École De Technologie Supérieure Université Du Québec
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

810 Hand and Power Tool Safety
Hand and Power Tool Safety Hand and power tools can be very hazardous in construction and have the potential for causing severe injuries when used or maintained improperly. Special attention toward hand and power tool safety is necessary in order to reduce or eliminate these hazards. This course is designed to present to employees and employers a summary of the basic safety procedures and safeguards associated with hand and portable power tools. This page intentionally blank OSHAcademy Course 810 Study Guide [Hand and Power Tool Safety] Copyright © 2021 Geigle Safety Group, Inc. No portion of this text may be reprinted for other than personal use. Any commercial use of this document is strictly forbidden. Contact OSHAcademy to arrange for use as a training document. This study guide is designed to be reviewed off-line as a tool for preparation to successfully complete OSHAcademy Course 810. Read each module, answer the quiz questions, and submit the quiz questions online through the course webpage. You can print the post-quiz response screen which will contain the correct answers to the questions. The final exam will consist of questions developed from the course content and module quizzes. We hope you enjoy the course and if you have any questions, feel free to email or call: OSHAcademy 15220 NW Greenbrier Parkway, Suite 230 Beaverton, Oregon 97006 www.oshatrain.org [email protected] +1 (888) 668-9079 Disclaimer This document does not constitute legal advice. Consult with your own company counsel for advice on compliance with all applicable state and federal regulations. Neither Geigle Safety Group, Inc., nor any of its employees, subcontractors, consultants, committees, or other assignees make any warranty or representation, either express or implied, with respect to the accuracy, completeness, or usefulness of the information contained herein, or assume any liability or responsibility for any use, or the results of such use, of any information or process disclosed in this publication. -
Project Book 1-Chapter 5: Power Tools for Fastening and Finishing May 7, 2020
Advanced Woods Project Book 1-Chapter 5: Power Tools for Fastening and Finishing May 7, 2020 10-12 Advanced Woods Project Book 1-Chapter 5 : [May 7, 2020] Objective/Learning Target: Students will learn about different power tools used for fastening and finishing and how to use them properly. Power Tools for finishing and fastening What You Now Know -How to safely and effectively operate some power tools -The importance of safety when operating power tools What You Will Know -Which power tools to use during fastening and finishing processes -How to safely and effectively operate common finishing and fastening power tools 3 Introduction to Power tools -Driven by electric motors, batteries, or compressed air -Corded or cordless -Proper safety procedures must be followed -Appropriate PPE must be worn -Never use any power tool without proper training. 4 Power tool safety Avoiding Electric Shock -Any exposure to electric shock can be dangerous. -Nearly all shocks can be avoided. -Some tools are double insulated—two-pronged plug. -Some have a ground wire on the inside of the tool—three-pronged plug. -Avoid using power tools in damp places. 5 Power Tool safety Continued Safety Tags Do not put tools that need repair back on the shelf. Mark defective tools with a tag. ― List what is wrong with the tool. ― Write “Do Not Use” on the tag. 6 Power Drill Rotates a bit at a high rate of speed Used to create holes and to prevent materials from splitting Corded or battery powered Many have variable speed settings D-shaped or L-shaped handles Different sized -

Hand + Powertools Protocols + Training
Computation & Construction Lab Safety Protocol + Tool SpecificTraining Table of Contents Safety Protocols 2 Personal Protective Equipment 3 Environment + Health Requirements 4 Reporting Accidents 5 Protection + Culture Tool Specific Training 7 Table Saw 10 Miter Saw 13 Jig Saw 16 Bandsaw 18 Reciprocating Saw 20 Circular Saw 22 Scroll Saw 25 Drill Press 28 Hand Router 31 Drill 33 Nail Gun 35 Combo Sander 38 Belt + Palm Sander Safety Protocols 1 Safety | Personal Protective Equipment Ear Protection • Use earplugs/earmuffs in high noise work areas where chainsaws or heavy equipment are used; clean or replace earplugs regularly. Work Gloves • Gloves should fit snugly. • Workers should wear the right gloves for the job (examples: heavy-duty rubber gloves for concrete work; welding gloves for welding; insulated gloves and sleeves when exposed to electrical hazards). Safety Glasses • Safety glasses or face shields are worn any time work operations can cause foreign objects to get in the eye. For example, during welding, cutting, grinding, nailing (or when working with concrete and/or harmful chemicals or when exposed to flying particles). Wear when exposed to any electrical hazards, including working on energized electrical systems. • Eye and face protectors – select based on anticipated hazards. Masks • Masks are worn to provent airborne dangers and allergens • Masks – select based on anticipated hazards. N95 recommended for anything with Silica. • Do not wear a respirator unless it is properly fitted. Vests • High visibility garments can be defined as clothing designed to make the wearer more visible Foot Protection • Construction workers should wear work shoes or boots with slip-resistant and puncture-resistant soles. -

611 Nail Gun Safety
Nail Gun Safety Nail guns are used every day on many construction jobs, especially in residential construction. They boost productivity but also cause tens of thousands of painful injuries each year. This course is important for construction workers and contractors. It will discuss ways to protect yourself from nail gun injuries. We will also look at the types of training you will need to operate a nail gun on a worksite. Course 611 This page intentionally blank Course 611 OSHAcademy Course 611 Study Guide Nail Gun Safety Copyright © 2021 Geigle Safety Group, Inc. No portion of this text may be reprinted for other than personal use. Any commercial use of this document is strictly forbidden. Contact OSHAcademy to arrange for use as a training document. This study guide is designed to be reviewed off-line as a tool for preparation to successfully complete OSHAcademy Course 611. Read each module, answer the quiz questions, and submit the quiz questions online through the course webpage. You can print the post-quiz response screen which will contain the correct answers to the questions. The final exam will consist of questions developed from the course content and module quizzes. We hope you enjoy the course and if you have any questions, feel free to email or call: OSHAcademy 15220 NW Greenbrier Parkway, Suite 230 Beaverton, Oregon 97006 www.oshatrain.org [email protected] +1 (888) 668-9079 Disclaimer This document does not constitute legal advice. Consult with your own company counsel for advice on compliance with all applicable state and federal regulations. Neither Geigle Safety Group, Inc., nor any of its employees, subcontractors, consultants, committees, or other assignees make any warranty or representation, either express or implied, with respect to the accuracy, completeness, or usefulness of the information contained herein, or assume any liability or responsibility for any use, or the results of such use, of any information or process disclosed in this publication. -

Technical Guide For: Noise Control – Engineering Controls, Work Practices, & Administrative Controls
Technical Guide for: Noise Control – Engineering Controls, Work Practices, & Administrative Controls Table of Contents Noise Control Basics ..................................................................................................................................... 2 There are four basic principles of noise control: ........................................................................................... 2 Noise controls from OTI class 521 ............................................................................................................... 3 Noise controls from NIOSH ......................................................................................................................... 7 Noise Control: A guide for workers and employers ................................................................................... 13 Case Studies of Successful Engineering Control and Work Practices ...................................................... 138 Pallet Manufacturer Noise Controls Case Study ................................................................................... 138 Pallet Disassembly & Repair Facility Noise Controls Case Study ....................................................... 145 Metal Recycler Shaker Table Noise Controls Case Study .................................................................... 157 Case Study – Vacuum Pump Noise ...................................................................................................... 160 Edge Bander and Wood Grinder Noise Control Case Study ............................................................... -

1. Hand Tools 3. Related Tools 4. Chisels 5. Hammer 6. Saw Terminology 7. Pliers Introduction
1 1. Hand Tools 2. Types 2.1 Hand tools 2.2 Hammer Drill 2.3 Rotary hammer drill 2.4 Cordless drills 2.5 Drill press 2.6 Geared head drill 2.7 Radial arm drill 2.8 Mill drill 3. Related tools 4. Chisels 4.1. Types 4.1.1 Woodworking chisels 4.1.1.1 Lathe tools 4.2 Metalworking chisels 4.2.1 Cold chisel 4.2.2 Hardy chisel 4.3 Stone chisels 4.4 Masonry chisels 4.4.1 Joint chisel 5. Hammer 5.1 Basic design and variations 5.2 The physics of hammering 5.2.1 Hammer as a force amplifier 5.2.2 Effect of the head's mass 5.2.3 Effect of the handle 5.3 War hammers 5.4 Symbolic hammers 6. Saw terminology 6.1 Types of saws 6.1.1 Hand saws 6.1.2. Back saws 6.1.3 Mechanically powered saws 6.1.4. Circular blade saws 6.1.5. Reciprocating blade saws 6.1.6..Continuous band 6.2. Types of saw blades and the cuts they make 6.3. Materials used for saws 7. Pliers Introduction 7.1. Design 7.2.Common types 7.2.1 Gripping pliers (used to improve grip) 7.2 2.Cutting pliers (used to sever or pinch off) 2 7.2.3 Crimping pliers 7.2.4 Rotational pliers 8. Common wrenches / spanners 8.1 Other general wrenches / spanners 8.2. Spe cialized wrenches / spanners 8.3. Spanners in popular culture 9. Hacksaw, surface plate, surface gauge, , vee-block, files 10. -

Staple Nail Gun
WHAT’S IN THE BOX STAPLE NAIL GUN 12V Lithium Ion Cordless Staple Nail Gun INSTRUCTION MANUAL SPECIFICATIONS Voltage: 12V Impact Rate: 30/min Max. Capacity: 90 x Staples 90 x Nails Staple Size: T50 18 gauge 8-16mm 400 x T50 Staples Nail Size: C1 Brad 18 gauge 15mm Weight: 1.2kg ozito.com.au 100 x C1 Brad Nails ZLSGS-012 WARRANTY IN ORDER TO MAKE A CLAIM UNDER THIS The benefits provided under this warranty are in addition to other rights and remedies which are available to you at law. WARRANTY YOU MUST RETURN THE PRODUCT Our goods come with guarantees that cannot be excluded TO YOUR NEAREST BUNNINGS WAREHOUSE WITH at law. You are entitled to a replacement or refund for a major YOUR BUNNINGS REGISTER RECEIPT. PRIOR TO failure and for compensation for any other reasonably foreseeable RETURNING YOUR PRODUCT FOR WARRANTY loss or damage. You are also entitled to have the goods repaired or replaced if the goods fail to be of acceptable quality and the PLEASE TELEPHONE OUR CUSTOMER SERVICE failure does not amount to a major failure. HELPLINE: Generally you will be responsible for all costs associated with a claim under this warranty, however, where you have suffered Australia 1800 069 486 any additional direct loss as a result of a defective product you New Zealand 0508 069 486 may be able to claim such expenses by contacting our customer service helpline above. TO ENSURE A SPEEDY RESPONSE PLEASE 3 YEAR REPLACEMENT WARRANTY HAVE THE MODEL NUMBER AND DATE OF Your product is guaranteed for a period of 36 months from the PURCHASE AVAILABLE. -

18V EP Nailer R18NL
ORIGINAL INSTRUCTIONS 18V EP Nailer R18NL Important! It is essential that you read the instructions in this manual before operating this machine. Subject to technical modifications. Fig. 1 1 2 3 4 13 12 5 6 inch 5 4 11 3 2 1 6 1 7 8 10 9 1 Fig. 2 Fig. 3 16 2 15 15 14 Fig. 4 Fig. 5 5 17 9 6 inch 9 64 inch 2 Fig. 6 1 2042 315 4264 53 64 6 inch inch inch Fig. 7 18 Fig. 8 20 21 1 23 19 22 12 3 Fig. 9 Fig. 10 24 10 4 2 3 4 5 Fig. 11 1 2 3 4 5 6 inch 13 Fig. 12 5 3 2 1 2042 315 4264 53 64 6 inch inch inch 1 18 4 25 11 26 tool. Do not use a power tool while you are GENERAL POWER TOOL SAFETY WARNINGS tired or under the influence of drugs, alcohol or medication. A moment of inattention while WARNING operating power tools may result in serious personal injury. Read all safety warnings and all instructions. Failure to follow the warnings and instructions may result in b) Use personal protective equipment. Always electric shock, fire and/or serious injury. wear eye protection. Protective equipment such as dust mask, non-skid safety shoes, hard hat or hearing protection used for appropriate conditions Save all warnings and instructions for future reference. will reduce personal injuries. The term “power tool’’ in the warnings refers to your c) Prevent unintentional starting. Ensure the mains-operated (corded) power tool or battery-operated switch is in the off-position before connecting (cordless) power tool. -
Fema National Us& R Response System Structural Collapse Technician Train-The-Trainer 9-99 Module 2
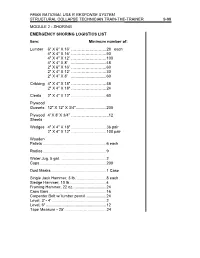
FEMA NATIONAL US& R RESPONSE SYSTEM STRUCTURAL COLLAPSE TECHNICIAN TRAIN-THE-TRAINER 9-99 MODULE 2 - SHORING EMERGENCY SHORING LOGISTICS LIST Item: Minimum number of: Lumber 6" X 6" X 16' ………………………28 each 4" X 4" X 16' ………………………50 4" X 4" X 12' ………………………100 4" X 4" X 8' ................................48 2" X 6" X 16' ………………………60 2" X 4" X 12' ………………………30 2" X 4" X 8' ................................60 Cribbing 4" X 4" X 18" ………………………48 2" X 4" X 18" ………………………24 Cleats 2" X 4" X 12" ………………………60 Plywood Gussets 12" X 12" X 3/4"............................200 Plywood 4' X 8' X 3/4" ………………………..12 Sheets Wedges 4" X 4" X 18" ………………………36 pair 2" X 4" X 12" ………………………100 pair Wooden Pallets ..........................................................6 each Radios..........................................................9 Water Jug, 5 gal. .........................................2 Cups.............................................................200 Dust Masks ..................................................1 Case Single Jack Hammer, 3 lb. ...........................8 each Sledge Hammer, 10 lb..................................4 Framing Hammer, 22 oz...............................24 Crow Bars ....................................................16 Carpenter Belt w/ lumber pencil ...................24 Level, 3' - 4'..................................................2 Level, 6" .......................................................12 Tape Measure - 25' …………………………..24 FEMA NATIONAL US& R RESPONSE SYSTEM STRUCTURAL COLLAPSE TECHNICIAN TRAIN-THE-TRAINER -

List of Items Allowed and Prohibitted in Carry on Baggage and Checked Baggage
LIST OF ITEMS ALLOWED AND PROHIBITTED IN CARRY ON BAGGAGE AND CHECKED BAGGAGE SHARP OBJECTS Carry On Checked Baggage Baggage Callus Remover NO YES Nail Clipper NO YES Metal Nail Filer NO YES Metal Nail Filer NO YES Knitting Point NO YES Eyelash Curler NO YES Scalpels, Scalpel Blades and/or Crafting Knifes NO YES Knifes of any kind (including plastic utensils) NO YES Box Openers NO YES Cigar Cutter NO YES Shavers of any size NO YES Axe NO YES Tweezers NO YES Umbrellas of any size NO YES Scissors of any kind or size (this includes plastic and round NO YES tip) Swords and/or Machete NO YES Corkscrew NO YES Ice Axes NO YES NOTE: Any sharp objects in your checked in baggage must be placed in a bag and/or wrapped firmly, to prevent injury to baggage dispatchers and security inspectors. 1 LIQUIDS, AEROSOLS AND GELS Carry On Checked Baggage Baggage (L.A.G) Oils NO YES Water NO YES Alcohol NO YES Stews NO YES Soup NO YES Syrups NO YES Jams NO YES Pasta NO YES Salsa NO YES Toothpaste of any kind NO YES Perfume and cologne of any kind NO YES Shaving cream or shaving gel NO YES Gel or liquid deodorant NO YES Liquid lipstick and/or Lip Balm NO YES Hair gel NO YES Shampoo and Conditioner (this includes for animals as NO YES well) Liquid soap NO YES Eye contact cleaner NO YES Liquid or paste make-up remover NO YES Paint and metal cleaners and removers NO YES NOTE: 1. -

Frederick Randolph - Recovered Stolen Items - Warehouse
FREDERICK RANDOLPH - RECOVERED STOLEN ITEMS - WAREHOUSE ITEM N0. DESCRIPTION MAKE MODEL NO. SERIAL NUMBER MISC. 1W MOTORCYCLE HONDA CR125 JH2JE0108RM502546 2W QUAD HONDA 200SX JH3TE030SGK024952 3W WHITE STOVE GE JBP27WL1WW LM163321P 4W WHIRE DRYER EURO TECH 20071000190-0204-77001-04 5W BLACK WASHER KENMORE ELITE H5 11087086601 MU2105854 6W WHITE WASHER EURO TECH 2007120404048 - 020477001-04 7W BLACK RANGE TOP GE PROFILE JGP940BEK2BB GM708930Q 8W WHITE DISHWASHER GE GSD2300N00CC HM711448B 9W STAINLESS DISHWASHER WHIRLPOOL DU915PWSS0 FU1615967 10W BLACK WASHER KENMORE ELITE H5 47085 CSU0921880 11W WHITE TUB / SHOWER G500 578301154 12W BIEGE STOVE GE JBP27CL1CC HM160349P 13W DOUBLE WALL OVEN S.S. GE JTP5SS0M1SS MM606209Q 14W RED WELDER LINCOLN 41960904278 15W YELLOW GENERATOR WACKER 578301154 16W BLACK GENERATOR POWERMATE 185432 99102049 17W RED 6.5 HP GENERATOR NIKOTA N0500882076 18W PUMP WISCONSIN QP301TA 301TA-174 19W BLACK GENERATOR DAYTON 4W113D 1201842 8000 WATT 20W YELLOW WET SAW FELKER 111983 21W RED GENERATOR EASTERN TOOLS & EQUIP 178F 1841 22W BLACK GENERATOR POWERMATE PM0545003 97241171 23W YELLOW GENERATOR WACKER G25A 9256 24W AIR COMPRESSOR BLUE JENNY KU D120105027 25W AIR COMPRESSOR UST 1106C N/A 26W AIR COMPRESSOR FORGE PRO 92019 N/A 27W AIR COMPRESSOR CRAFTSMAN 2402205641 28W AIR COMPRESSOR POWERMATE BS0880504 E1100219 29W AIR COMPRESSOR KOBALT 037785 30W AIR COMPRESSOR HUSKY E1059714 31W AIR COMPRESSOR EMGLO BM10-176 32W AIR COMPRESSOR DEWALT 33W PUMP TSURUMI EPT3-50HA GCACK1020311 ITEM N0. DESCRIPTION MAKE MODEL NO. SERIAL -

Third of Five Equipment Blowout Auctions in West Sacramento, California
09/29/21 04:19:23 Third of Five Equipment Blowout Auctions in West Sacramento, California Auction Opens: Tue, Jul 26 9:00am Auction Closes: Thu, Jul 28 9:00am Lot Title Lot Title 1001 Oxy-Acetylene Torch with (4) Regulators 1027 Milwaukee 0234-1 Magnum Hole Shooter VSR 1002 APT 60 LB Jackhammer Model 160 with (3) 1/2" Drill Bits 1028 Milwaukee 0234-1 Magnum Hole Shooter VSR 1003 (8) Assorted Caulking and Epoxy Guns 1/2" Drill 1004 Bundle of Air Hose Restraints and Coils of Wire 1029 Makita 6906 - 3/4" Impact Wrench 1005 24' Telescoping Fiberglasss Window Hook 1030 (2) Electric Hand Sanders 1006 Spectra Transit Tripod with (3) Rods 1031 Makita 9924D8 - 3" Belt Sander 1007 Saw Blades, Carborundum Blades and Grinding 1032 Makita 9900B - 3" Belt Sander Wheels 1033 Makita 1900B - 3" Power Planer 1008 Black and Decker Jig Saw in Case 1034 DeWalt DW887 - 1 1/2" Die Grinder 1009 Porter Cable Model 555 Plate Joiner in Case 1035 Makita 9527NB - 4.5" Angle Grinder 1010 Little Giant Ladder System Type 1A 1036 Snapper Steelhead 55404 Power Shear 1011 Milwaukee Hole Hawg HD 1/2" Angle Drill 1037 4.5" Angle Grinder 1012 Milwaukee Magnum 1/2" Reversible Drill 1038 Campbell Hansfeld Air Impact Gun 1013 Milwaukee 400 Watt Heat Gun 1039 Bosch 11224VSR Bulldog' Roto-Hammer 1014 Milwaukee HD Variable Speed 1/2" Drill 1040 Milwaukee Heavy Duty Sawzall 1015 DeWalt DW274 VSR Drywall Screw Driver 1041 Milwaukee Heavy Duty Sawzall 1016 DeWalt DW059 Cordless Heavy Duty 1/2" 1042 Milwaukee Heavy Duty Sawzall Impact Wrench 1043 Milwaukee Heavy Duty Sawzall 1017 DeWalt