DOCUMENT RESUME CE 043 340 TITLE the Use of Hand Tools In
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Carpentry Tool List 2018-2019
Carpentry Tool List 2021-2022 PLEASE NOTE: This Tool list/ pricing is subject to change. Students are encouraged to check with their instructor during the summer months to see if the tool list has been updated. Below are the contacts for the freshmen instructors: Dan Noel: [email protected] Timothy Draper: [email protected] Tool Description /suggested brands (Brand not mandatory) Estimated Cost ($) 1. Calculator/ Construction Master 39.00 2. 16oz Plumb Bob/ Swanson 12.60 3. 12” Combination Square/ Swanson 9.98 4. Framing Square/ high visibility / Johnson (*must have a rafter table on it*) 9.36 5. 30 foot retractable tape measure / Stanley 25.47 6. 100 foot steel tape / Stanley 26.72 7. Sliding T-bevel/ Johnson 9.84 8. Chalk Line/ Stanley FatMax 100’ line w/ red or blue chalk 12.98 9. Dry Line #18 x 250’ 12.98 10. Crosscut Handsaw (suggested 12 point, 20” long)/ Stanley or Irwin 23.52 11. Drywall Saw/ Stanley Jab Saw 12.31 12. 12 inch Steel Spackling Mud Pan/ Wal-board 13.98 13. Drywall Knives/ Wal-board/ 4” ($8.95), 6” ($9.50) 8” ( $10.00) & 10” ($11.50) 38.00 14. 10 ounce Caulk Gun/ Workforce 13.97 15. 3 Piece Nail Set/ DeWalt 8.97 16. ½” Countersink or rosebud bit 5.00 17. Pencil Compass/ Scriber/ General Tool 843/1 3.00 18. 10” Cat’s Paw (nail puller) Bostitch 12.98 19. 15” Wonder Bar/ Flat Bar/ Vaughan 12.98 20. Utility Knife (with retractable blade)/ Stanley 3.98 21. Coping Saw w/replacement blades/ Irwin 5.98 22. -

American FLAT BOW
OUTDOOR SPORTS Now you can shoot THE NEW American FLAT BOW HEN the white man provided the American Indian with a cheap trade musket in place of his native bow and arrow, he saved himself a good deal of grief, for had the red man de- velopewd his weapon along a logical path he might have arrived at an approximation of the bow we now know as the "semi- Indian," "flat," or "American" bow. With such a bow he could have shot with accuracy at a hundred yards (about the extreme The completed bow bends accurate range of the long rifle), and could have delivered ar- perfectly, shoots far, rows faster than any frontier scout could load his rifle. and hits hard. Robin Hood himself never had Any home workman, equipped with ordinary tools, can readily so scientific a weapon. build the most modern and most efficient bow yet designed. The This illustration shows best material for the amateur is the imported wood known as the bow drawn back al- "lemonwood." It can be worked almost entirely by measure- most to the "full draw" ment, without much regard to the grain. California yew and Osage orange probably make a better bow, but not for the inexperienced builder. Lemonwood can be had from most dealers in archery sup- plies, either in the rough stave or cut to approximate outline. The price ranges from about $1.75 to $3. In ordering you should be careful to say you need a wide stave for a flat bow. The dimensions given are for a bow 5 ft. -

Carpenters of Japanese Ancestry in Hawaii Hisao Goto Kazuko
Craft History and the Merging of Tool Traditions: Carpenters of Japanese Ancestry in Hawaii Hisao Goto Kazuko Sinoto Alexander Spoehr For centuries the Japanese have made extensive use of wood as the main raw material in the construction of houses and their furnishings, temples, shrines, and fishing boats. As a wood-worker, the carpenter is one of the most ancient of Japanese specialists. He developed a complex set of skills, a formidable body of technical knowledge, and a strong tradition of craftsmanship to be seen and appreciated in the historic wood structures of contemporary Japan.1 The first objective of this study of carpenters of Japanese ancestry in Hawaii is to throw light on how the ancient Japanese craft of carpentry was transplanted from Japan to a new social, cultural, and economic environment in Hawaii through the immigration of Japanese craftsmen and the subsequent training of their successors born in Hawaii. Despite its importance for the understanding of economic growth and develop- ment, the craft history of Hawaii has not received the attention it deserves. The second objective of the study is more anthropological in nature and is an attempt to analyze how two distinct manual tool traditions, Japanese and Western, met and merged in Hawaii to form a new composite tool tradition. This aspect of the study falls in a larger field dealing with the history of technology and of tool traditions in general. Carpentry today, both in Japan and in the United States, relies heavily on power rather than hand tools. Also, carpenters tend to be specialized, and construction is to a major degree a matter of assembling prefabricated parts. -

ADB Staked Armchair
STAKED ARMCHAIR Chapter 2 Armbows are diff icult creatures. here’s something about building an armchair that tips the mental scales for many woodworkers. Making a stool is easy – it’s a board withT legs. OK, now take your stool and add a backrest to it. Congrats – you’ve made a backstool or perhaps a side chair. But once you add arms to that backstool you have committed a serious act of geometry. You’ve made an armchair, and that is hard-core angle business. Yes, armchairs are a little more complicated to build than stools or side chairs. But the geometry for the arms works the same way as it does for the legs or the spindles for the backrest. There are sightlines and re- sultant angles (if you need them). In fact, I would argue that adding arms to a chair simplifies the geometry because you have two points – the arm and the seat – to use to gauge the angle of your drill bit. When you drill legs, for example, you are alone in space. OK, I’m getting ahead of myself here. The key point is that arms are no big deal. So let’s talk about arms and how they should touch your back and your (surprise) arms. Staked Armchair all sticks are on 2-3/4" centers 2-3/4" 4-1/2" 3-1/2" 65° 38° 2-1/2" 2-1/2" CHAPTER II 27 Here. This is where I like the back of the armbow to go. Its inside edge lines up with the outside edge of the seat. -

Pad Foot Slipper Foot
PAD FOOT SLIPPER FOOT The most familiar foot of the To me, the slipper foot is the three, the pad foot has plenty most successful design for of variations. In the simplest the bottom of a cabriole leg, and most common version the especially when the arrises 3 rim of the foot is ⁄4 in. to 1 in. on the leg are retained and off the floor and its diameter gracefully end at the point is just under the size of the of the foot. There’s a blend leg blank. A competent 18th- of soft curves and defined century turner easily could edges that just works. This have produced it in less than particular foot design was 5 minutes, perhaps explaining taken from a Newport tea its prevalence. This is my table in the Pendleton House interpretation of a typical New collection at the Rhode Island England pad foot. School of Design Museum. 48 FINE WOODWORKING W270BR.indd 48 7/3/18 10:24 AM A step-by-step guide to creating three distinct period feet for the cabriole leg BY STEVE BROWN One Leg, Three Feet n the furniture making program at North Bennet Street School, students usually find inspiration for Itheir projects in books from our extensive library. They’ll find many examples of period pieces, but SLIPPER FOOT TRIFID FOOT they’ll also find more contemporary work. What they won’t find is any lack of possibilities. Sometimes limit- To me, the slipper foot is the The trifid foot is similar to the ing their options is the hard part. -

Practical Woodwork Worksheet 1
Practical Woodwork Worksheet 1 1. Tick () the correct answer. (a) Which man-made board is shiny on one side and textured (rough) on the other? 1 Blockboard Chipboard Plywood Hardboard (b) Which material is made from mixing glue with very small pieces of wood? 1 Acrylic Chipboard Plastic Laminate Plywood 2. Tick () the correct answer. (a) This woodwork joint is called a: 1 Stopped halving Stopped housing Stopped mortise Stopped rebate Practical Woodwork Worksheet 1 Tick () the correct answer. (b) The process used to make this wooden handle is called: 1 Forming Shaping Turning Twisting 3. Four woodwork joints are shown: (a) Which joint would be most likely to be used to join a rail to a leg of a table? 1 (b) Which joint would be most likely to be used to join a shelf to a side of a cabinet? 1 4. Tick () the correct use for each tool. (a) Boring holes in metal Boring holes in wood 1 Countersinking screw holes Cutting threads in metal. Practical Woodwork Worksheet 1 Tick () the correct use for each tool. (b) 1 Bending a piece of acrylic Hammering in nails Forging a piece of metal Driving a chisel into wood 5. Five saws are shown below. (a) Which saw would be used to cut a large sheet of thick plywood? 1 6. Tick () the correct answer. (a) This is used in a: 1 Milling machine Mortise machine Shaping machine Shearing machine Practical Woodwork Worksheet 1 Tick () the correct use for each tool. (b) This is used in a: 1 Drilling machine Sanding machine Metal lathe Wood lathe (c) The frame shown has just been glued. -

PLUMBING DICTIONARY Sixth Edition
as to produce smooth threads. 2. An oil or oily preparation used as a cutting fluid espe cially a water-soluble oil (such as a mineral oil containing- a fatty oil) Cut Grooving (cut groov-ing) the process of machining away material, providing a groove into a pipe to allow for a mechani cal coupling to be installed.This process was invented by Victau - lic Corp. in 1925. Cut Grooving is designed for stanard weight- ceives or heavier wall thickness pipe. tetrafluoroethylene (tet-ra-- theseveral lower variouslyterminal, whichshaped re or decalescensecryolite (de-ca-les-cen- ming and flood consisting(cry-o-lite) of sodium-alumi earthfluo-ro-eth-yl-ene) by alternately dam a colorless, thegrooved vapors tools. from 4. anonpressure tool used by se) a decrease in temperaturea mineral nonflammable gas used in mak- metalworkers to shape material thatnum occurs fluoride. while Usedheating for soldermet- ing a stream. See STANK. or the pressure sterilizers, and - spannering heat resistantwrench and(span-ner acid re - conductsto a desired the form vapors. 5. a tooldirectly used al ingthrough copper a rangeand inalloys which when a mixed with phosphoric acid.- wrench)sistant plastics 1. one ofsuch various as teflon. tools to setthe theouter teeth air. of Sometimesaatmosphere circular or exhaust vent. See change in a structure occurs. Also used for soldering alumi forAbbr. tightening, T.F.E. or loosening,chiefly Brit.: orcalled band vapor, saw. steam,6. a tool used to degree of hazard (de-gree stench trap (stench trap) num bronze when mixed with nutsthermal and bolts.expansion 2. (water) straightenLOCAL VENT. -

Tool Shed Number 101 April 1998
HED APRIL 1998 ♦ ♦ ♦ A Journal of Tool Collecting published by CRAFTS of New Jersey ♦ ♦ ♦ Primitives by Karl West was asked by Hank Allen to Thomas Granford is very old give my idea of how to and a delight to see. I would I identify a primitive tool. I love to have one, but I don't know, but no one else does wouldn't call it a primitive. either. Whatever I offer as a This starts to help me with description will be argued by my definition. Thomas others, but this will be a good Granford was a planemaker jumping-off place for further which leads us to assume he thought. I guess to start with, to was in the business of paraphrase a line in a song from making and selling planes. Cabaret, "If you could see it in Definition: "A primitive my eyes, it is not ugly at all." tool is one made by a person Primitives are everywhere. because of a need for that In areas of the world such as the tool, but is not a tool that the jungles of South America, there person reproduced for sale." are tribes that are certainly For example, a primitive primitive. Then we could look at could have been made by a Photo 1. A variety of butterises. paintings that we enjoy, that have blacksmith in his regular line been done by people such as of work, but it is not a Grandma Moses, and those are called primitives. But we primitive if he made it each and every day to develop an are interested in primitive tools, and that, to me, doesn't inventory of that tool. -

Download Entire Issue As A
THIS ISSUE’S PROJECT SPOTLIGHT: SOLDERED-SEAM COPPER GLENRIDGE HALL RE-SLATING PROJECT SANDY SPRINGS, GA ROOFS The R.W. Stokes Company, Atlanta, GA • Page 9 Many old slate and tile roofs have low-slope “sol- See page 9 dered-seam” metal roofs abutting or adjoining them. They’re usually found on porches, bay windows, mansard roofs, and two-story additions and are most often made of terne metal pans, and sometimes copper pans, soldered at their flat-lock seams, hence the name “soldered- seam,” “lock-seam,” or “flat-lock” roofs. The best way to repair a leaking soldered- seam metal roof... (CONTINUED ON PAGE 10) Demo soldered-seam copper roof section under con- struction at a workshop conducted by Jenkins Slate Above: Manuel Avila, crew foreman (left); Ron Stokes, owner of The Roofing Services, Grove City, PA, and taught by Keith Schorr of Butler, PA, R.W. Stokes Co., (center); and Juan Avila (right), re-slating Glenridge showing drip edge and one pan installed over rosin paper (above). Hall. Participants included (left to right, below) Doug Lodge, Keith Schorr (with hat), Dave Kunz, Brent Ulisky, Barry Smith, Stacy Moore, and Orion Below: Staggered butt and ragged butt slating styles yield roofs that are Jenkins, all gathered around the finished roof section. This workshop will both functional as well as artistic. See page 3 for hints on how to install soon be available on videotape — stay tuned at jenkinsslate.com. this sort of slate roof. Staggered Butt Slating See page 3 See page 10 Prsrt Std U.S. Postage PAID SlateRoofWarehouse.com Gibsonia, PA Permit No. -
Korowood™ Handrails
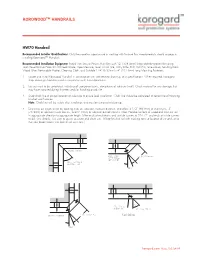
KOROWOOD™ HANDRAILS HW70 Handrail Recommended Installer Qualifications:Only those parties experienced in working with finished fine wood products should engage in installing Korowood™ Handrail. Recommended Installation Equipment: Radial Arm Saw or Power Miter Box with 12” (304.8mm) sharp carbide-tipped Alternating Tooth Bevel-Positive Hook 80-100 teeth blade, Tape Measure, Level, Chalk Line, Utility Knife, Drill, Drill Bits, Screwdriver, Sanding Block, Wood Glue, Removable Marker, Cleaning Cloth, and Suitable 1/4” (6.35mm) x 4” (101.6mm) Long Mounting Fasteners. 1. Locate and install Korowood Handrail in accordance with architectural drawings and specifications. When required, Korogard shop drawings should be used in conjunction with these documents. 2. Lay out work to be completed, including all component parts, along base of substrate (wall). Check material for any damage that may have occurred during shipment and/or handling at job site. 3. Snap chalk line at proper location on substrate to ensure level installation. Chalk line should be calculated to center line of mounting bracket wall fasteners. Note: Chalk line will be visible after installation and must be removed at cleanup. 4. Determine cut length of rail by locating ends on substrate, measure distance, and allow 3-1/2” (88.9mm) at end returns, 3” (76.2mm) at substrate inside corners, and 0” (0mm) at substrate outside corners. Mark Handrail at face of wood and miter-cut rail in appropriate direction to appropriate length. Miter ends at end returns and outside corners to 22-1/2˚ and ends at inside corners to 45˚ (see details). Use care to assure accurate and clean cuts. -
2016 Affinity Tool Works Dealer Price Book Rev 20 Xlsx
2016 PRODUCT CATALOG Prices Effective January 1, 2016 Supersedes all previously dated price lists. No. 20 Prices subject to change without notice. Affinity Tool Works, LLC • 1161 Rankin • Troy, Michigan 48083 Ph(248) 588-0395 • Fax(248) 588-0623 • [email protected] • www.affinitytool.com Pkg www.boratool.com Stock No. Description Part No. List Price Qty BORA Clamps & Vises 540445 4.5" Micro Bar Clamp (2-Pack) 6$ 10.91 540606-S 6" Midi Pistol Grip Clamp 6$ 12.64 540606 6" Midi Pistol Grip Clamp (2-Pack) 6$ 23.64 540612-S 12" Midi Pistol Grip Clamp 6$ 15.45 540612 12" Midi Pistol Grip Clamp (2-Pack) 6$ 30.00 540806 6" Pistol Grip Bar Clamp 6$ 19.09 540812 12" Pistol Grip Bar Clamp 6$ 20.91 540818 18" Pistol Grip Bar Clamp 6$ 28.18 540824 24" Pistol Grip Bar Clamp 6$ 30.00 BORA Specialized Clamps & Vises 540520 20 Piece Mini Spring Clamp Set 1$ 10.00 551025 Corner Clamp 6$ 30.00 551027 Large Vise 6$ 30.00 BORA Angle Master Miter Duplicator for Mitersaws 530301 Angle Master - Miter Duplicator 3$ 65.45 BORA Sharpening Stones 501057 Sharpening Stone-Aluminum Oxide 6" x 2" x 1" 30$ 4.47 501098 Sharpening Stone-Green Silicon Oxide 6" x 2" x 1" 30$ 8.73 501060 Sharpening Stone-Aluminum Oxide 8" x 2" x 1" 30 $ 8.90 Page 2 © 2016 Affinity Tool Works, LLC Pkg Stock No. Description List Price Qty BORA Modular Clamp Edge & Accessories 543100 100" WTX Clamp Edge (50" + 50") 6$ 99.00 543050 50" WTX Clamp Edge 6$ 53.00 543036 36" WTX Clamp Edge 6$ 46.00 543024 24" WTX Clamp Edge 6$ 40.00 Kits: 543300 3 pc Clamp Edge Set, 24, 36, 50" 4$ 134.00 543400 -

The Chalk Line (1931)
East Tennessee State University Digital Commons @ East Tennessee State University ETSU Yearbooks University Archives 1931 The Chalk Line (1931) East Tennessee State University Follow this and additional works at: https://dc.etsu.edu/yearbooks Part of the Higher Education Commons Recommended Citation The Chalk Line (1931), Archives of Appalachia, East Tennessee State University https://dc.etsu.edu/yearbooks/17 This Book is brought to you for free and open access by the University Archives at Digital Commons @ East Tennessee State University. It has been accepted for inclusion in ETSU Yearbooks by an authorized administrator of Digital Commons @ East Tennessee State University. For more information, please contact [email protected]. / -===----~ ~~ ~~:§] ~ _l)~l] -----· I SEN I. 1 • ;_]) itur Senior Issue Published by the Graduating Classes STATE TEACHERS COLLEGE Johnson City, Tennessee June and August, 1931 SPONSORED BY W. B. BIBLE 2 THE CHALK LINE June 5, 1931 ~ I _] ~ CJ <( u.. l n June 5, 1931 THE CHAL K LIN E 3 W4r ill4allt ( S 11ccial SttiD) ( Ucgulur Stu.ff) EDl1'0US-IN-CHIEJ<' JESSIE SNIEGOCKI FRANCES JACKSON ASSOCIATE' EDITORS L. E. HARVILLE SUSIE BERRY T. S. GARDNER L. E. HARVILLE J ESSIE SNIEGOCKl LITERARY EDITORS DOROTHY MAY INEZ ANDREGG GRACE HAMMER EDRTE MATTHEWS MARGARET REMINE ATHLE'l'IC EDITORS FRANK BRYANT VIRGINIA PARKER KATHLEEN CONNER SAM WARD CHARLES SPEAR ALUMNI EDITORS DELMAS LAWS DESSIE DEAKINS BERTHA JUNE TILEMAN DELMAS LAWS CAMPUS EDITORS KATHLEEN SMITH MI LDRED ELLISON LORA BELLE GRUBB LORA BELLE GRUBB VERDEL NICLEY LOUISE IRWIN JOKE EDITORS JAMES R. LARGE KATHLEEN CONNER ROSALIE LJTTLEI<'IELD LOWELL KIN KEAD JESSIE LINDSEY KATHERINE SABIN ORGANIZATION EDI TORS BILL MAY NELL DAVIDSON MILDRED McLANE BILL MAY CIRCULATION MANAGERS PAULINE RICHIE ALMA BROWN JESSIE LINDSEY B USIN ESS MANAGERS MARGARET REMINE LOUISE CARR MILDRED ELLISON SARAH HICKEY THOMAS MORGAN CHARLOTTE COX EXCHANGE EDITORS W.