ABSTRACT DUNN, MARSHALL ROBERT. Viscosity and Gel
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Protecting Consumers. Improving Lab Efficiency. 3M™ Petrifilm™ Plates and Reader Simply Brilliant
Protecting Consumers. Improving lab efficiency. 3M™ Petrifilm™ Plates and Reader Simply brilliant. This red dot changed microbiology. Imagine what it can do for your lab. In today’s environment of heightened focus on food safety and increasingly stringent quality requirements, you want your lab to provide tests that are fast, reliable and consistently accurate. For more than 30 years, food safety professionals around the world have put their trust in 3M™ P e t r i fi l m ™ Plates. That’s because these ingenious “little red dots” have streamlined, standarised and simplifi ed the process of microbial quantitative indicator testing, improving productivity and helping ensure the highest levels of product quality. Simply effi cient. Maximise productivity Improve consistency Plates are sample-ready, eliminating the time-consuming, cumbersome step of Compared to the variability associated with agar preparation, 3M’s preparing agar dishes. Plus, plates such as the E.coli/Coliform Count and Staph standardised formula improves consistency across technicians, shifts and Express Count plates go even further by eliminating the need for a subsequent plants – worldwide. Each lot of Petrifi lm plates goes through rigorous quality confi rmation step required with traditional agar methods. In a study conducted testing at our ISO 9001 certifi ed manufacturing facility. This reduces the need with 292 food-processing plants, companies increased their QA personnel for lot qualifi cations in operations making their own agar. More than 200 effi ciency by an average of 80.5%, saving an average of 3.7 hours per day of evaluations from peer-review publications and validating agencies worldwide technician time by using 3M™ Petrifi lm™ Plates. -
Manual on Laboratory Testing of Fishery Products
ISSN: 1995-4875 CRFM Special Publication. No.14 Manual on Laboratory Testing of Fishery Products The SPS Project is funded by the European Union under the 10th Economic Development Fund and is being implemented by the Inter-American Institute for Cooperation on Agriculture (IICA) with the following regional Partners: the CARICOM Secretariat, the Caribbean Regional Fisheries Mechanism (CRFM), El Comité Nacional para la Aplicació n de Medidas Sanitarias y Fitosanitarias de la Repú blica Dominicana (CNMSF) and CARIFORUM. Manual on Laboratory Testing of Fisheries Products Copyright © 2016 by Caribbean Regional Fisheries Mechanism (CRFM) All rights reserved. Reproduction, dissemination and use of material in this publication for educational or non- commercial purposes are authorized without prior written permission of the CRFM, provided the source is fully acknowledged. No part of this publication may be reproduced, disseminated or used for any commercial purposes or resold without the prior written permission of the CRFM. Prepared by: Christine Froese, Megapesca Lda., December 2016, under contract to the Inter- American Institute for Cooperation on Agriculture (IICA), through the 10th EDF funded Sanitary and Phytosanitary Project Correct Citation: Froese, C, 2016. Manual on Laboratory Testing of Fishery Products. CRFM Special Publication. No.14. 89pp. ISSN: 1995-4875 ISBN: 978-976-8257-38-3 Cover Photo: Fishery Product Testing Laboratory, Saint Vincent Contents 1 INTRODUCTION ............................................................................................................................... -
Next Generation Microbiology for the Future
Next Generation Microbiology for the Future www.msk.or.kr | 1 2014 INTERNATIONAL MEETING of the MICROBIOLOGICAL SOCIETY of KOREA 2 | 2014 International Meeting of the Microbiological Society of Korea 2014 INTERNATIONAL MEETING of Next Generationthe MICROBIOLOGICAL Microbiology for the Future SOCIETY of KOREA Contents • Timetable ············································································································································ 4 • Floor Plan ··········································································································································· 5 • Scientific Programs ···························································································································· 6 • Plenary Lectures······························································································································· 23 PL1 ······································································································································· 24 PL2 ······································································································································· 25 PL3 ······································································································································· 26 PL4 ······································································································································· 27 • Symposia ·········································································································································· -

Petrifilm™ Brand
Petrifilm™ Brand Fresh science for the modern lab 3M™ Petrifilm™ Plates and Plate Reader 2 3M™ Petrifilm™ Plates and Plate Reader 3M Food Safety 3M Food Safety 3M™ Petrifilm™ Plates and Plate Reader 3 Made for today’s Ready, fast, easy. food science. Modern food testing in three simple steps 1. Inoculate 2. Incubate 3. Interpret Eliminate media prep — A compact incubator is all Indicator dyes facilitate plates are ready to inoculate. you need. colony counting. 3M™ Petrifilm™ Plates 3M™ Petrifilm™ Plate Reader The global food safety landscape is continuously changing. By automatically reading and counting six widely used Are you keeping up? Unlike traditional agar methods, 3M™ Petrifilm™ Plates, this compact instrument can help 3M™ Petrifilm™ Plates are ready to use — no prep required. you improve plate count accuracy, consistency and speed, Each slim pack offers consistent, uniform testing media. while helping to raise your lab’s productivity and helping to Just open it up and get right to work. Find new freedom reduce costs. with time to focus on what’s really important: quality and • Fast results — 4 seconds/plate efficiency. It’s time to take a fresh look at food safety. • Reduces the chance for human error • Ready to use — reduce or eliminate time-consuming • Software automatically calculates counts and manages data agar prep • Proven testing methods for consistent, reliable results • Compact size uses less storage/incubator space than other methods 4 3M™ Petrifilm™ Plates and Plate Reader 3M Food Safety 3M Food Safety 3M™ Petrifilm™ Plates and Plate Reader 5 Reliable consistency. Microbial testing with fresh choices. -
Microbiology. Applied to Protecting the Line
3M Food Safety Division Microbiology. Applied to protecting the line www.3M.com/foodsafety/us Increase Productivity & Profitability to Your Business by 3M Food Safety Product Cost 45% Product Cost Saving Increase Productivity • 45% Reducing labor cost, saving utilities • Ability to increase productivity in food processing. and equipments of sample preparation 3M rapid solution help to detect contamination, • The shelf-stable, thin design takes up 85% less space faster time to results. Making faster decision. than agar dishes, freeing incubator and storage space and significantly reducing biohazardous waste • Control the production process better than ever. Higher product quality and Reduce overall costs, such as reducing waste, reducing Break down. OFF ON Fas te ISO r HACCP GMP Brand Protection Inventory Management • Establish brand credibility. Reliable • Release product to the hands of consumers faster. testing results with the global standard Company faster gaining profit • Reduce risk of product from the Recall • Reduce cost of storage inventory concerns. and Reject. Making trust from business partners. 2 Increase Laboratory Productivity by 3M Food Safety Product Product 3M Food Safety Cost 45% Cost Saving Accuracy • 45% Reduce the cost of labor, • Provide accurate results to Make decisions saving utilities and equipments correctly. Increase effectiveness of laboratory for sample preparation. • Build the credibility of laboratory with your • Reduce the cost of acquisition lab partners and auditors with the international equibments or the expansion of the method standards laboratory. Space less than 85% of Agar. Time 50% Software Time • Faster time to result.The product is designed to reduce steps and timing compared to the traditional method. -

3M™ Petrifilm™ Aerobic Count Plates Introduction SCIENTIFIC Petrifilm™ Plates Are Designed to Determine Total Aerobic Bacterial Populations
3M™ Petrifilm™ Aerobic Count Plates Introduction SCIENTIFIC Petrifilm™ plates are designed to determine total aerobic bacterial populations. The easy-to-use BIO FAX! Petrifilm plates contain a film coated with nutrients and gelling agents. You will be able to monitor environmental bacterial counts using a variety of methods. Three environmental sampling methods are described as well as the standard inoculation procedure. Concepts • Microbiology • Plate counting Materials Petrifilm Aerobic Count Plates Incubator Petrifilm Spreader Pipet Chip clips Tape, double-sided Cotton swab, sterile Test tube, screwtop Safety Precautions Wear chemical-resistant gloves while working with microbial organisms. After use, Petrifilm Aerobic Count Plates will contain viable cultures. Do NOT reopen the Petrifilm plates or handle unnecessarily. Wash hands thoroughly with soap and water before leaving the laboratory. Extreme caution should be exercised when handling culture materials, and students should be trained in aseptic techniques. Always clean work areas and wash hands after working with microbiological materials. Procedures Standard Inoculation 1. Place the Petrifilm Aerobic Count Plate on a flat surface. Carefully peel open the Petrifilm plate being careful not to touch the nutrient gel with your fingers. (See Figure 1.) 2. With a pipet perpendicular to the Petrifilm plate, place 1 mL of sample (inoculum) onto the center of the bottom film. (See Figure 2.) 3. Release the top film; allow it to drop. Do not roll top film down. (See Figure 3.) Figure 1. Figure 2. Figure 3. FLAT side RIDGE side Figure 4. Figure 5. Figure 6. © 2016 Flinn Scientific, Inc. All Rights Reserved. Publication No. 10163 1 061616 3M™ Petrifilm™ Aerobic Count Plates continued 4. -

Sample Plates Fast, Easy-To-Use and Reliable
Sample Plates Fast, easy-to-use and reliable. • Ready-to-use plates • Proven test methods • Improves productivity • Consistent, reliable results • Compact size maximizes incubator space • Less storage space required • Reduced waste and waste disposal costs • Simplified and improved stock control Unique ready-to-use technology for microbiological testing. Sample Plates Aerobic Bacteria Count: 135 Count all red colonies regardless of size or intensity. AC Aerobic Count Plate Product Code 6400 (box of 100 units) 6406 (box of 1,000 units) Method: AOAC® Official Milk and Dairy Products Method of AnalysisSM 48h ± 3h at 32°C ± 1°C All Other Foods 48h ± 3h at 35°C ± 1°C NF Validation by For All Foods AFNOR Certification 72h ± 3h at 30°C ± 1°C All Foods Except Dairy and Raw Shellfish 48h ± 3h at 30°C ± 1°C Incubation Stacks of 20 or less Optimum pH Range 6.6–7.2 Recommended Counting Range <300 CFU Counting Area 20cm2 Spreader Type 3M™ Petrifilm™ Spreader Visit the 3M Food Safety website at 3M.com/FoodSafety for product information and product instructions which include information regarding validation recognition, scope and end of validity. AC Aerobic Count Plate Aerobic Bacteria Count: TNTC Estimate count by counting colonies in one square and multiply by 20 (counting area). AC Aerobic Count Plate Product Code 6400 (box of 100 units) 6406 (box of 1,000 units) Method: AOAC® Official Milk and Dairy Products Method of AnalysisSM 48h ± 3h at 32°C ± 1°C All Other Foods 48h ± 3h at 35°C ± 1°C NF Validation by For All Foods AFNOR Certification 72h ± 3h at 30°C ± 1°C All Foods Except Dairy and Raw Shellfish 48h ± 3h at 30°C ± 1°C Incubation Stacks of 20 or less Optimum pH Range 6.6–7.2 Recommended Counting Range <300 CFU Counting Area 20cm2 Spreader Type 3M™ Petrifilm™ Spreader Visit the 3M Food Safety website at 3M.com/FoodSafety for product information and product instructions which include information regarding validation recognition, scope and end of validity. -

Product Instructions
6404/6414/6444 Product Instructions EN E. coli / Coliform Count Plate FR Test pour la numération des E.coli et Coliformes DE E. coli und Coliforme Zählplatte IT Piastra per il conteggio di E. coli e Coliformi ES Placa para recuento de E.coli y Coliformes NL E. coli / Coliform Telplaat SV Odlingsplatta för E. coli och koliforma bakterier DA E. coli / Coliform Tælleplade NO for E. coli- / koliforme bakterier FI E. colin ja koliformien kasvatusalusta PT Placa para Contagem de E. coli / Coliformes EL Πλακίδιο Καταμέτρησης E. coli / Κολοβακτηριδίων PL Płytka do oznaczania liczby E. coli / Coliform RU Тест-пластина для подсчета E. coli и колиформных бактерий TR E. coli / Koliform Sayım Plakası JA E.coliおよび大腸菌群数測定用プレート(ECプレート) ZH 大肠杆菌/大肠菌群测试片 TH แผ่นอาหารเลี้ยงเชื้อสำาหรับนับจำานวนเชื้ออีโคไล / โคลิฟอร์ม KO 대장균 / 대장균군 측정용 플레이트 EC E. coli / Coliform Count EN (English) Issue Date: 2015-08 Product Instructions E. coli / Coliform Count Plate Product Description and Intended Use The 3M™ Petrifilm™E. coli / Coliform Count (EC) Plate is a sample-ready-culture medium system which contains modified Violet Red Bile (VRB) nutrients, a cold-water-soluble gelling agent, an indicator of glucuronidase activity, 5-bromo-4-chloro-3-indolyl-D-glucuronide (BCIG), and a tetrazolium indicator that facilitates colony enumeration. 3M Petrifilm EC Plates are used for the enumeration ofEscherichia coli (E. coli) and coliforms in the food and beverage industries. 3M Petrifilm EC Plate components are decontaminated though not sterilized. 3M Food Safety is certified to International Standards Organization (ISO) 9001 for design and manufacturing. 3M Petrifilm EC Plate has not been evaluated with all possible food products, food processes, testing protocols or with all possible microorganism strains. -

Effect of Radiation on Polymerization, Microstructure, and Microbiological
University of Vermont ScholarWorks @ UVM Graduate College Dissertations and Theses Dissertations and Theses 2015 Effect of radiation on polymerization, microstructure, and microbiological properties of whey protein in model system and whey protein based tissue adhesive development Ning Liu University of Vermont Follow this and additional works at: https://scholarworks.uvm.edu/graddis Part of the Food Science Commons Recommended Citation Liu, Ning, "Effect of radiation on polymerization, microstructure, and microbiological properties of whey protein in model system and whey protein based tissue adhesive development" (2015). Graduate College Dissertations and Theses. 521. https://scholarworks.uvm.edu/graddis/521 This Thesis is brought to you for free and open access by the Dissertations and Theses at ScholarWorks @ UVM. It has been accepted for inclusion in Graduate College Dissertations and Theses by an authorized administrator of ScholarWorks @ UVM. For more information, please contact [email protected]. EFFECT OF RADIATION ON POLYMERIZATION, MICROSTRUCTURE, AND MICROBIOLOGICAL PROPERTIES OF WHEY PROTEINS IN MODEL SYSTEM AND WHEY PROTEIN BASED TISSUE ADHESIVE DEVELOPMENT A Thesis Presented by Ning Liu to The Faculty of the Graduate College of The University of Vermont In Partial Fulfillment of the Requirements for the Degree of Master of Science Specializing in Nutrition and Food Sciences May, 2015 Defense Date: March 10, 2015 Thesis Examination Committee: Mingruo Guo, Ph.D., Advisor Philip M.Lintilhac, Ph.D., Chairperson Stephen J. Pintauro, Ph.D. Cynthia J. Forehand, Ph.D., Dean of the Graduate College ABSTRACT Whey proteins are mainly a group of small globular proteins. Their structures can be modified by physical, chemical and other means to improve their functionality. -

Research Article
Zakaria et al. / Malaysian Journal of Fundamental and Applied Sciences Vol. 16, No. 4 (2020) 475-482 RESEARCH ARTICLE Physicochemical composition, microbiological quality and consumers’ acceptability of raw and pasteurized locally produced goat milk Zarinah Zakaria a,*, Wong Shi Yun a , Nadiawati Alias a, Siti Nuriah Mohd Noor a, Abd Jamil Zakaria a, Zakiah Mustapha a, Napisah Hussin b, Wan Rohani Wan Taib b, Aryati Ahmad b Noor Aini Mohd Yusoff b a Faculty of Bioresources and Food Industry, Universiti Sultan Zainal Abidin, Besut Campus, 22200 Besut, Terengganu, Malaysia. b Faculty of Health Sciences, Universiti Sultan Zainal Abidin, Gong Badak Campus, 21300 Kuala Terengganu, Terengganu, Malaysia. * Corresponding author: [email protected] Article history Abstract Received 18 December 2019 Revised 30 Mac 2020 The present study aimed to compare the raw and pasteurized goat milks in aspects of Accepted 5 May 2020 physicochemical composition, microbiological quality, and stability of lactic acid bacteria. Consumers’ Published Online 25 August 2020 acceptability to locally produced goat milk was also determined. Raw and pasteurized (LTLT) Saanen goat milks were analyzed while commercial (HTST and homogenized) goat milk was used as control. While pasteurization (LTLT) showed no significant effect on fat, protein, lactose, and ash content of raw goat milk (p>0.05). LTLT pasteurization kept the physicochemical properties of goat milk such as pH and viscosity similar to raw goat milk (p>0.05), there was a significant difference of titratable acidity (p<0.05). After LTLT and HTST pasteurizations, goat milk showed an increase in lightness with a reduction in yellowness, as well as significant reduction in microbial load. -

Individual Project FSCN 4312 Fall 2014 Name Fruit‐Flavored Yogurt
Individual Project FSCN 4312 Fall 2014 Name Fruit‐Flavored Yogurt II. Summary Fruit‐flavored yogurt is a fermented milk product cultured with lactic‐acid producing bacteria, including Lactobacillus bulgaricus and Streptococcus thermophiles, and flavored with the addition of whole fruits, fruit purees, or fruit variegates. Optional ingredients may include vitamins, stabilizers, and colorants, among others. The percent milkfat of the yogurt prior to addition of fruits and flavors must be a minimum of 3.25%. Percent milk solids not fat must be a minimum of 8.25%, and titratable acidity (percent lactic acid) must be a minimum of 0.9%. Raw ingredients one may find in fruit‐flavored yogurt include cream, milk, lowfat milk, or skim milk (or a combination of these), lactic‐acid producing bacteria (Lactobacillus bulgaricus and Streptococcus thermophiles), sugar or other sweeteners, stabilizers, fruit and fruit flavorings, color additives, and vitamins. In the example used for the analysis at present, the four ingredients in greatest abundance were cultured, pasteurized grade A lowfat milk, sugar, strawberries, and modified corn starch. The following components of pasteurized grade A milk are tested: milkfat, milk solids not fat, protein, and lactose (all by mid infrared spectroscopy), total plate count (by Standard Plate Count Method), somatic cell count (by Direct Microscopic Somatic Cell Count, DMSCC), coliform count (by Petrifilm Coliform Count Method), beta lactam antiobiotic residues (by Quantitative Bacillus stearothermophilus Disc Method), temperature, titratable acidity (by phenophthalein indicator), and pasteurization (Scharer Spectrophotometric ALP Method). Tests performed on strawberries (typically in the form of a strawberry variegate), sugar, and modified corn starch are likely done by the supplier as a measure to meet the requirements of the certificate of analysis (COA), but could also be performed by the yogurt manufacturer. -
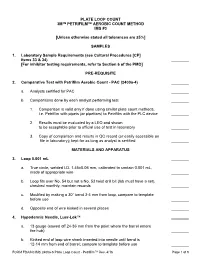
Plate Loop Count 3M™ Petrifilm™ Aerobic Count Method Ims #3
PLATE LOOP COUNT 3M™ PETRIFILM™ AEROBIC COUNT METHOD IMS #3 [Unless otherwise stated all tolerances are ±5%] SAMPLES 1. Laboratory Sample Requirements (see Cultural Procedures [CP] items 33 & 34) ________ [For inhibitor testing requirements, refer to Section 6 of the PMO] PRE-REQUISITE 2. Comparative Test with Petrifilm Aerobic Count - PAC (2400a-4) ________ a. Analysts certified for PAC ________ b. Comparisons done by each analyst performing test ________ 1. Comparison is valid only if done using similar plate count methods, i.e. Petrifilm with pipets (or pipettors) to Petrifilm with the PLC device ________ 2. Results must be evaluated by a LEO and shown to be acceptable prior to official use of test in laboratory ________ 3. Copy of comparison and results in QC record (or easily accessible on file in laboratory); kept for as long as analyst is certified ________ MATERIALS AND APPARATUS 3. Loop 0.001 mL ________ a. True circle, welded I.D. 1.45±0.06 mm, calibrated to contain 0.001 mL, made of appropriate wire ________ b. Loop fits over No. 54 but not a No. 53 twist drill bit (lab must have a set), checked monthly; maintain records ________ c. Modified by making a 30° bend 3-4 mm from loop, compare to template before use ________ d. Opposite end of wire kinked in several places ________ 4. Hypodermic Needle, Luer-Lok™ ________ a. 13 gauge (sawed off 24-36 mm from the point where the barrel enters the hub) ________ b. Kinked end of loop wire shank inserted into needle until bend is 12-14 mm from end of barrel; compare to template before use ________ FORM FDA/NCIMS 2400a-5 Plate Loop Count - Petrifilm™ Rev.