6. Gun Barrels 99 6
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

National Register of Historic Places Multiple Property
NFS Form 10-900-b 0MB No. 1024-0018 (Jan. 1987) United States Department of the Interior National Park Service National Register of Historic Places Multipler Propertyr ' Documentation Form NATIONAL This form is for use in documenting multiple property groups relating to one or several historic contexts. See instructions in Guidelines for Completing National Register Forms (National Register Bulletin 16). Complete each item by marking "x" in the appropriate box or by entering the requested information. For additional space use continuation sheets (Form 10-900-a). Type all entries. A. Name of Multiple Property Listing ____Iron and Steel Resources of Pennsylvania, 1716-1945_______________ B. Associated Historic Contexts_____________________________ ~ ___Pennsylvania Iron and Steel Industry. 1716-1945_________________ C. Geographical Data Commonwealth of Pennsylvania continuation sheet D. Certification As the designated authority under the National Historic Preservation Act of 1966, as amended, J hereby certify that this documentation form meets the National Register documentation standards and sets forth requirements for the listing of related properties consistent with the National Register criteria. This submission meets the procedural and professional requiremerytS\set forth iri36JCFR PafrfsBOfcyid the Secretary of the Interior's Standards for Planning and Evaluation. Signature of certifying official Date / Brent D. Glass Pennsylvania Historical & Museum Commission State or Federal agency and bureau I, hereby, certify that this multiple -

University Micrdfilms International 300 N
INFORMATION TO USERS This reproduction was made from a copy of a document sent to us for microfilming. While the most advanced technology has been used to photograph and reproduce this document, the quality of the reproduction is heavily dependent upon the quality of the material submitted. The following explanation of techniques is provided to help clarify markings or notations which may appear on this reproduction. 1. The sign or “target” for pages apparently lacking from the document photographed is “Missing Page(s)” . If it was possible to obtain the missing page(s) or section, they are spliced into the film along with adjacent pages. This may have necessitated cutting through an image and duplicating adjacent pages to assure complete continuity. 2. When an image on the film is obliterated with a round black mark, it is an indication of either blurred copy because of movement during exposure, duplicate copy, or copyrighted materials that should not have been filmed. For blurred pages, a good image of the page can be found in the adjacent frame. If copyrighted materials were deleted, a target note will appear listing the pages in the adjacent frame. 3. When a map, drawing or chart, etc., is part of the material being photographed, a definite method of “sectioning” the material has been followed. It is customary to begin filming at the upper left hand corner of a large sheet and to continue from left to right in equal sections with small overlaps. If necessary, sectioning is continued again—beginning below the first row and continuing on until complete. -

Section-Xv 608 Chapter-72 Section Xv Base Metals And
SECTION-XV 608 CHAPTER-72 SECTION XV BASE METALS AND ARTICLES OF BASE METAL NOTES : 1. This Section does not cover : (a) prepared paints, inks or other products with a basis of metallic flakes or powder (headings 3207 to 3210, 3212, 3213 or 3215); (b) ferro-cerium or other pyrophoric alloys (heading 3606); (c) headgear or parts thereof of heading 6506 or 6507; (d) umbrella frames or other articles of heading 6603; (e) goods of Chapter 71 (for example, precious metal alloys, base metal clad with precious metal, imitation jewellery); (f) articles of Section XVI (machinery, mechanical appliances and electrical goods); (g) assembled railway or tramway track (heading 8608) or other articles of Section XVII (vehicles, ships and boats, aircraft); (h) instruments or apparatus of Section XVIII, including clock or watch springs; (ij) lead shot prepared for ammunition (heading 9306) or other articles of Section XIX (arms and ammunition); (k) articles of Chapter 94 (for example, furniture, mattress supports, lamps and lighting fittings, illuminated signs, prefabricated buildings); (l) articles of Chapter 95 (for example, toys, games, sports requisites); (m) hand sieves, buttons, pens, pencil-holders, pen nibs, monopods, bipods, tripods and similar articles or other articles of Chapter 96 (miscellaneous manufactured articles); or" (n) articles of Chapter 97 (for example, works of art). 2. Throughout this Schedule, the expression “parts of general use” means : (a) articles of headings 7307, 7312, 7315, 7317 or 7318 and similar articles of other base metal; (b) springs and leaves for springs, of base metal, other than clock or watch springs (heading 9114); and (c) articles of headings 8301, 8302, 8308, 8310 and frames and mirrors, of base metal, of heading 8306. -

Japanese Infantry Weapons
RESTRICTED UNITED STATES PACIFIC FLEET AND PACIFIC OCEAN AREAS JAPANESE INFANTRY WEAPONS CINCPAC • CINCPOA BULLETIN NO. 55-45 15 MARCH 1945 JAPANESE INFANTRY WEAPONS RESTRICTED CINCPAC-CINCPOA BULLETIN 55-49 15 MARCH 1945 FOREWORD Included in this pamphlet, which super sedes CINCPAC-CINCPOA BULLETIN 167-44, are all Japanese weapons reported and encountered,used in infantry regiments or equivalent units. Additional information dealing with heavier weapons, including artillery, anti aircraft and coast defense equipment, has been covered in another publication. Information has been compiled from various sources and includes only pertinent data. Detailed information on specific weapons will be furnished on request. Corrections and add itions will be made from time to time, and recipients are invited to forward additional data to the Joint Intelligence Center, Pacific Ocean Areas. Illustrated methods of neutralizing Japanese weapons most frequently encountered by Allied forces also are contained in this pamphlet. Additional copies are available on request. JAPANESE INFANTRY WEAPONS RESTRICTED CINCPAC-CINCPOA BULLETIN SS-4S IS MARCH 1945 TABLE OF CONTENTS Standard Hand Grenades 1 Other Hand Grenades 4 Rifle Grenades and Grenade Launchers 7 Anti-Tank Vines ' 9 Pistols 12 6.5 MM Rifles 14 7.7 MM Rifles 16 Submachine Guns IS 6.5 MM Light Machine Gun Model 11 (1922) 19 6.5 MM Light Machine Gun Model 96 (1936) 21 7.7 MM Light Machine Gun Model 99 (1939) 23 7.7 MM Tank Machine Gun Model 97 (1937) 25 7.92 MM Light Machine Gun. Bren Type 27 6.5 -

Glossary of Oilfield Production Terminology (GOT) (DEFINITIONS and ABBREVIATIONS)
Glossary of Oilfield Production Terminology (GOT) (DEFINITIONS AND ABBREVIATIONS) FIRST EDITION, JANUARY 1, 1988 American Petroleum Institute 1220 L Street, Northwest Washington, DC 20005 Issued by AMERICAN PETROLEUM INSTITUTE Production Department FOR INFORMATION CONCERNING TECHNICAL CONTENTS OF THIS PUBLICATION CONTACT THE API PRODUCTION DEPARTMENT, 2535 ONE MAIN PLACE, DALLAS, TX 75202-3904 – (214) 748-3841. SEE BACK SIDE FOR INFORMATION CONCERNING HOW TO OBTAIN ADDITIONAL COPIES OF THIS PUBLICATION. Users of this publication should become familiar with its scope and content. This publication is intended to supplement rather than replace individual engineering judgment. OFFICIAL PUBLICATION REG U.S. PATENT OFFICE Copyright 1988 American Petroleum Institute TABLE OF CONTENTS Page FOREWORD 2 SECTION 1: LIST OF PUBLICATIONS 3 SECTION 2: ABBREVIATIONS AND DEFINITIONS 5 FOREWORD A. This publication is under the jurisdiction of the API Executive Committee on Standardization of Oilfield Equipment and Materials. B. The purpose of this publication is to provide standards writing groups access to previously used abbreviations and definitions. Standards writing groups are encouraged to adopt, when possible, the definitions found herein. Attention Users of this Publication: Portions of this publication have been changed from the previous edition. The location of changes has been marked with a bar in the margin. In some cases the changes are significant, while in other cases the changes reflect minor editorial adjustments. The bar notations in the margins are provided as an aid to users to identify those parts of this publication that have been changed from the previous edition, but API makes no warranty as to the accuracy of such bar notations. -

Artillery Through the Ages, by Albert Manucy 1
Artillery Through the Ages, by Albert Manucy 1 Artillery Through the Ages, by Albert Manucy The Project Gutenberg EBook of Artillery Through the Ages, by Albert Manucy This eBook is for the use of anyone anywhere at no cost and with almost no restrictions whatsoever. You may copy it, give it away or re-use it under the terms of the Project Gutenberg License included with this eBook or online at www.gutenberg.org Title: Artillery Through the Ages A Short Illustrated History of Cannon, Emphasizing Types Used in America Author: Albert Manucy Release Date: January 30, 2007 [EBook #20483] Language: English Artillery Through the Ages, by Albert Manucy 2 Character set encoding: ISO-8859-1 *** START OF THIS PROJECT GUTENBERG EBOOK ARTILLERY THROUGH THE AGES *** Produced by Juliet Sutherland, Christine P. Travers and the Online Distributed Proofreading Team at http://www.pgdp.net ARTILLERY THROUGH THE AGES A Short Illustrated History of Cannon, Emphasizing Types Used in America UNITED STATES DEPARTMENT OF THE INTERIOR Fred A. Seaton, Secretary NATIONAL PARK SERVICE Conrad L. Wirth, Director For sale by the Superintendent of Documents U. S. Government Printing Office Washington 25, D. C. -- Price 35 cents (Cover) FRENCH 12-POUNDER FIELD GUN (1700-1750) ARTILLERY THROUGH THE AGES A Short Illustrated History of Cannon, Emphasizing Types Used in America Artillery Through the Ages, by Albert Manucy 3 by ALBERT MANUCY Historian Southeastern National Monuments Drawings by Author Technical Review by Harold L. Peterson National Park Service Interpretive Series History No. 3 UNITED STATES GOVERNMENT PRINTING OFFICE WASHINGTON: 1949 (Reprint 1956) Many of the types of cannon described in this booklet may be seen in areas of the National Park System throughout the country. -

The Introduction of Guns in Japanese History – from Tanegashima to the Boshin War – Oct.3 (Tue) to Nov
Special Exhibition The Introduction of Guns in Japanese History – From Tanegashima to the Boshin War – Oct.3 (Tue) to Nov. 26 (Sun), 2006 National Museum of Japanese History Outline of Exhibition The history of guns in Early Modern Japan begins with their arrival in 1543 and ends with the Boshin War in 1868. This exhibition looks at the influence that guns had on Japanese politics, society, military and technology over this period of three centuries, as well the unique development of this foreign culture and the process of change that took place while Japan was obtaining military techniques from Europe and the United States at the time of transition from the shogunate to a modern nation state. An enormous number of materials, approximately 300, including new discoveries, form this exhibition arranged in three parts. Since the National Museum of Japanese History first opened its doors, the Museum has conducted research on the history of guns and acquired more materials, mainly due to the efforts of Professor UDAGAWA Takehisa, the Museum's curator responsible for this exhibition. As a result of acquiring the three most renowned gun collections in Japan -- the YOSHIOKA Shin'ichi Gun Collection, ANZAI Minoru Gunnery Materials and part of the TOKORO Sokichi Gun Collection -- our collection of guns, related items and documents is the finest in Japan in terms of both quality and quantity. This exhibition is the culmination of many years spent acquiring guns and the findings of research conducted over that time. * “S.N.“ (Serial Numbers) in this explanatory pamphlet show the numbers written at the upper-left of white plates for each article on display. -

A Guide to Water Well Casing and Screen Selection
A Guide To Water Well Casing and Screen Selection A Note About Roscoe Moss Company Roscoe Moss Company, publisher of this guide, has been engaged in the development of ground water since the 1890's. Originating as a water well drilling contractor operating in the Southwest, the firm has constructed thousands of wells throughout the United States and in ten foreign countries. In 1926, Roscoe Moss began the manufacture of water well casing and screens. Emphasis on the development of these products has brought the company to the forefront of specialists in the marketing of these materials. Completing its uniqueness as a firm engaged in all phases of ground-water development, Roscoe Moss has an active interest in two large California water utilities serving 1.8 million people. Included in their supply sources are over 500 high capacity water wells. The material contained in this pamphlet is in based on a broad practical knowledge of water well design, construction, operation and maintenance, as well as steel products manufacture. These resources are enhanced by an ongoing systematic research and evaluation program. We are pleased to share the information following, some of which represents proprietary company knowledge and has never before been published. A Guide To Water Well Casing and Screen Selection Table of Contents 1.0..INTRODUCTION ...............................…....................................................... 4 2.0 METHODS OF WELL CONSTRUCTION ...…............................................ 6 2.1 Cable Tool ................................................…..................................... -

Wear and Erosion in Large Caliber Gun Barrels
UNCLASSIFIED/UNLIMITED Wear and Erosion in Large Caliber Gun Barrels Richard G. Hasenbein Weapon Systems & Technology Directorate Armament Engineering & Technology Center U.S. Army Armament Research, Development & Engineering Center Mailing Address: Benét Laboratories Watervliet Arsenal Watervliet NY 12189-4050 [email protected] PREFACE “Wear and erosion” is one of several failure mechanisms that can cause large caliber Gun Barrels to be condemned and removed from service. This paper describes the phenomenon, its causes and effects, methods that are used to passively manage it, and steps that are taken to actively mitigate it. 1.0 GUN BARRELS – BACKGROUND A large caliber Cannon (Figure 1) is a pressure vessel whose primary function is to accurately fire projectiles at high velocities towards a target. Figure 1: Representative Large Caliber Cannon At its simplest, a Cannon consists of two major sub-assemblies: • “Gun Barrel”: a long, slender Tube that serves multiple functions such as safely containing high pressure combustion gases and providing a means for aiming/guiding the projectile in the intended direction; • “Breech”: an assembly that seals off the rear of the Gun Barrel during firing, but which can be quickly opened to allow loading of ammunition. It also contains a device used to initiate the combustion process. Paper presented at the RTO AVT Specialists’ Meeting on “The Control and Reduction of Wear in Military Platforms”, held in Williamsburg, USA, 7-9 June 2003, and published in RTO-MP-AVT-109. RTO-MP-AVT-109 16 - 1 UNCLASSIFIED/UNLIMITED UNCLASSIFIED/UNLIMITED Wear and Erosion in Large Caliber Gun Barrels 1.1 GUN BARREL INTERNAL GEOMETRY Internally, a Gun Barrel often features three distinct regions (Figure 2): • “bore”: a long cylindrical hole machined to exacting tolerances for diameter, axial straightness, and surrounding wall thickness; • “combustion chamber”: a much shorter hole at the breech-end of the Gun Barrel that is coaxial with the bore and has a slightly larger diameter. -
How Does a Cannon Work?
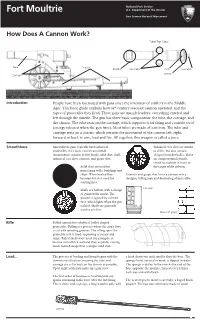
National Park Service Fort Moultrie U.S. Department of the Interior Fort Sumter National Monument How Does A Cannon Work? Tube Top View Tube Chassis Muzzle Trunnions Vent Cascabel Breech Carriage Introduction People have been fascinated with guns since the invention of artillery in the Middle Ages. This basic guide explains how 19th century seacoast cannon operated, and the types of projectiles they fired. These guns are muzzle loaders; everything entered and left through the muzzle. The gun has three basic components: the tube, the carriage, and the chassis. The tube rests on the carriage, which supports it for firing and controls recoil (energy released when the gun fires). Most tubes are made of cast iron. The tube and carriage rests on a chassis, which permits the movement of the cannon left, right, forward or back to aim, load and fire. All together, this weapon is called a piece. Smoothbore Smoothbore guns typically fired spherical Spherical case shot are similar projectiles; the classic round cannonball. to shells, but also contain Ammunition consists of five kinds: solid shot, shell, shrapnel (musket balls). These spherical case shot, canister, and grape shot. are antipersonnel rounds, timed to explode in front of Solid shot are used for the target while airborn. puncturing walls, buildings and ships. When heated they Canister and grape shot turns a cannon into a become hot shot, used for shotgun, killing men and destroying objects alike. starting fires. Canister Shells are hollow, with a charge of gunpowder inside. The powder is ignited by a timed fuse, which lights when the gun is fired. -
Gun & Artillery System
Business overview for Defense Division Gun & Artillery System Pride in advanced technology People-Oriented Human Mechatronics ! HYUNDAI WIA will open our living future along with nature HYUNDAI WIA is now making a lot of exertions for improving our happiness through High Technology And HYUNDAI WIA is developing various Social Volunteer Activities in order to fulfill our obligation, contribution to our society Human Mechatronics World which HYUNDAI WIA is seeking after is affluent human society construction living with nature and giving priority to human. 01HYUNDAI WIA Gun & Armament K2/K1A1 120mm Tank Gun K9 155mm Self-propelled Howitzer Main Armament K9 Characteristics • Longer range, higher rate of fire and more accurate fire •Large multiple slotted muzzle brake •Fume evacuator •Vertically sliding breech mechanism •High strength obturator ring •K2 120mm Tank Gun •K1A1 120mm Tank Gun •Automatic primer feeding magazine • Constant, hydro-pneumatic, independent recoil mechanism Characteristics •Thermal warning device • Fitted on K2 and K1A1 MBT •Automatic projectile loading system • Concentric recoil mechanism • Fume evacuator Specifications • Vertically sliding breech mechanism K2 Breech Opening Motor • High rigidity cradle Model K9 Caliber 155mm Barrel Length 52 Caliber Max. Firing Range 40Km K2 Main Gun Controller Rate of Fire(Max.) 6rds/min (3min) Specifications Rate of Fire(Sustained) 2rds/min (60min) Primer Feeding System Automatic (Revolver Type) Model K2 K1A1 Caliber 120mm 120mm Barrel Length 55 Caliber 44 Caliber Eff. Firing Range -

Large Diameter Carbon and Alloy Steel Line Pipe from China and Japan
A-272 A-272 CANADA BORDER SERVICES AGENCY NON-CONFIDENTIAL COMPLAINT The Dumping and Subsidizing of Certain Welded Large Diameter Carbon and Alloy Steel Line Pipe Originating in or Exported from The People's Republic of China and the Dumping of Certain Welded Large Diameter Carbon and Alloy Steel Line Pipe Originating in or Exported from Japan Submitted By: EVRAZ Inc. NA Canada February 5, 2016 CASSIDY LEVY KENT (CANADA) LLP Suite 1470, 55 Metcalfe Street Ottawa, Ontario KIP 6L5 Tel: (613)368-4170 Fax: (613) 368-4171 Christopher J. Kent Christopher J. Cochlin Christopher R.N. McLeod Michael Milne Hugh Seong Seok Lee Susana May Yon Lee Solicitors for EVRAZ Inc. NA Canada NON-CONFIDENTIAL Table of Contents 1. Identification of the Complainant ........................................................................................ ! 2. Imported Goods ..................................................................................................................... 2 A. Product Description .......................................................................................................... 2 B. Product Characteristics and Product Use .......................................................................... 2 C. Production Process ............................................................................................................ 4 D. Tariff Classification .......................................................................................................... 7 E. Countries of Export ..........................................................................................................