 2 Performance Additives . 2 Compatibility with Elastomers and Plastics . 2 Extreme Pressure (EP) . 3 Krytox™ Properties . 3 Composition . 3 Consistency . 4 Stability . 5 Krytox™ Product Lines . 8 Industries and Applications . 11 Aerospace, Aviation, and National Defense . 11 Automotive — Squeak and Rattle . 11 Automotive — Mechanical Systems . 12 Chemical and Petrochemical . 12 Box Board Corrugating . 13 Electronics/Semiconductor . 13 Food Processing . 14 Medical Industry Equipment Applications . 14 Metal Processing . 14 Oxygen and Reactive Gas Service . 14 Power Generation . 15 Pulp and Paper . 15 Textile . 16 Tire Mold . 16 Additional Information and Literature Requests . 16 Krytox™ Performance Lubricants The Krytox™ Advantage Introduction to Krytox™ Lubricants Discovered in 1959, the polymer that would become known worldwide as Krytox™ showed remarkable thermal and oxidative stability . Potential uses envisioned then included lubricant for the MACH 3+ turbine engine, hydraulic oil, rocket gear box lubricant, and even gyroscope oil . In 1963, Krytox™ oil was used in a GE engine test for the supersonic transport aircraft . In 1964, new Krytox™ perfluoropolyether (PFPE)-based grease formulations Key Benefits were developed jointly with the U .S . Navy and Air The key benefits of Krytox™ lubricants include: Force, resulting in military specification MIL-G-27617, which was developed specifically for Krytox™ . The first • Extreme temperature stability, with operating ranges commercial sales of Krytox™ were for nonflammable from –75–350 °C (–103–662 °F) and as high as lubricants for the Apollo space program in 1965 . -
View Annual Report
2016 DUPONT ANNUAL REPORT A world leader in science and innovation, DuPont continues to work toward sustainable, renewable and market-driven solutions for some of our biggest global challenges. We are helping to provide healthy food for people everywhere, decreasing dependence on fossil fuels, and protecting life and the environment. For more than two centuries, our ability to meet the changing needs of our customers and society through world-class science and innovation has been the key to our success. DuPont’s current transformation will position each of our businesses with a clear focus and allow us to deliver superior solutions and choices for our customers. For additional information about DuPont and its commitment to inclusive innovation, please visit dupont.com. 2016 SEGMENT NET SALES 2016 TOTAL SEGMENT [U.S. DOLLARS IN MILLIONS] OPERATING EARNINGS AND TOTAL SEGMENT OPERATING MARGINS [1] $147 $6,000 19.5% $2,954 19.0% $5,000 18.5% $4,000 18.0% $5,249 $9,516 $3,000 17.5% MARGIN 17.0% $2,000 $ IN MILLIONS 16.5% $1,000 $3,268 16.0% $1,960 $0 15.5% 2015 2016 $1,500 AGRICULTURE NUTRITION & HEALTH ELECTRONICS & COMMUNICATIONS PERFORMANCE MATERIALS INDUSTRIAL BIOSCIENCES PROTECTION SOLUTIONS OTHER 2016 OPERATING MARGINS BY SEGMENT 30% 25% 20% 15% 10% 5% 0% RE TRIAL ALTH 2015 US AGRICULTU PROTECTIONSOLUTIONS 2016 ELECTRONICS & IND NUTRITION & HE PERFORMANCE COMMUNICATIONS BIOSCIENCES MATERIALS Dear DuPont Shareowners, 2016 was a year of transformation and accomplishment for DuPont. We made meaningful progress improving the fundamentals of the business and significantly strengthened our competitive position, so that we started 2017 operating at a new standard of excellence. -

Dupont™ Zytel® 70K20HSL NC010 NYLON RESIN
PRODUCT INFORMATION DuPont™ Zytel® 70K20HSL NC010 NYLON RESIN Product Information Common features of Zytel® nylon resin include mechanical and physical properties such as high mechanical strength, excellent balance of stiffness and toughness, good high temperature performance, good electrical and flammability properties, good abrasion and chemical resistance. In addition, Zytel® nylon resins are available in different modified and reinforced grades to create a wide range of products with tailored properties for specific processes and end-uses. Zytel® nylon resin, including most flame retardant grades, offer the ability to be coloured. The good melt stability of Zytel® nylon resin normally enables the recycling of properly handled production waste. If recycling is not possible, DuPont recommends, as the preferred option, incineration with energy recovery (-31kJ/g of base polymer) in appropriately equipped installations. For disposal, local regulations have to be observed. Zytel® nylon resin typically is used in demanding applications in the automotive, furniture, domestic appliances, sporting goods and construction industry. Zytel® 70K20HSL NC010 is a heat stabilized PA66 resin modified with Kevlar aramid fiber for excellent wear resistance. General information Value Unit Test Standard Resin Identification PA66-AF20 - - Part Marking Code >PA66-AF20< - ISO 11469 Rheological properties dry / cond Unit Test Standard Viscosity number 135 / * cm³/g ISO 307, 1157, 1628 Moulding shrinkage, parallel 0.9 / * % ISO 294-4, 2577 Moulding shrinkage, -

Distrupol Zytel Brochure
www.distrupol.com Zytel® High Performing Nylon Resin Materials from Distrupol Your world class supplier of DuPont™ polymers Zytel® is an extensive portfolio of versatile polyamide-based polymers proven in a wide range of application industries including automotive, electrical & electronics, industrial, consumables and oil & gas. The Zytel® family of nylons has been expertly developed to demonstrate a wide range of performance requirements. The family includes Zytel® PA, Zytel® Plus, Zytel® HTN, Zytel® RS and Zytel® LCPA. www.distrupol.com [email protected] Distrupol, your supply partner for DuPont Performance Materials. Contact us today to find out more! Distrupol is a world class supplier of DuPont™ polymers, offering a wide range of innovative solutions across multiple industries. Distrupol and key supply partner DuPontTM have been providing revolutionary polymer solutions to designers, moulders and OEMs across Europe for over 40 years. With the scientific innovation and expertise of DuPontTM, and the technical knowledge and commercial experience of Distrupol, we provide a fully integrated approach to our customers’ polymer projects. Technical Support: With over 50 years of experience and knowledge, we understand the many requirements, considerations and specifications that a project can have. We can help select a ‘fit for purpose’ solution for your application, recommending the most suitable material(s) and enabling you to get it right first time. Our development engineers can support you with conceptual design, mould flow and tooling, material sampling and process optimisation. Quality, Certification, Traceability and Confidence: Material authenticity and traceability is critical when it comes to the manufacture of your components. We can supply certificates of conformity and analysis, and full traceability with every delivery, giving you, and your moulders, confidence that you’re using a certified and in-specification material. -

A Preliminary Study on the Toxic Combustion Products Testing of Polymers Used in High-Pressure Oxygen Systems
Source of Acquisition NAS A Johnson Space Center A Preliminary Study on the Toxic Combustion Products Testing of Polymers Used in High-Pressure Oxygen Systems Fu-Yu Hshieh Honeywell Technology Solutions Inc., P.O. Box 20, Las Cruces, NM 88004, USA Harold D. Beeson NASA, Johnson Space Center, White Sands Test Facility, P.O. Box 20, Las Cruces, NM 88004, USA ABSTRACT One likely cause of polymer ignition in a high-pressure oxygen system is adiabatic-compression heating of polymers caused by pneumatic impact. Oxidative _ pyrolysis or combustion of polymers in a high-pressure oxygen system could generate toxic gases. This paper reports the preliminary results of toxic combustion product testing of selected polymers in a pneumatic-impact test system. Five polymers commonly used in high-pressure oxygen systems, Nylon 6/6, polychlorotrifluoroethylene (CTFE), polytetrafluoroethylene (PTFE), fluoroelastomer (Viton® A), and nitrile rubber (Buna N), were tested in a pneumatic-impact test system at 2500- or 3500-psia oxygen pressure. The polymers were ignited and burned, then combustion products were collected in a stainless-steel sample bottle and analyzed by GCIMSIIRD, GCIFID, and GClMethanizer/FID. The results of adiabatic-compression tests show that combustion of hydrocarbon polymers, nitrogen-containing polymers, and halogenated polymers in high-pressure oxygen systems are relatively complete. Toxicity of the combustion product gas is presumably much lower than the combustion product gas generated from ambient pressure oxygen (or air) environments. The NASA-Lewis equilibrium code was used to determine the composition of combustion product gas generated from a simulated, adiabatic-compression test of nine polymers. The results are presented and discussed.