Crystic Composites Handbook | Scott Bader
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Mechanical Properties for Polyester Resin Reinforce with Fe Weave Wire
International Journal of Application or Innovation in Engineering & Management (IJAIEM) Web Site: www.ijaiem.org Email: [email protected] Volume 3, Issue 7, July 2014 ISSN 2319 - 4847 Mechanical Properties for Polyester resin Reinforce with Fe Weave Wire Alaa A. Abdul-Hamead 1, Thekra Kasim2, and Awattiff A.Mohammed 3 1 Materials Eng. Department University of Technology 2Department of Physics, College of Science, University of Baghdad, Baghdad, Iraq 3Department of Physics, College of Science, University of Baghdad, Baghdad, Iraq ABSTRACT In the present work we prepared and study a polymer composite using from and polyester polymer with iron weave wire ratios (5,10,15,20%) .At first was studied and examined with chemical composition analyzing, then some of physical and mechanical properties of the composite were studied stress –strain , impact strength, fracture toughness , hardness and thermal conductivity. Results show an improvement in these mechanical properties after reinforcement by metals the value of mechanical properties will increase with increasing percentage of reinforcement. Keywords: polymer composite, polyester , Fe weave wire , impact strength, fracture toughness, hardness & thermal conductivity. 1. INTRODUCTION Composite materials were created as a result of an intensive search for materials which offer high reinforcement levels, with good mechanical properties and light weight.[1] Polymer composites can be classified as :Macro-composites ,Micro- composites and Nanocomposites according to fillers size[2,3]. Unsaturated polymers (UPE) resin is used for a wide variety of industrial and consumer applications. This consumption can be split into two major categories of applications: reinforced and nonreinforced. In reinforced applications, resin and reinforcement, such as fiberglass, are used together to produce a composite with improved physical properties. -

Poly (Ethylene Terephthalate) Recycling for High Value Added Textiles Sang Ho Park and Seong Hun Kim*
Park and Kim Fashion and Textiles 2014, 1:1 http://link.springer.com/article/10.1186/s40691-014-0001-x REVIEW Open Access Poly (ethylene terephthalate) recycling for high value added textiles Sang Ho Park and Seong Hun Kim* * Correspondence: [email protected] Abstract Department of Organic anc Nano Engineering, College of This study reviews the problems in the use and disposal of poly (ethylene Engineering, Hanyang University, 17 terephthalate) (PET) and includes the concise background of virgin and recycled PET Haengdang-dong, Sungdong-gu, as well as their possible applications. The current state of knowledge with respect to Seoul 133-791, Korea PET recycling method is presented. Recycling of PET is the most desirable method for waste management, providing an opportunity for reductions in oil usage, carbon dioxide emissions and PET waste requiring disposal because of its non-degradability. Advanced technologies and systems for reducing contamination, mechanical and chemical recycling, and their applications are discussed, and the possibility of diverting the majority of PET waste from landfills or incineration to recycling is suggested. Keywords: Polyethylene terephthalate; Mechanical recycle; Chemical recycle Introduction Poly (ethylene terephthalate) (PET), commonly referred to as ‘polyester’ in the textile industry, is considered to be one of the most important thermoplastic polyesters (Incornato et al. 2000). It is widely used for various applications such as bottles, fibers, moldings, and sheets because of its excellent tensile and impact strength, clarity, pro- cessability, chemical resistance, and thermal stability (Pawlak et al. 2000; Kong and Hay 2003; Avila-Orta et al. 2003). The PET fiber patented originally by DuPont (DuPont, 1997) dominates over 50% of the world synthetic fiber market. -

United States Patent (19) 11 Patent Number: 5,077,324 Kistner Et Al
United States Patent (19) 11 Patent Number: 5,077,324 Kistner et al. 45 Date of Patent: Dec. 31, 1991 (54) REACTIVE SET AND MULTIPLE CHAMBER 3,915,297 0/1975 Rausch ................................ 206/29 CARTRIDGE AND PROCESS FOR 3,968,016 0/1976 Wisner ................................. 525/31 ADHESIVE ANCHORNG OF FASTENERS 4,105,114 0/1978 Knox et al. ......................... 405/261 4,343,921 0/1982 Piestert ................................ 52.5/531 INA BASE 4,58,283 0/1985 Gebauer et al. .................... 523/500 75 Inventors: Herbert Kistner, Freiburg; Christian 4,729,696 3/1988 Goto et al. ............................ 52.5/53 Weber, Emmendingen, both of Fed. Rep. of Germany OTHER PUBLICATIONS 73 Assignee: UPAT GmbH & Co., Emmendingen, Soviet "Inventions Illustrated', 1983, Week K11, Der Fed. Rep. of Germany went Publications, p. 36. Primary Examiner-Kriellion S. Morgan (21) Appl. No.: 315,892 Assistant Examiner-P. D. Niland 22 PCT Filed: Oct. 29, 1987 Attorney, Agent, or Firm-Baker & Daniels (86 PCT No.: PCT/DE87148700 57 ABSTRACT S371 Date: Feb. 14, 1989 A reactive composition for preparing synthetic resin bodies used in destructible multible-chamber cartridges S 102(e) Date: Feb. 14, 1989 and a process for anchoring a fastening element to the 87 PCT Pub. No.: WO88/03599 fastening base by introducing the destruction multiple chamber cartridges containing the components of a PCT Pub. Date: May 19, 1988 curable adhesive in a drilling in the fastening base. (30) Foreign Application Priority Data When the fastening element is driven into the hole, the cartridge is destroyed, the synthetic resin components Nov. 13, 1986 (DE) Fed. -
![Engineering Plastics[PDF:166KB]](https://docslib.b-cdn.net/cover/1063/engineering-plastics-pdf-166kb-711063.webp)
Engineering Plastics[PDF:166KB]
Daicel Group Businesses and Growth Strategies Engineering plastics TOPICS Contribution to Circular Economy with PET Bottle labels that Values Group Daicel for Framework Conceptual float on water While plastics are highly convenient and essential for modern higher specific gravity than water, do not float. Labels using society, they also become a cause of marine litter and TOPAS® COC (cyclic olefin copolymer), a material developed Supporting the sustainable global warming. To solve these issues, the easily recyclable by Polyplastics, fit this strategy because they do float in water, development of society by material for plastic beverage bottle labels was developed by enabling bottles and labels to be collected separately, simply Polyplastics. by placing bottle flakes in water and thereby accelerating offering plastics with special Since the raw materials used for plastic bottle bodies, the recycling process, while at the same time retaining the features such as mechanical caps, and labels differ, recycling plastic beverage bottles printability, shrinkability, and adhesiveness of conventional requires separating by resin type. In Europe, recycling labels. Moreover, although TOPAS® is different from strength and resistance to plants are equipped with a machine that removes labels polypropylene (PP) or polyethylene terephthalate (PET), labels Highlights Financial/Non-Financial heat and chemicals. from the bodies, and consumers must peel off the labels made of TOPAS® can be recycled as an olefin material. before disposal. Still, such approaches are rather ineffective As the demand for TOPAS® COC rapidly grows, it has in terms of both cost and results. As the search for a more become necessary to enhance our supply system for the efficient solution continues, a spotlight has been cast on a product. -

Role of Thermosetting Polymer in Structural Composite
View metadata, citation and similar papers at core.ac.uk brought to you by CORE provided by Ivy Union Publishing (E-Journals) American Journal of Polymer Science & Engineering Kausar A. American Journal of Polymer Sciencehttp://www.ivyunion.org/index.php/ajpse/ & Engineering 2017, 5:1-12 Page 1 of 12 Review Article Role of Thermosetting Polymer in Structural Composite Ayesha Kausar1 1 Nanoscience and Technology Department, National Center For Physics, Quaid-i-Azam University Campus, Islamabad, Pakistan Abstract Thermosetting resins are network forming polymers with highly crosslinked structure. In this review article, thermoset of epoxy, unsaturated polyester resin, phenolic, melamine, and polyurethane resin have been conversed. Thermosets usually have outstanding tensile strength, impact strength, and glass transition temperature (Tg). Epoxy is the most widely explored class of thermosetting resins. Owing to high stiffness and strength, chemical resistance, good dielectric behavior, corrosion resistance, low shrinkage during curing, and good thermal features, epoxy form the most important class of thermosetting resins for several engineering applications. Here, essential features of imperative thermosetting resins have been discussed such as mechanical, thermal, and non-flammability. At the end, employment of thermosetting resins in technical applications like sporting goods, adhesives, printed circuit board, and aerospace have been included. Keywords: Thermoset; epoxy; mechanical; non-flammability; application Received : November 14, 2016; Accepted: January 8, 2017; Published: January 16, 2017 Competing Interests: The authors have declared that no competing interests exist. Copyright: 2017 Kausar A. This is an open-access article distributed under the terms of the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original author and source are credited. -

United States Patent Office Patented Dec
3,781,233 United States Patent Office Patented Dec. 25, 1973 1. 2 3,781,233 1 to 4 carbon atoms, hydroxyl or nitro groups or halo BLOWING AGENTS gen atoms and Erwin Muller, Leverkusen, Wolf-Dieter Wirth, Odenthal, X denotes a bond or a radical such as phenylene, naphthyl Johannes Blahak, Cologne, and Harry Rohr, Lever ene, diphenylene substituted with nitro or alkyl groups, kusen, Germany, assignors to Bayer Aktiengesellschaft, enediamine and N,N-dimethyl-N,N-dimethylene Leverkusen, Germany ylene, methylene dicyclohexylene, cyclohexylene, ethyl No Drawing. Filed May 25, 1972, Ser. No. 256,730 ene, dimethylene carbonate, N,N'-dimethylene-ethyl Claims priority, application Germany, May 26, 1971, enediamine and N,N'-dimethyl - N,N'-dimethylene P 21. 26 145.0 Int. C. C08 1/20 ethylenediamine or a radical obtained by removal of U.S. C. 260-2S R 13 Claims O two hydrogen atoms from a diphenylether or from ca as blowing agents for the production of cellular or porous ABSTRACT OF THE DISCLOSURE synthetic resin articles based on acrylonitrile, butadiene The invention relates to the use of bisbenzazimide com and styrene copolymers. pounds as blowing agents for the production of cellular The compounds according to the invention are suitable and porous articles from acrylonitrile, butadiene and for the production of foam plastics from thermoplastic styrene copolymers. The blowing agents do not liberate synthetic resins. The following are examples of com any corrosive, discoloring, malodorous or toxic decon pounds according to the invention: position products. 5,5'-dinitro-bisbenzazimide; 20 5,5'-dichloro-bisbenzazimide; This invention relates to the use of compounds of the 4,4'-dichloro-bisbenzazimide; bisbenzazimide series as blowing agents for the production 5,5'-dimethyl-bisbenzazimide; of cellular and porous articles based on acrylonitrile, 4,4'-dimethyl-bisbenzazimide; butadiene and styrene copolymers. -

4.4 Polyester Resin Plastic Products Fabrication 4.4.1 General
4.4 Polyester Resin Plastic Products Fabrication 4.4.1 General Description1-2 A growing number of products are fabricated from liquid polyester resin reinforced with glass fibers and extended with various inorganic filler materials such as calcium carbonate, talc, mica, or small glass spheres. These composite materials are often referred to as fiberglass-reinforced plastic (FRP), or simply "fiberglass". The Society Of The Plastics industry designates these materials as "reinforced plastics/composites" (RP/C). Also, advanced reinforced plastics products are now formulated with fibers other than glass, such as carbon, aramid, and aramid/carbon hybrids. In some processes, resin products are fabricated without fibers. One major product using resins with fillers but no reinforcing fibers is the synthetic marble used in manufacturing bathroom countertops, sinks, and related items. Other applications of nonreinforced resin plastics include automobile body filler, bowling balls, and coatings. Fiber-reinforced plastics products have a wide range of application in industry, transportation, home, and recreation. Industrial uses include storage tanks, skylights, electrical equipment, ducting, pipes, machine components, and corrosion resistant structural and process equipment. In transportation, automobile and aircraft applications are increasing rapidly. Home and recreational items include bathroom tubs and showers, boats (building and repair), surfboards and skis, helmets, swimming pools and hot tubs, and a variety of sporting goods. The thermosetting polyester resins considered here are complex polymers resulting from the cross-linking reaction of a liquid unsaturated polyester with a vinyl type monomer, list often styrene. The unsaturated polyester is formed from the condensation reaction of an unsaturated dibasic acid or anhydride, a saturated dibasic acid or anhydride, and a polyfunctional alcohol. -

Castin'craft Casting Resin Basics, Instructions and Tips
CASTIN’CRAFT CASTING RESIN BASICS, INSTRUCTIONS AND TIPS BASICS OF RESIN CASTING (cured) stage in 1 to 24 hours. The length of this cycle will vary Resin casting is an exciting and fun craft that allows you to greatly depending on the four factors mentioned previously. The embed or encase almost any object in crystal-clear plastic. The period of time between the addition of the catalyst and the gel basic materials needed to get started in resin crafting are easy to stage is called the 'working time' or 'pot life' of the resin. find and relatively inexpensive. Generally this is about 15 to 20 minutes. Do not catalyze more You'll need: resin than you can pour during the 'working time' since catalyzed 1. Casting resin and catalyst resin cannot be poured once it has gelled. Do not pour catalyzed 2. Disposable graduated paper mixing cups resin back into your casting resin can. Catalyst should be stored 3. Wooden stir sticks at room temperature, out of sunlight and out of reach of children. 4. A mold Shelf life is indefinite as long as stored properly. 5. Objects you wish to embed EMBEDMENTS Color dyes and pigments are optional and can be used to create a Here are some suggested objects that can be suspended or variety of special effects and backgrounds. Resin crafting encased in casting resin: • Crushed glass • Coins • Fabric* • supplies are available at hobby, craft and plastics supply stores. Flowers - dried or pressed • Glass jewels or marbles • Glitter • Insects or biological specimens • Jewelry findings • Leaves - Understanding the basics of how casting resin can be changed dried or pressed • Mechanical parts, nuts bolts etc. -
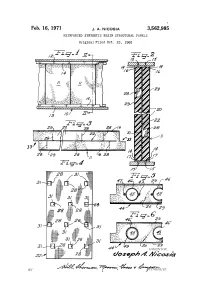
Oosea/31 Maasa by 1%-A- 7%Retc., 16-Ce Ya 47%Ily 3,562,985 United States Patent Office Patented Feb
Feb. 16, 1971 J. A. NICOSA 3,562,985 REINFORCED SYNTHETIC RESIN STRUCTURAL PANELS Original Filed Oct. 23, l965 RSSSSK2 S 12 INVENI ()R. oosea/31 Maasa BY 1%-a- 7%retc., 16-ce Ya 47%ily 3,562,985 United States Patent Office Patented Feb. 16, 1971 2 ing panels constructed in accordance with the present in 3,562,985 vention; REINFORCED SYNTHETIC RESEN FIG. 2 is an elevational side view taken along the lines STRUCTURAL PANELS Joseph A. Nicosia, 819 N. Thatcher Ave., II-II of FIG. 1; River Forest, III. 60305 FIG. 3 is a top plan view of the building board of Continuation of application Ser. No. 503,736, Oct. 23, FIGS. 2 and 3; 1965. This application Jan. 13, 1969, Ser. No. 793,225 FIG. 4 is a plan elevational view of part of the panel Int, C. E04c 2/46 of FIGS. 1-3; U.S. C. 52-24 4 Claims FIGS. 5 and 6 are top plan views similar to that of O FIG. 3, of two alternative constructions of the panels. As shown on the drawings, the structural boards and ABSTRACT OF THE DISCLOSURE panels of the present invention are made from any suit A building structure comprising a plurality of inter able foamed synthetic resin i.e. foamed polystyrene beads connecting barriers, said barriers comprising a plurality such as Pelaspan 8 and Pelaspan 18, polystyrene flakes, of interconnecting panels, said panels comprising a rigid epoxy resin, polyurethane of the polyester and polyure molded synthetic resin foam having embedded therein a thane of the polyether type. -

Manufacturing of Synthetic Resins with Formulation
Introduction Synthetic resins are materials with a property of interest that is similar to natural plant resins: they are viscous liquids that are capable of hardening permanently. Otherwise, chemically they are very different from the various resinous compounds secreted by plants. Synthetic resins comprise a large class of synthetic products that have some of the physical properties of natural resins but are different chemically. Synthetic resins are not clearly differentiated from plastics. www.entrepreneurindia.co In modern industry natural resins have been almost entirely replaced by synthetic resins, which are divided into two classes, thermoplastic resins, which remain plastic after heat treatment, and thermosetting resins, which become insoluble and infusible on heating. Thermoplastic resin softens repeatedly by heating. Thermosetting resin, on the other hand, hardens only once when heated. Thermoplastics produced by the local industry include Polystyrene (PS), Polyvinyl Chloride (PVC), Alkyds and Polyester Fiber, while those of thermosetting resins include Phthalic Anhydride, Aluminum Paste Resin, Adhesive Resin, Acrylic Resin Urea- and Phenol-Formaldehyde, and Colored Pellets. www.entrepreneurindia.co Thermosetting and thermoplastic resins respectively fall under two broad industrial categories. Thermosetting resins fall under the surface coating branch of the chemicals industry. Thermoplastic resins fall under plastic and plastic- based products. The surface coating chemicals branch includes the manufacture of paint, adhesives, printing ink, and specialty resins of the thermosetting type. Synthetic resins required pigments to be grinded, which provides excellent transparency and pigment wetting. The pigment concentrate must be let down with a synthetic resin that will provide the finished ink or coating attributes. www.entrepreneurindia.co These attributes may require a synthetic resin to have water resistance, alkali resistance and solvent resistance, as well as adhesion to the designated substrate. -

Materials for Polymer Composites
Module 2 - Materials For Polymer Composites Module 2 - Materials for Polymer Composites Introduction Major constituents in a fiber-reinforced composite material are the reinforcing fibers and a matrix, which acts as a binder for the fibers. Other constituents that may also be found are coupling agents, coatings, and fillers. Coupling agents and coatings are applied on the fibers to improve their wetting with the matrix as well as to promote bonding across the fiber–matrix interface. Both in turn promote a better load transfer between the fibers and the matrix. Fillers are used with some polymeric matrices primarily to reduce cost and improve their dimensional stability. Manufacturing of a composite structure starts with the incorporation of a large number of fibers into a thin layer of matrix to form a lamina (ply). The thickness of a lamina is usually in the range of 0.1–1 mm. If continuous (long) fibers are used in making the lamina, they may be arranged either in a unidirectional orientation (i.e., all fibers in one direction, Figure 2.1a), in a bidirectional orientation (i.e., fibers in two directions, usually normal to each other, Figure 2.1b), or in a multidirectional orientation (i.e., fibers in more than two directions, Figure 2.1c). The bi- or multidirectional orientation of fibers is obtained by weaving or other processes used in the textile industry. For a lamina containing unidirectional fibers, the composite material has the highest strength and modulus in the longitudinal direction of the fibers. However, in the transverse direction, its strength and modulus are very low. -

Optimized Resins and Sizings for Vinyl Ester/Carbon Fiber Composites
IACMI/0001-2018/5.3 Optimized Resins and Sizings for Vinyl Ester/Carbon Fiber Composites Authors: Joseph R. Fox Date Published June 19, 2018 Approved for Public Release. Distribution is Unlimited. i DOCUMENT AVAILABILITY Reports produced after January 1, 1996, are generally available free via US Department of Energy (DOE) SciTech Connect. Website http://www.osti.gov/scitech/ Reports produced before January 1, 1996, may be purchased by members of the public from the following source: National Technical Information Service 5285 Port Royal Road Springfield, VA 22161 Telephone 703-605-6000 (1-800-553-6847) TDD 703-487-4639 Fax 703-605-6900 E-mail [email protected] Website http://www.ntis.gov/help/ordermethods.aspx Reports are available to DOE employees, DOE contractors, Energy Technology Data Exchange representatives, and International Nuclear Information System representatives from the following Disclaimer: “The information, data, or work presented herein was funded in part by an agency of the United States Government. Neither the United States Government nor any agency thereof, nor any of their employees, makes any warranty, express or implied, or assumes any legal liability or responsibility for the accuracy, completeness, or usefulness of any information, apparatus, product, or process disclosed, or represents that its use would not infringe privately owned rights. Reference herein to any specific commercial product, process, or service by trade name, trademark, manufacturer, or otherwise does not necessarily constitute or imply its endorsement, recommendation, or favoring by the United States Government or any agency thereof. The views and opinions of authors expressed herein do not necessarily state or reflect those of the United States Government or any agency thereof.” ii FINAL TECHNICAL REPORT Optimized Resins and Sizings for Vinyl Ester/ Carbon Fiber Composites Principal Investigator: Joseph R.