Service Manual
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Hydrolastic/Hydragas Repair. Copyright Mark Paget 2011
Hydrolastic/Hydragas repair. Copyright Mark Paget 2011 - Service units - Which service unit to buy? - Instructions - Owner’s handbook for your vehicle - Service - Pre-repair inspection - Repair - Sudden leaks (catastrophic failure) - Evacuation - Vacuum - Flush - Purging the pressure line - Pressure - Scragging - Test drive - Clean up - Fluid - System faults - Interconnection - Advice - Rules of thumb - Wet vs. Dry - Competition parts - Schrader valves - Other relevant papers by this author (suggested reading) - Recommended reading - Part numbers - Other repair tools - Time, motion, money, reality - 18G703 tabulated data and repair/overhaul information • Mini - various • 1100, 1300, 1500, Nomad - all • Apache, Victoria, America - all • 1800 - all • Metro - all 4 cylinder models • MG-F - most • Maxi - all • Allegro - all • Princess 2200 - all • and many, many more... Of all the vehicle manufacturer’s that have ventured down the fluid suspension path, only one got it right and that’s Citroen. Runner up is BMC and its descendants with Moulton Hydrolastic and Hydragas. Citroen’s hydro-pneumatic on a bad day is usually compared to good Hydrolastic. It can probably be argued that BMC et al did manage to provide the car of the future (which floats on fluid) to the masses. All the rest, which includes Ferrari, Mercedes Benz, Jaguar and others, had their own array of short and long term problems. Other manufacturer’s forays into air suspension have been just as successful. Much has been written about Hydrolastic and Hydragas. A lot of which is more fantasy than fact. Hydrolastic and Hydragas are nothing new and in no way complex. The following pages are essentially a collation of information that I’ve found useful over the years. -
Brake Adjuster's Handbook
STATE OF CALIFORNIA HANDBOOK FOR BRAKE ADJUSTERS May 2015 BUREAU OF AUTOMOTIVE REPAIR BRAKE ADJUSTERS’ HANDBOOK FOREWORD This Handbook is intended to serve as a reference for Official Brake Adjusting Stations and as study material for licensed brake adjusters and persons desiring to be licensed as adjusters. See the applicable Candidate Handbook for further information. This handbook includes a short history of the development of automotive braking equipment, and the procedures for licensing of Official Brake Adjusting Stations and Official Brake Adjusters. In addition to the information contained in this Handbook, persons desiring to be licensed as adjusters must possess a knowledge of vehicle braking systems, adjustment techniques and repair procedures sufficient to ensure that all work is performed correctly and with due regard for the safety of the motoring public. This handbook will not supply all the information needed to pass a licensing exam. No attempt has been made to relate the information contained herein to the specific design of a particular manufacturer. Accordingly, each official brake station must maintain as references the current service manuals and technical instructions appropriate to the types and designs of brake systems serviced, inspected and repaired by the brake station. Installation, repair and adjustment of motor vehicle brake equipment shall be performed in accordance with applicable laws, regulations and the current instructions and specifications of the manufacturer. Periodically, supplemental bulletins may be distributed by the Bureau of Automotive Repair (BAR or Bureau) containing information regarding changes in laws, regulations or technical procedures concerning the inspection, servicing, repair and adjustment of vehicle braking equipment. -
Fluid Levels in the Master Cylinder Reservoir Date
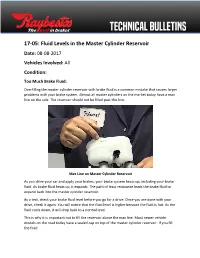
Technical Bulletins 17-05: Fluid Levels in the Master Cylinder ReservoirBulletins Date: 08-08-2017 Vehicles Involved: All Condition: Too Much Brake Fluid: Overfilling the master cylinder reservoir with brake fluid is a common mistake that causes larger problems with your brake system. Almost all master cylinders on the market today have a max line on the side. The reservoir should not be filled past this line. Max Line on Master Cylinder Reservoir As you drive your car and apply your brakes, your brake system heats up, including your brake fluid. As brake fluid heats up, it expands. The path of least resistance leads the brake fluid to expand back into the master cylinder reservoir. As a test, check your brake fluid level before you go for a drive. Once you are done with your drive, check it again. You will notice that the fluid level is higher because the fluid is hot. As the fluid cools down, it will drop back to a normal level. This is why it is important not to fill the reservoir above the max line. Most newer vehicle models on the road today have a sealed cap on top of the master cylinder reservoir. If you fill the fluid Technical Bulletins above the max line, your fluid runs out of space to expand. This results in your brake pads applying against the rotor automatically without you stepping on the brake pedal. This leads to problems such as: • Premature pad wear • Brake drag • Overheated brake system Too Little Brake Fluid: Low fluid levels are caused by: • Worn down brake pads • Leakage in the hydraulic system If the fluid in your master cylinder reservoir drops too low, you run the risk of losing your ability to brake entirely. -

Shell Brake and Clutch Fluid DOT 3
Technical Data Sheet Previous Name: Shell Donax B Shell Brake and Clutch Fluid DOT 3 Premium, high performance DOT 3 brake fluid Shell Brake and Clutch Fluid DOT 3 is a heavy duty brake system and hydraulic clutch fluid for systems requiring a FMVSS No 116 DOT 3, ISO 4925 Class 3, or many other equivalent specifications in a glycol (polyglycol-ether) brake fluid. Performance, Features & Benefits Specifications, Approvals & Recommendations · High Boiling Point · USA FMVSS No. 116 DOT 3 Shell Brake and Clutch Fluid DOT 3 exceeds requirements for · ISO 4925 Class 3 wet and dry equilibrium reflux boiling points (Wet ERBP and JIS K 2233 Class 3 Dry ERBP) to help prevent vapour lock resulting from boiling of · AS/NZ 1960 Class 1 the brake fluid. · SAE J1703 · Corrosion Protection · Shell Brake and Clutch Fluid DOT 4 protects internal For a full listing of equipment approvals and recommendations, components from corrosion under normal use and service. please consult your local Shell Technical Helpdesk, or the OEM Approvals website. Main Applications · Suitable for applications requiring a DOT 3 performance level brake fluid. · Passenger cars up to medium trucks of a variety of makes and models. · Hydraulic brake systems. · Hydraulic clutch systems Typical Physical Characteristics Properties Method Shell Brake and Clutch Fluid DOT 3 Kinematic Viscosity @40°C mm²/s FMVSS No. 116 700-1250 5.13 Kinematic Viscosity @100°C mm²/s FMVSS No. 116 1.9 5.13 Density @20°C kg/m³ ASTM D4052 840 Water Content % ASTM D1364 <0.2 pH (FMVSS No 116) 5.14 9.6 Dry ERBP (FMVSS No. -
PM-D 50 Point Vehicle Inspection Report.Xlsx
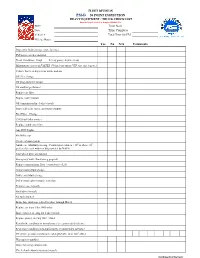
FLEET DIVISION PM-D 50 POINT INSPECTION HEAVY EQUIPMENT / TRUCK CHECK LIST Must be Kept in Vehicle's Graphics Module File WO# Time Start Date: Time Complete Vehicle # Total Time for PM Mileage/Hours Yes No N/A Comments Inspect for body damage (note damage) PM Service sticker installed Decal Condition - Vinyl 1 (very poor) - 5 (Excellent) Information correct in FASTER (Vehicle inventory VIN, tire size, tag etc.) Vehicle has been kept clean inside and out Oil/filter change Oil plug and filter torque Oil analysis performed Replace air filter Engine leaks (visual) Oil/transmission line leaks (visual) Inspect all belts, hoses, and motor mounts Fuel Filter - Change CNG Fuel Filter service Replace crank case filter Any DTC Lights Fuel filler cap Check exhaust system Antifreeze Alkalinity in range Coolant protection to (-300 to above 100 preferred) record with test kit provided by NAPA Four wheel drive operational Emergency brake functioning properly Replace transmission filter / reset Service Life Transmission fluid change Differential fluid change Differential leaks (visual) / vent clan Transfer case (visual) Final drive (visual) Air tank drained Brake line antifreeze added October through March Replace air dryer filter (HD only) Inspect power steering for leaks (visual) Replace power steering filter / fluid Front brake condition in manufacturer's recommended tolerance Rear brake condition in manufacturer's recommended tolerance Check tire pressure/condition/tread depth/valve stem 1800 offset Was unit de-mudded Inspect steering components Check -
School Bus Out-Of-Service Criteria
Nevada School Bus Out-of-Service Criteria 2020-2021 School Year 1 Nevada State Board of Education Members 2020-2021 Elaine Wynn, President Mark Newburn, Vice President Felicia Ortiz Robert Blakely Tamara Hudson Katherine Dockweiler Kevin Melcher Dawn Etcheverry Miller Wayne Workman Cathy McAdoo Alex Gallegos, Student Representative Nevada Department of Education Jhone M. Ebert Superintendent of Public Instruction Jonathon Moore, Ed.D Deputy Superintendent for Student Achievement Heidi Haartz Deputy Superintendent for Business & Support Services Felicia Gonzales Deputy Superintendent for Educator Effectiveness and Family Engagement Christy McGill Director of the Office of Safe and Respectful Learning Environment Jennah Fiedler Program Officer, Pupil Transportation 2 Mission Statement To improve student achievement and educator effectiveness by ensuring opportunities, facilitating learning, and promoting excellence. Vision Statement All Nevadans ready for success in the 21st Century Introduction The purpose of the Nevada School Bus Out of Service Criteria is to identify defects on a school bus that would require the school bus be placed out-of- service. Nevada Revised Statue 385.075 requires the State Board establish policies to govern the administration of all functions of the State relating to supervision, management and control of public schools not conferred by law on some other agency. Nevada Revised Statue 386.830 requires that school buses used to transport students must be in good condition and inspected semiannually by the Department of Public Safety (Nevada Highway Patrol, Commercial Enforcement section) to ensure the vehicles are mechanically safe and meet the Nevada School Bus Standards established by the Nevada State Board of Education. The Nevada Highway Patrol will conduct inspections per the Out of Service Criteria, the Federal Code of Regulations, the CVSA out of service criteria, and the NHP School Bus inspection guidance. -

National Car Test (Nct) Manual 2018
N A TIONAL C AR T E S T (NC T ) M ANUAL 2010 P assenger V ehi c l es (Up t o 8 P assenge NATIONAL CAR TEST r s (NCT) MANUAL 2018 ) Passenger Vehicles (Up to 8 Passengers) Údarás Um Shábháilteacht Ar Bhóithre Road Safety Authority Contents SECTION PAGE SECTION PAGE Introduction 5 Auxiliary Lamp Condition And Position 32 57 Methods of Testing and Reasons For Failure 9 Auxiliary Lamp Aim 33 58 Registration Plates 1 10 Reflectors 34 59 Exhaust Smoke (Diesel) 2 13 Bodywork 35 60 Exhaust Co/Hc/Lambda 3 17 Tyre Condition 36 67 Service Brake Pedal 4 19 Tyre Specification 37 68 Service Brake Operation 5 20 Tyre Tread 38 70 Mechanical Brake Hand Lever 6 21 Wheels 39 71 Seats 7 22 Spare Wheel and Carrier (External Carrier Only) 40 72 Horn 8 23 Brake Fluid 41 73 Windscreen Wipers and Washers 9 24 Chassis/Underbody 42 74 Glass 10 25 Steering Linkage 43 76 Rear View Mirror(S) 11 30 Wheel Bearings 44 79 Speedometer 12 31 Front Springs 45 80 Safety Belts 13 32 Front Suspension 46 82 Steering Wheel Play 14 34 Brake Lines/Hoses 47 84 Door/Locks/Anti-Theft Devices 15 35 Shock Absorber Condition 48 85 Adaptations for Disabled Drivers 16 36 Electrical System 49 86 Front Wheel Side Slip 17 37 Fuel System 50 87 Rear Wheel Side Slip 18 38 Brake Wheel Units 51 89 Front Axle Suspension Performance 19 39 Mechanical Brake Components 52 90 Rear Axle Suspension Performance 20 40 Brake Master Cylinder/Servo/Valves/Connections 53 92 Service Brake Efficiency 21 41 Exhaust System/Noise 54 93 Service Brake Imbalance 22 42 Rear Suspension 55 94 Parking Brake Efficiency 23 -

2020 Nissan LEAF | Service and Maintenance Guide
2020 LEAF® SERVICE AND MAINTENANCE GUIDE Nissan, the Nissan logo, and Nissan model names are Nissan trademarks. Publication No.:MB16EAMB20EA 0ZE0U0 0ZE1U0 ©2019 Nissan North America, Inc. All rights reserved. Printing : October 2019 52715 Tweddle 4016672 Nissan Leaf 2 Vers.indd 1 9/17/19 1:25 PM VEHICLE IDENTIFICATION Delivery Date Warranty Start Date Mileage at Delivery Model Year Selling Dealer Selling Dealer Phone Nissan, the Nissan logo, and Nissan model names are Nissan trademarks. ©2019 Nissan North America, Inc. All rights reserved. No part of this publication may be reproduced or stored in a retrieval system, or transmitted in any form, or by any means, electronic, mechanical, photocopying, recording or otherwise, without the prior written permission of Nissan North America, Inc. 52715 Tweddle 4016672 Nissan Leaf 2 Vers.indd 2 9/17/19 1:25 PM TABLE OF CONTENTS OWNER’S LITERATURE INFORMATION . 2 INTRODUCTION NISSAN Maintenance . 3 Why NISSAN Service? . 4 NISSAN MAINTENANCE & REPAIR SUPPORT Extended Service Plans . 5 Genuine NISSAN Collision Parts . 7 Complimentary Multi-Point Inspection . 12 Genuine NISSAN Parts You Can Rely On . 14 NISSAN Services Designed With You in Mind . 17 SCHEDULED MAINTENANCE GUIDE Determining the Proper Maintenance Interval . 8 Explanation of Scheduled Maintenance Items . 9 Maintenance Schedule . .11 Maintenance Log . .36 OWNER’S LITERATURE INFORMATION INDEX OF TOPICS WHERE TO FIND INFORMATION Recommended Lubricants, Fluids . Owner’s Manual: chapter 9 Radio/CD Operation/Heater/AC Operation . Navigation Manual: chapter 4 Charging Your Vehicle . Owner’s Manual: chapter CH Starting and Driving Your Vehicle . Owner’s Manual: chapter 5 Security System Operation . Owner’s Manual: chapter 2 If You Have a Flat Tire . -
How to Avoid and Repair Flat Tires Nothing Can Delay Road Trips More Sud- • Tire Treads: the Allstate Insurance Denly Than Flat Tires
PAGE 2 THE EXPONENT, THURSDAY, NOVEMBER 15, 2018 How to prepare for an out-of-town breakdown Road trips make for excel- lent getaways. Whether you’re embarking on a weekend excursion or a lengthy vaca- tion, driving yourself to your destination is a great way to travel, especially for families looking to save money. Though no one wants to think about the possibility of a vehicle breakdown while out of town, such things do happen. How prepared drivers are can go a long way toward determining how af- Some advance preparation can help drivers avert out- fected they and their passen- of-town disasters. gers will be if this happens. assistance offered through an and need to be replaced. But insurance company or motor if part of Lincoln’s head is • Get a checkup before club may include tow trucks always covered, your tires skipping town. It sounds free of charge up to a certain can probably withstand the simple, but many drivers may number of miles, allowing trip. Worn tire treads can overlook the importance of travelers to get their cars back make it hard for tires to safely vehicle checkups before de- home without breaking the navigate roads in inclement parting on weekend getaways bank. weather, so don’t discount or longer trips. A full checkup • Inspect tires, including the importance of this simple (including an oil change if the your spare. Many a road trip step. recommended interval has has been derailed or thrown • Bring along some passed or is approaching) can off schedule due to a flat tire basic tools. -

Tech 101- Brake Fluids. What's Different
Tech 101- Brake Fluids. What’s different about them and why should you care? Recent findings conducted by the National Car Care Council revealed that 86 percent of the cars they randomly checked during state vehicle inspections, had at least one item that would cause the car to fail. Fifteen percent of these cars had low, contaminated or worn-out brake fluid. To put this another way, more than one in every 10 cars you are traveling with along city streets and highways has the potential of a brake failure due to brake fluid issues. Brake fluid is the key ingredient in any hydraulic braking system. The fluid is not only subjected to hundreds of pounds of pressure on many occasions during your drive, it is also a lubricant for the rubber components in your master cylinder, wheel cylinders, calipers and hoses. Additionally, brake fluid has corrosion inhibitors that keep the bores of hydraulic cylinders from rusting and pitting. Many of today’s brake fluids are made of polyalkylene glycol which is hygroscopic, meaning it absorbs moisture. This can be a good thing and a bad thing. The absorption of water promotes dispersal throughout the braking system and prevents “pooling” of the absorbed water in low-lying areas of the brake system where corrosive acids can form and make the components deteriorate at a faster rate. Water in a brake system will also freeze or boil faster than the fluid. Hygroscopic properties can be a bad thing, though, because the fluid will actually draw moisture through porous metal surfaces if the fluid has lost its corrosion-preventative abilities. -

Brakes Topics
BRAKES TOPICS Brake oil Functions Bleeding Internal expanding brake Pneumatic braking system Brake lining material Vacuum brake Properties Exhaust brakes Calculation of braking force Electrical brakes Shoe geometry Parking brakes Hydraulic braking system Brake efficiency Functions of Brake A brake is a device which inhibits motion Brakes are generally applied to rotating axles or wheels Friction brakes on automobiles store braking heat in the drum brakes or disc brake while braking then conduct it to the air gradually. When traveling downhill some vehicles can use their engines to brake Internal Expanding Brake Internal expanding brakes are used exclusively as wheel brakes, but can be found on some cranes More compact and economical construction The brake shoe of an internal expanding brake is forced outward against the drum to produce the braking action When force from the operating mechanism is applied to the unattached end of the shoe, the shoe expands and brakes the wheel A retracting spring returns the shoe to the original position when braking action is no longer required Brake Lining Material Are composed of a relatively soft but tough and heat-resistant material with a high coefficient of dynamic friction They are typically mounted to a solid metal backing using high-temperature adhesives or rivets The dynamic friction coefficient "µ" for most standard brake pads is usually in the range of 0.35 to 0.42 Using a typical bicycle brake as an example, the backing would be the metal shell which provides mechanical support, and the lining would be the rubbery portion which contacts the rims when the brakes are applied In this view of an automobile disc brake, the brake pad is the black material held by the red metal component Properties of Brake Lining Must be capable of enduring the high temperatures created by the friction forces of braking. -

State of Utah Department of Public Safety
STATE OF UTAH DEPARTMENT OF PUBLIC SAFETY OFFICIAL VEHICLE SAFETY INSPECTION MANUAL FOR TRACTORS/TRAILERS/BUSES UP TO 26,001 GVWR AND ABOVE EFFECTIVE 2017 UTAH HIGHWAY PATROL VEHICLE SAFETY SECTION 5500 West Amelia Earhart Dr. Suite #360 Salt Lake City, Utah 84116 Office: 801-965-4889 Option #1 Fax: 801-322-1817 UTAH INTERACTIVE CUSTOMER SUPPORT LINE: 801-983-0275 http://highwaypatrol.utah.gov/safetyinspection/ 0 TABLE OF CONTENTS VEHICLE SAFETY INSPECTION PROCEDURES 4 SECTION 1- REGISTRATION 5 AGREEMENT AMONG PAPERS____________________________5 PLATE MOUNTING_____________________________________6 SECTION 2-TIRES AND WHEELS 6 REAR WHEEL MUDGUARDS______________________________6 VALVE STEMS_________________________________________6 RIMS, RINGS, NUTS, CLAMPS, STUDS, WHEELS_______________6 FRONT STEERING AXLE TIRES 7 ALL OTHER TIRES 8 DUAL TIRES 8 TIRE SIZE 8 SECTION 3-STEERING ALIGNMENT AND SUSPENSION 9 STEERING WHEEL LASH (Free Play) 9 STEERING COLUMN 9 SIZE 9 FRONT AXLE BEAM 10 PITMAN ARM _______ 10 POWER STEERING 10 BALL AND SOCKET JOINTS 11 TIE RODS AND DRAG LINKS 11 STEERING SYSTEM 11 STEERING LINKAGE, KINGPIN, SPRINGS _______ 11 LEAF SPRING SUSPENSIONS 12 ALL OTHER SUSPENSION 12 TORQUE, RADIUS OR TRACKING COMPONENTS______________12 N. WHEEL TRACKING 12 SECTION 4- COUPLING DEVICES 13 FIFTH WHEEL _______ 13 PINTLE HOOKS _______ 14 DRAWBAR / TOW-BAR EYE 14 DRAWBAR / TOW-BAR TONGUE 14 SAFETY DEVICES 14 SECTION 5 – BRAKES 15 CHECK BRAKE SYSTEM ON ALL VEHICLES 15 AUTOMATIC BRAKE ADJUSTERS 16 ANTILOCK BRAKE SYSTEM 17 PARKING BRAKE SYSTEM