Elastic and Mechanical Properties of Expanded Perlite and Perlite/Epoxy Foams” Submitted by Miss
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
What Better Plants Are Grown on Grown Are Plants Better What
GroWSToNe what better plants are grown on 100% Recycled. 100% American Made. www.growstone.com 100% Recycled. 100% American Made. Growstone Hydroponic Growth Mediums and Super Soil Aerators are a horticultural, scientific and environmental win-win-win. Growstones are an effective alternative to perlite and Hydroton®. They guarantee a considerably higher aeration and faster drainage than perlite, while simultaneously holding more water than Hydroton. Growstones provide: Other Growstones characteristics are: 3 times more water than Hydroton® High porosity and aeration Over 70% more aeration than perlite Proven yields ‘as-good-as’ the industry standards 4 times more aeration than coco coir Can satisfy a wide range of plant requirements for different growing systems and climates Made from 100% recycled glass The perfect balance of air and water Not strip-mined like Hydroton® and perlite Growstones highly porous media associate a good water holding Inert capacity to high air-filled porosity. At field capacity, Growstones pH neutral after preparation hold 30% water within its pores and 50% air by volume within its 100% non-toxic and chemical free inner and inter aggregate spaces. This water to air ratio maximizes Lightweight, dust-free water availability and aeration to your plant roots. It also Impossible to over water facilitates drainage making it impossible to over irrigate. Does not float to top when irrigated Non-degradable Non-compacting Average Water Holding Capacity Reusable Air Filled Porosity of Substrates After Drainage Made in the USA “What growers like about “Our Rocks Growstones are they hold a lot of oxygen and moisture. Don’t Roll” And the fact they are recycled —Andrew makes them even better.” Founder & Inventor of Growstone Santa Fe, New Mexico —Dylan | Deep Roots Hydroponics Garden Supply | Sebastopol, California Propagation How to Use Growstones Place your seeds in any propagation media. -

Risk of Human Pathogen Internalization in Leafy Vegetables During Lab-Scale Hydroponic Cultivation
horticulturae Review Risk of Human Pathogen Internalization in Leafy Vegetables During Lab-Scale Hydroponic Cultivation Gina M. Riggio 1, Sarah L. Jones 2 and Kristen E. Gibson 2,* 1 Cellular and Molecular Biology Program, Department of Food Science, University of Arkansas, Fayetteville, AR 72701, USA; [email protected] 2 Department of Food Science, University of Arkansas, Fayetteville, AR 72704, USA; [email protected] * Correspondence: [email protected]; Tel.: +1-479-575-6844 Received: 13 February 2019; Accepted: 7 March 2019; Published: 15 March 2019 Abstract: Controlled environment agriculture (CEA) is a growing industry for the production of leafy vegetables and fresh produce in general. Moreover, CEA is a potentially desirable alternative production system, as well as a risk management solution for the food safety challenges within the fresh produce industry. Here, we will focus on hydroponic leafy vegetable production (including lettuce, spinach, microgreens, and herbs), which can be categorized into six types: (1) nutrient film technique (NFT), (2) deep water raft culture (DWC), (3) flood and drain, (4) continuous drip systems, (5) the wick method, and (6) aeroponics. The first five are the most commonly used in the production of leafy vegetables. Each of these systems may confer different risks and advantages in the production of leafy vegetables. This review aims to (i) address the differences in current hydroponic system designs with respect to human pathogen internalization risk, and (ii) identify the preventive control points for reducing risks related to pathogen contamination in leafy greens and related fresh produce products. Keywords: hydroponic; leafy greens; internalization; pathogens; norovirus; Escherichia coli; Salmonella; Listeria spp.; preventive controls 1. -
A Practical Guide for Aquaponics As an Alternative Enterprise1 Richard V
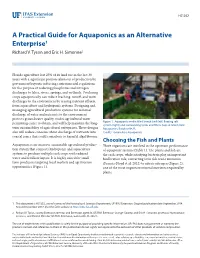
HS1252 A Practical Guide for Aquaponics as an Alternative Enterprise1 Richard V. Tyson and Eric H. Simonne2 Florida agriculture lost 25% of its land use in the last 30 years with a significant portion taken out of production by government buyouts enforcing environmental regulations for the purpose of reducing phosphorus and nitrogen discharges to lakes, rivers, springs, and wetlands. Producing crops aquaponically can reduce leaching, runoff, and water discharges to the environment by reusing nutrient effluent from aquaculture and hydroponic systems. Designing and managing agricultural production systems for minimal discharge of water and nutrients to the environment protects groundwater quality, makes agricultural water Figure 1. Aquaponic media filled bench bed (left) floating raft permitting easier to obtain, and will help maintain the long- system (right) and recirculating tanks and filters (top) at Green Acre term sustainability of agricultural enterprises. These designs Aquaponics, Brooksville, FL. also will reduce concerns about discharge of nutrients into Credits: Green Acre Aquaponics coastal zones that could contribute to harmful algal blooms. Choosing the Fish and Plants Aquaponics is an intensive sustainable agricultural produc- Three organisms are involved in the optimum performance tion system that connects hydroponic and aquaculture of aquaponic systems (Table 1). The plants and fish are systems to produce multiple cash crops with reduced the cash crops, while nitrifying bacteria play an important water and fertilizer inputs. It is highly suited for small biofiltration role, converting toxic fish waste ammonia farm producers targeting local markets and agritourism (Francis-Floyd et al. 2012) to nitrate nitrogen (Figure 2), opportunities (Figure 1). one of the most important mineral nutrients required by plants. -

A Research on Hydroponics – Growing Plants Without Soil Sourabh Ramakrishna1
International Research Journal of Engineering and Technology (IRJET) e-ISSN: 2395-0056 Volume: 08 Issue: 06 | June 2021 www.irjet.net p-ISSN: 2395-0072 A Research on Hydroponics – Growing Plants without Soil Sourabh Ramakrishna1 1Electronics and Communication Engineer, Mysuru, Karnataka, India ---------------------------------------------------------------------***--------------------------------------------------------------------- Abstract - Hydroponics is a divaricate of hydro-culture, a WICK SYSTEM: It is the simplest type of hydroponic system, method of growing plants without the help of soil by using to grow plants as it can be developed by anyone practically. mineral nutrient solutions instead of water solvent. The wick system is outstanding for not using aerators, Earthbound plants possibly grown only with the roots exposed pumps or electricity. It is the only hydroponic system that to a nutrient liquid or the roots may be physically covered by a doesn’t need the use of electricity. With the preponderance static medium material such as perlite, gravel or other of wick systems, the plants are placed directly within an substrates. Hydroponic technology is now becoming absorbent substance like perlite or vermiculite. In nylon increasingly extensive all over the world due to the high- wicks, it is positioned in a such way that the nylon wraps yielding assets of the executives and the production of quality around the plants first; before being sent straight down into food. Soil-based agriculture is currently facing a variety of the nutrient solution. taunt, such as urbanization, cataclysmic occurrence, environmental change, intermittent use of synthetic One major drawback of wick hydroponic system to grow substances and pesticides that drain land yields. This research plants; this system is unable to obtain a significant amount of enfolds a characteristic part of the hydroponics, plants nutrients to the plants. -

PRODUCTS 16 Aquaponics System 17 Mini Fish Farm 18 Tanks/Troughs 20 Media 22 Trays/Shade Cloth 23 Water Conditioners/Test Kit 24 Induction Grow Lights
AQUAPONICS PRODUCTS 16 Aquaponics System 17 Mini Fish Farm 18 Tanks/Troughs 20 Media 22 Trays/Shade Cloth 23 Water Conditioners/Test Kit 24 Induction Grow Lights Online Orders: PentairAES.com I Phone Orders and Tech Advice: 877.347.4788 15 AQUAPONICS TECHNOLOGY & DESIGN WORKSHOPS Topics that will be covered during these workshops: UNIVERSITY OF THE VIRGIN ISLANDS FISH PRODUCTION HANDS-ON INSTRUCTION AQUAPONIC SYSTEM AND UVI BASED • Stocking rates • PVC work SYSTEM AT PENTAIR AES • Feeding, growth and survival • Pump setup and plumbing • System design and management • Harvesting and processing • Plant grow tray construction • Aeration • Water quality • Fish handling • Plumbing • Brood stock management • Water quality testing • Pump Selection • Breeding • Components • Fry sex reversal • Construction techniques MARKETING AND ECONOMICS • Operation PLANT PRODUCTION • Electric Cost • Seedling production ENGINEERING AQUAPONICS SYSTEMS • Importance of pest identification Check PentairAES.com/workshops • Disease and insect control • Engineering Aquaponics Systems for all workshop details including • Blower selection and sizing • Nutrient dynamics • Total Dynamic Head (TDH) dates, times and locations! • Pipe sizing and flow For more information about educational courses offered by Pentair Aquatic Eco-Systems, please email [email protected]. Web: PentairAES.com/workshops Email: [email protected] 2395 Apopka Blvd., Apopka, FL 32703 16 AQUAPONICS Aquaponics System AQUAPONICS SYSTEM 800 DESIGNED HERE NEW! The Pentair Aquaponics System 800 utilizes an integrated design to deliver a Sweetwater Low-Space Bioreactor controlled and balanced growing environment for both fish and plants. This system* features a mix of state-of-the-art equipment and a full complement of • Fully automatic, self-adjusting and continuously self-cleaning. -
Comparisons Between Aquaponic and Conventional Hydroponic Crop Yields: a Meta-Analysis
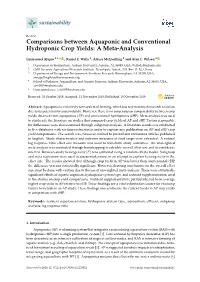
sustainability Review Comparisons between Aquaponic and Conventional Hydroponic Crop Yields: A Meta-Analysis Emmanuel Ayipio 1,2,* , Daniel E. Wells 1, Alyssa McQuilling 3 and Alan E. Wilson 4 1 Department of Horticulture, Auburn University, Auburn, AL 36849, USA; [email protected] 2 CSIR-Savanna Agricultural Research Institute, Nyankpala-Tamale, P.O. Box TL 52, Ghana 3 Department of Energy and Environment, Southern Research, Birmingham, AL 35205, USA; [email protected] 4 School of Fisheries, Aquaculture, and Aquatic Sciences, Auburn University, Auburn, AL 36849, USA; [email protected] * Correspondence: [email protected] Received: 22 October 2019; Accepted: 11 November 2019; Published: 19 November 2019 Abstract: Aquaponic is a relatively new system of farming, which has received much research attention due to its potential for sustainability. However, there is no consensus on comparability between crop yields obtained from aquaponics (AP) and conventional hydroponics (cHP). Meta-analysis was used to synthesize the literature on studies that compared crop yields of AP and cHP. Factors responsible for differences were also examined through subgroup analysis. A literature search was conducted in five databases with no time restriction in order to capture any publication on AP and cHP crop yield comparisons. The search was, however, limited to journal and conference articles published in English. Study characteristics and outcome measures of food crops were extracted. A natural log response ratio effect size measure was used to transform study outcomes. An unweighted meta-analysis was conducted through bootstrapping to calculate overall effect size and its confidence interval. Between-study heterogeneity (I2) was estimated using a random effects model. -
Aquaponics Plant Side: Substrates, Biomass, Pest Management, and Lighting Options D
Aquaponics Plant Side: Substrates, Biomass, Pest Management, and Lighting Options D. Allen Pattillo Aquaculture Extension Specialist Iowa State University Nutrient management/ effluent 90% Less water mitigation consumption Plants grow 2x as fast Soil pathogens eliminated Year round production possible Plants can be grown 75% smaller footprint at desired height Less space required per plant No weeding!!!! Vertical production allows more efficient use of space Prolonged individual plant life Hydroponic Unit • Where the plants are grown • Must maintain moisture and high oxygen concentrations for plant roots • Options: • Floating raft • Flood and drain • Nutrient film technique • Towers • Aeroponics Cucumbers in a slab production system System design Drainage- Collection channels Drainage- Perforated plastic Drainage- Slope towards Drain or Drain Pipe Irrigation • The irrigation for a hydroponic bag/bucket system is relatively simple: • Filter • Acid injector (if needed) • Fertilizer proportioners • Aquaponics slightly more complicated • Inflowing water must be clairified • Delivery tubes must be oversized to prevent clogging from bacteria Emitters for Hydroponics • Use oversized pipes to reduce the effects of biofouling • dissolved organic matter promote the growth of filamentous bacteria • restricts flow within pipes • Spaghetti tubes will likely clog • Tilapia in drain lines reduce biofouling by grazing on bacteria • Pipes downstream from solids removal are less likely to clog • Lower water temperatures reduce biofouling Slab -

Ore Bin / Oregon Geology Magazine / Journal
Vol. 23, No.7 THE ORE.-BIN 65 July 1961 STATE OF OREGON DEPARTMENT OF GEOLOGY AND MINERAL INDUSTRIES Head Office: 1069 State Office Building, Portlard 1, Oregon Telephone: CApitol 6-2161, Ext. 488 Field Offices 2033 First Street 239 S. E. "H" Street Baker Grants Pass * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * * PERLITE OCCURRENCES IN SOUTHEASTERN KLAMATH AND SOUTHWESTERN LAKE COUNTIES, OREGON by Norman V. Peterson* A preliminary study of perlite occurrences in southeastern Klamath and southwestern Lake Counties was made by the writer during 1960 while extending the reconnaissance mapping of the Lakeview uranium area. Large bodies of glassy rhyolite-dacite rocks with associated perlite were found to be widely distributed in Klamath and Lake Counties. This distribution and the possibility of new and larger markets in the lightweight aggregate industry and increasing use of perlite as a filtering medium, made it desirable to delineate and sample the perlite occurrences and to indicate areas of possible commercial importance. The mapping of the rhyolite-dacite rocks was limited generally to the Lakeview uranium area in Lake County and to accessible areas adjacent to Oregon Highway 66 and the railroad to the west near Bly and Beatty in Klamath County. Detailed work will surely show more outcrops of the glassy rhyolite-dacite rocks and associated perlite occurrences. Definition of Perlite Strictly defined, perlite is a volcanic glass having numerous concentric cooling cracks which give rise to a perlitic structure (concentric onion-I ike partings). Most perl ites have a water con tent that is greater than normal obsidian and an overall composition that varies between rhyol itic and dacitic. -

STUDY of CHEMICAL and PHYSICAL PROPERTIES of PERLITE and ITS APPLICATION in INDIA Mueena Samar1, Dr
STUDY OF CHEMICAL AND PHYSICAL PROPERTIES OF PERLITE AND ITS APPLICATION IN INDIA 1 2 Mueena Samar , Dr. Shweta Saxena 1Assistant Professor Department of Engineering Chemistry, Vedant College of Engineering and Technology, Bundi, Rajasthan,(India) 2 Asso. Prof. Department of Engineering Chemistry, Maa Bharti Girls College, Kota, Rajasthan,(India) ABSTRACT Perlite is not a trade name but a generic term for naturally occurring siliceous volcanic rock. The distinguishing feature which sets Perlite apart from other volcanic glasses is that when heated to a suitable point in its softening range, it expands four to twenty times of its original volume. Perlite is amorphous volcanic glass that has relatively high water content, typically formed by the hydration of obsidian. It occurs naturally and has the unusual property of greatly expanding when heated sufficiently. Perlite is an industrial mineral and a commercial product useful for its light weight after processing. Perlite is a non-renewable resource. The world reserves of Perlite are estimated at 700 million tones. In 2011, 1.7 million tons were produced, mostly by Greece (500,000 t), United States (375,000 t) and Turkey (220,000 t). However, no information for China – a leading producer was available.[1] Perlite can be substituted for all of its uses. Substitutes include: Diatomite, Expanded clay, Shale Pumice, slag, Vermiculite.[2] The chemical composition of Perlite are: 70–75% Silicon Oxide: SiO2,12–15% Aluminum Oxide:Al2O3, 3–4% Sodium oxide: Na2O, 3–5% Potassium Oxide: K2O, 0.5-2% Iron oxide: Fe2O3, 0.2–0.7% Magnesium oxide: MgO, 0.5–1.5% Calcium oxide CaO 3–5% loss on ignition (chemical / combined water). -

Durability Study on Light Weight Bricks Using Perlite and Lime Material
International Conference on Recent Trends in Civil Engineering, Technology and Management (ICRTCETM-2017) DURABILITY STUDY ON LIGHT WEIGHT BRICKS USING PERLITE AND LIME MATERIAL L.Arun raja, K.Kesavan, Assistant professor, U.G Scholar, Department of Civil Engineering Department Of Civil Engineering P.S.R Engineering College, P.S.R Engineering college, Sivakasi,india K.Malarmannan., U.G Scholar, Department Of Civil Engineering P.S.R Engineering college, Sivakasi,india Abstract— The aim of this study is Keywords—Expanded Perlite,Lime Powder,Water;Specific gravity;bulk density,Water investigation of brick reproducibility using expanded absorption. perlite aggregate as the main raw material. 1.INTRODUCTION Engineering parameters such as weight per unit of volume, mechanical strength of produced control 1.1 GENERAL brick with a dimension of 190 x 90 x 90 mm were determined and optimized. The chemical composition Perlite is used in various areas such as of perlite are 70-75 % silicon oxide (SiO2), 12-15 % construction materials, agriculture, medical and Aluminium Oxide (Al2O3), 3-4 % Sodium oxide chemical industry. Moreover, expanded perlite (Na2O), 3-5 % Potassium oxide (K2O), 0.5-2 % Iron aggregate (EPA) has been used within the oxide(Fe2O3), 0.2-0.7 % Magnesium oxide (MgO), constructional elements such as brick, plaster, pipe, 0.5-1.5 % Calcium oxide (CaO), 3-5 % loss on wall and floor block; however has not been ignition (chemical / combined water). Its thermal, industrially utilized in concrete yet. EPA is a heat lightness, and acoustic insulation properties make and sound insulator, and lightweight material which perlite an excellent material to be used as lightweight ensures economic benefits in constructions. -

Hess Perlite Grade 270E
TECHNICAL DATA: HESS EXPANDED PERLITE GRADES Hess Perlite Grade 270E EXPANDED PARTICLE SIZE SPEC GRADE 270E DESCRIPTION Perlite ore is a glassy volcanic rock with a SIZE ALLOWABLE vitreous, pearly luster and a characteris- MICRON U.S. MESH PERCENT PASSING tic concentric or perlitic fracture. Closely 595 30 69-100 related to pumice, it diers from other 149 100 0-49 volcanic glasses principally in its com- TEST METHOD: C29 bined water content, which produces the unusual characteristic of expanding, or “popping,” up to 20 times its original EXPANDED LOOSE BULK DENSITY GRADE 270E volume upon being exposed to rapid, 5-6 lbs/per cubic foot controlled heating. Rapidly heating perlite ore to temperatures of about CHEMICAL COMPOSITION AND PHYSICAL PROPERTIES 900°C (1,700°F) soens the volcanic Chemical Name: Sodium Potassium Aluminum Silicate glass, causing entrapped water molecules in the rock to turn to steam and expand TYPICAL ANALYSIS GENERAL PROPERTIES the particles like popcorn. e resulting • Silicon Dioxide: 76.5% • Appearance: White Powder, Odorless expanded particles—actually clusters of • Aluminum Oxide: 13.5% • Refractive Index: 1.5 minute glass bubbles—are spherical in shape, usually uy or frothy, highly • Potassium Oxide: 4.65% • Hardness (MOHS): 5.5 porous due to a foam-like cellular • Sodium Oxide: 3.34% • pH: Neutral internal structure, and have a very low • Iron Oxide: 1.18% • Fusion Point: 1260 degrees C (2300F) density. • Calcium Oxide: 0.89% • Flash Point: Non-amable GRADE APPLICATIONS • Titanium Oxide: 0.8% • Specic Gravity: -
Mineral Commodity Summaries 2020
U.S. Department of the Interior U.S. Geological Survey MINERAL COMMODITY SUMMARIES 2020 Abrasives Fluorspar Mercury Silicon Aluminum Gallium Mica Silver Antimony Garnet Molybdenum Soda Ash Arsenic Gemstones Nickel Stone Asbestos Germanium Niobium Strontium Barite Gold Nitrogen Sulfur Bauxite Graphite Palladium Talc Beryllium Gypsum Peat Tantalum Bismuth Hafnium Perlite Tellurium Boron Helium Phosphate Rock Thallium Bromine Indium Platinum Thorium Cadmium Iodine Potash Tin Cement Iron and Steel Pumice Titanium Cesium Iron Ore Quartz Crystal Tungsten Chromium Iron Oxide Pigments Rare Earths Vanadium Clays Kyanite Rhenium Vermiculite Cobalt Lead Rubidium Wollastonite Copper Lime Salt Yttrium Diamond Lithium Sand and Gravel Zeolites Diatomite Magnesium Scandium Zinc Feldspar Manganese Selenium Zirconium Cover: Minerals play an integral part in all aspects of our lives. In this rural setting, minerals provide nutrients, such as nitrogen, phosphorus, potassium, and a host of micronutrients essential to maximize crop yields to ensure reliable food supplies. Various metals and other mineral materials are required to build the harvesters shown, in addition to the equipment needed to prepare the fields for and to plant these crops. Open spaces are ideal for wind farms, comprising myriad wind turbines that require numerous mineral materials for the actual structures as well as the infrastructure to transmit the electrical power produced to consumers across the nation. (Image provided as a courtesy of John Deere.) U.S. Department of the Interior U.S.