Extraction of Lead and Zinc from a Rotary Kiln Oxidizing Roasting Cinder
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

The Development of the Periodic Table and Its Consequences Citation: J
Firenze University Press www.fupress.com/substantia The Development of the Periodic Table and its Consequences Citation: J. Emsley (2019) The Devel- opment of the Periodic Table and its Consequences. Substantia 3(2) Suppl. 5: 15-27. doi: 10.13128/Substantia-297 John Emsley Copyright: © 2019 J. Emsley. This is Alameda Lodge, 23a Alameda Road, Ampthill, MK45 2LA, UK an open access, peer-reviewed article E-mail: [email protected] published by Firenze University Press (http://www.fupress.com/substantia) and distributed under the terms of the Abstract. Chemistry is fortunate among the sciences in having an icon that is instant- Creative Commons Attribution License, ly recognisable around the world: the periodic table. The United Nations has deemed which permits unrestricted use, distri- 2019 to be the International Year of the Periodic Table, in commemoration of the 150th bution, and reproduction in any medi- anniversary of the first paper in which it appeared. That had been written by a Russian um, provided the original author and chemist, Dmitri Mendeleev, and was published in May 1869. Since then, there have source are credited. been many versions of the table, but one format has come to be the most widely used Data Availability Statement: All rel- and is to be seen everywhere. The route to this preferred form of the table makes an evant data are within the paper and its interesting story. Supporting Information files. Keywords. Periodic table, Mendeleev, Newlands, Deming, Seaborg. Competing Interests: The Author(s) declare(s) no conflict of interest. INTRODUCTION There are hundreds of periodic tables but the one that is widely repro- duced has the approval of the International Union of Pure and Applied Chemistry (IUPAC) and is shown in Fig.1. -
Lead in Your Home Portrait Color
Protect Your Family From Lead in Your Home United States Environmental Protection Agency United States Consumer Product Safety Commission United States Department of Housing and Urban Development March 2021 Are You Planning to Buy or Rent a Home Built Before 1978? Did you know that many homes built before 1978 have lead-based paint? Lead from paint, chips, and dust can pose serious health hazards. Read this entire brochure to learn: • How lead gets into the body • How lead afects health • What you can do to protect your family • Where to go for more information Before renting or buying a pre-1978 home or apartment, federal law requires: • Sellers must disclose known information on lead-based paint or lead- based paint hazards before selling a house. • Real estate sales contracts must include a specifc warning statement about lead-based paint. Buyers have up to 10 days to check for lead. • Landlords must disclose known information on lead-based paint or lead-based paint hazards before leases take efect. Leases must include a specifc warning statement about lead-based paint. If undertaking renovations, repairs, or painting (RRP) projects in your pre-1978 home or apartment: • Read EPA’s pamphlet, The Lead-Safe Certifed Guide to Renovate Right, to learn about the lead-safe work practices that contractors are required to follow when working in your home (see page 12). Simple Steps to Protect Your Family from Lead Hazards If you think your home has lead-based paint: • Don’t try to remove lead-based paint yourself. • Always keep painted surfaces in good condition to minimize deterioration. -

Of the Periodic Table
of the Periodic Table teacher notes Give your students a visual introduction to the families of the periodic table! This product includes eight mini- posters, one for each of the element families on the main group of the periodic table: Alkali Metals, Alkaline Earth Metals, Boron/Aluminum Group (Icosagens), Carbon Group (Crystallogens), Nitrogen Group (Pnictogens), Oxygen Group (Chalcogens), Halogens, and Noble Gases. The mini-posters give overview information about the family as well as a visual of where on the periodic table the family is located and a diagram of an atom of that family highlighting the number of valence electrons. Also included is the student packet, which is broken into the eight families and asks for specific information that students will find on the mini-posters. The students are also directed to color each family with a specific color on the blank graphic organizer at the end of their packet and they go to the fantastic interactive table at www.periodictable.com to learn even more about the elements in each family. Furthermore, there is a section for students to conduct their own research on the element of hydrogen, which does not belong to a family. When I use this activity, I print two of each mini-poster in color (pages 8 through 15 of this file), laminate them, and lay them on a big table. I have students work in partners to read about each family, one at a time, and complete that section of the student packet (pages 16 through 21 of this file). When they finish, they bring the mini-poster back to the table for another group to use. -

Mercury and Lead Pollution: Still a Critical Issue in Europe
06 December 2007 Mercury and Lead Pollution: still a Critical Issue in Europe Human activities release heavy metals into the atmosphere where they are also transported across national boundaries. This results in air, soil and water pollution through the deposition of heavy metals in environments that are located far away from the actual emission sources. Atmospheric deposition of mercury and lead in particular are calculated to be too high, affecting respectively 51.2% and 7.4% of EU-25 ecosystems respectively in 2000. Heavy metals such as cadmium, lead and mercury can result in serious health risks (e.g. lung damage, kidney diseases, nervous system failures, etc.) and can be harmful to the environment (e.g. soil and water pollution, accumulation in plants). In 1979, the European Union (EU) signed the Long-range Transboundary Air Pollution Convention (LRTAP1), which was the first international legally binding instrument dealing with problems of air pollution on a broad regional basis, including pollution due to heavy metals emissions. In Europe, research programs focusing on heavy metals are already in place, including the EU-funded project ESPREME 2, which aims at developing methods and identifying strategies to support EU environmental policy-making for reducing the emissions and thus the harmful impacts of heavy metals. In the framework of the LRTAP, a methodology 3 was developed to assess the critical loads of heavy metals for both terrestrial and aquatic ecosystems, as well as for human health. The critical load is a measure of how much metal input from anthropogenic sources a system can tolerate. It is the threshold below which significant harmful effects on human health and on the environment do not occur, according to present knowledge. -

Three Related Topics on the Periodic Tables of Elements
Three related topics on the periodic tables of elements Yoshiteru Maeno*, Kouichi Hagino, and Takehiko Ishiguro Department of physics, Kyoto University, Kyoto 606-8502, Japan * [email protected] (The Foundations of Chemistry: received 30 May 2020; accepted 31 July 2020) Abstaract: A large variety of periodic tables of the chemical elements have been proposed. It was Mendeleev who proposed a periodic table based on the extensive periodic law and predicted a number of unknown elements at that time. The periodic table currently used worldwide is of a long form pioneered by Werner in 1905. As the first topic, we describe the work of Pfeiffer (1920), who refined Werner’s work and rearranged the rare-earth elements in a separate table below the main table for convenience. Today’s widely used periodic table essentially inherits Pfeiffer’s arrangements. Although long-form tables more precisely represent electron orbitals around a nucleus, they lose some of the features of Mendeleev’s short-form table to express similarities of chemical properties of elements when forming compounds. As the second topic, we compare various three-dimensional helical periodic tables that resolve some of the shortcomings of the long-form periodic tables in this respect. In particular, we explain how the 3D periodic table “Elementouch” (Maeno 2001), which combines the s- and p-blocks into one tube, can recover features of Mendeleev’s periodic law. Finally we introduce a topic on the recently proposed nuclear periodic table based on the proton magic numbers (Hagino and Maeno 2020). Here, the nuclear shell structure leads to a new arrangement of the elements with the proton magic-number nuclei treated like noble-gas atoms. -

Recovery of Silver, Gold, and Lead from a Complex Sulfide Ore Using Ferric Chloride, Thiourea, and Brine Leach Solutions
PLEASE DO NOT REI10VE FROM LIBRARY iRIi9022 i Bureau of M ines Report of Investigations/1986 Recovery of Silver, Gold, and Lead From a Complex Sulfide Ore Using Ferric Chloride, Thiourea, and Brine Leach Solutions By R. G. Sandberg and J. L. Huiatt UNITED STATES DEPARTMENT OF THE INTERIOR Report of Investigations 9022 Recovery of Silver, Gold, and Lead From a Complex Sulfide Ore Using Ferric Chloride, Thiourea, and Brine Leach Solutions By R. G. Sandberg and J. L. Huiatt UNITED STATES DEPARTMENT OF THE INTERIOR Donald Paul Hodel. Secretary BUREAU OF MINES Robert C. Horton. Director Library of Congress Cataloging in Publicatiori Data: Sandberg, R. G. (Richard G.) Recovery of silver, gold, and lead from a complex sulfide ore using ferric chloride, rhiourea, and brine leach solurions. (Repon of invesrigarions / Unired Srares Deparrmenr of rhe Inrerior, Bureau of Mines; 9022) Bibliography: p. 14. Supr. of Docs. no.: I 28.23: 9022. 1. Silver-Merallurgy. 2. Gold-Merallurgy. 3. Lead-Merallurgy. 4. Leaching. 5. Ferric chloride. 6. Salr. I. Huiarl, J. L. II. Tide. III. Series: Repon of invesrigarions (Unired Srares. Bureau of Mines) ; 9022. TN23.U43 [TN770] 6228 (669'.231 1\6-600056 CONTENTS Abstract............................................................................................................... 1 Introduction. .......................................................................................................... 2 Materials.. .. .. .. .. .. .. .. .. .. .. .... .. .. ...... .. .. .. .. • .. .. .. .• .. ... .. .. .. .. .. .. . -

Nature No. 2468, Vol
FEBRUARY IS, 1917J NATURE LETTERS TO THE EDITOR. and in Paris, several of them fam l-us for their atomic- weight determinations, doubt has lingered with r-egard [The Editor does not hold himself responsible for to our results for the very much more difficult case of opinions expressed by his correspondents. Neither thorium lead. In the first place, no one but myself can he undertake to return, or to correspond with has been able to obtain a suitable material by which the writers of, rejected manuscripts intended for to test the question, and I, of course, can claim no this or any other part of NATURE. No notice is previous experience of atomic-weight work. In the taken of anonymous communications.] second place, there has been an unfortunate confusion The Atomic Weight of "Thorium" Lead. between my material, Ceylon thorite, and thorianite, IN continuation of preliminary work published by a totally distinct mixed thorium and uranium Ceylon Mr. H. Hyman and myself (Trans. Chern. Soc., 1914, mineral. Lastly, there has been the widespread view, due :v., 1402) I gave an account in NATURE, February 4, to Holmes and Lawson, Fajans, and others, mainly 1915, p. 615, of the preparation of 80 grams of lead derived from geological evidence, that thorium-E, the from Ceylon thorite and of the determination of its isotope of lead resulting from the ultimate change of density in comparison with that of ordinary lead, thorium, was not sufficiently stable to accumulate over which proved the thorite lead to be 0'26 per cent. geological periods of time. -

Lead Poisoning and Gold Mining in Nigeria's Zamfara State
A HEAVY PRICE: LEAD POISONING AND GOLD MINING IN nigeria’s ZAMFARA STATE Photographs by Marcus Bleasdale/VII for Human Rights Watch A boy in a compound in Bagega, Zamfara State, Nigeria. Many families processed ore in their compounds, crushing and grinding the rocks in their homes. Because of the lead poisoning, most families have stopped processing in their homes and the operations have been moved a short distance from the village. Some walls in these compounds are made with sediment from a nearby pond that is likely highly contaminated with lead from nearby ore processing. These walls contaminate the compound with lead over time. Since 2010 ongoing, widespread, acute lead poisoning in Zamfara state has killed at least 400 children. Considered the worst outbreak of lead poisoning in modern history, more than 3,500 affected children require urgent, life- saving treatment. Less than half are receiving it. Among adults there are high rates of infertility and miscarriage. Left: The mother of this child lost two of her four children to lead poisoning. Zamfara is a mineral-rich state, with significant deposits of gold. The acute lead poisoning in Zamfara is a result of artisanal gold mining: small scale mining done with rudimentary tools. Miners crush and grind ore to extract gold, and in the process release dust that is highly contaminated with lead. Children in affected areas are exposed to this dust when they are laboring in the processing site, when their relatives return home covered with dust on their clothes and hands, and when the processing occurs in their home. -
How to Find out If You Have a Lead Service Line (PDF)
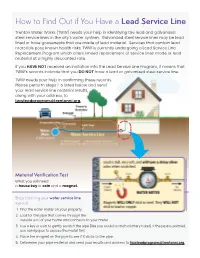
How to Find Out if You Have a Lead Service Line Trenton Water Works (TWW) needs your help in identifying the lead and galvanized steel service lines in the city’s water system. Galvanized steel service lines may be lead lined or have goosenecks that are made of lead material. Services that contain lead materials pose known health risks. TWW is currently undergoing a Lead Service Line Replacement Program which offers limited replacement of service lines made of lead material at a highly discounted rate. If you HAVE NOT received an invitation into the Lead Service Line Program, it means that TWW’s records indicate that you DO NOT have a lead or galvanized steel service line. TWW needs your help in confirming these records. Please perform steps 1-5 listed below and send your lead service line material results, along with your address, to [email protected]. Material Verification Test What you will need: a house key or coin and a magnet. Steps to testing your water service line material: 1. Find the water meter on your property. 2. Look for the pipe that comes through the outside wall of your home and connects to your meter. 3. Use a key or coin to gently scratch the pipe (like you would scratch a lottery ticket). If the pipe is painted, use sandpaper to expose the metal first. 4. Place the magnet on the pipe to see if it sticks to the pipe. 5. Determine your pipe material and send your results and address to [email protected]. Material Verification Test To find out if you have a copper, lead or galvanized steel service on your property, you (or your landlord) can perform a material verification test on the water service line where it connects to the water meter to determine the material of the water service line on your property. -

Periodic Table 1 Periodic Table
Periodic table 1 Periodic table This article is about the table used in chemistry. For other uses, see Periodic table (disambiguation). The periodic table is a tabular arrangement of the chemical elements, organized on the basis of their atomic numbers (numbers of protons in the nucleus), electron configurations , and recurring chemical properties. Elements are presented in order of increasing atomic number, which is typically listed with the chemical symbol in each box. The standard form of the table consists of a grid of elements laid out in 18 columns and 7 Standard 18-column form of the periodic table. For the color legend, see section Layout, rows, with a double row of elements under the larger table. below that. The table can also be deconstructed into four rectangular blocks: the s-block to the left, the p-block to the right, the d-block in the middle, and the f-block below that. The rows of the table are called periods; the columns are called groups, with some of these having names such as halogens or noble gases. Since, by definition, a periodic table incorporates recurring trends, any such table can be used to derive relationships between the properties of the elements and predict the properties of new, yet to be discovered or synthesized, elements. As a result, a periodic table—whether in the standard form or some other variant—provides a useful framework for analyzing chemical behavior, and such tables are widely used in chemistry and other sciences. Although precursors exist, Dmitri Mendeleev is generally credited with the publication, in 1869, of the first widely recognized periodic table. -

New Methods of Cleaning up Heavy Metal in Soils and Water
ENVIRONMENTAL SCIENCE AND TECHNOLOGY BRIEFS FOR CITIZENS by M. Lambert, B.A. Leven, and R.M. Green New Methods of Cleaning Up Heavy Metal in Soils and Water Innovative solutions to an environmental problem This publication is published by the Hazard- ous Substance Research Centers as part of There are several options for treating Joplin. Here, mine spoils (locally called their Technical Outreach Services for Com- or cleaning up soils contaminated with chat) cover much of the open space in- munities (TOSC) program series of Environ- heavy metals. This paper discusses side the city, and contain high levels of mental Science and Technology Briefs for three of those methods. lead, zinc, and cadmium. Heavy metal Citizens. If you would like more information about the TOSC program, contact your re- contamination can be carried with soil gional coordinator: Introduction particles swept away from the initial At many sites around the nation, heavy areas of pollution by wind and rain. Northeast HSRC metals have been mined, smelted, or Once these soil particles have settled, New Jersy Institute of Technology Otto H. York CEES used in other industrial processes. The the heavy metals may spread into the 138 Warren St. waste (tailings, smelter slag, etc.) has surroundings, polluting new areas. Newark, NJ 07102 sometimes been left behind to pollute Cleanup (or remediation) technologies (201) 596-5846 surface and ground water. The heavy available for reducing the harmful ef- Great Plains/Rocky Mountain HSRC metals most frequently encountered in fects at heavy metal-contaminated sites Kansas State University this waste include arsenic, cadmium, include excavation (physical removal of 101 Ward Hall chromium, copper, lead, nickel, and the contaminated material), stabiliza- Manhattan, KS 66506 zinc, all of which pose risks for human tion of the metals in the soil on site, (800) 798-7796 health and the environment. -

ROMAN LEAD SILVER SMELTING at RIO TINTO the Case Study of Corta
ROMAN LEAD SILVER SMELTING AT RIO TINTO The case study of Corta Lago Thesis submitted by Lorna Anguilano For PhD in Archaeology University College London I, Lorna Anguilano confirm that the work presented in this thesis is my own. Where information has been derived from other sources, I confirm that this has been indicated in the thesis. ii To my parents Ai miei genitori iii Abstract The Rio Tinto area is famous for the presence there of a rich concentration of several metals, in particular copper, silver and manganese, which were exploited from the Bronze Age up to few decades ago. The modern mining industry has been responsible for both bringing to light and destroying signs of past exploitation of the mines and metal production there. The Corta Lago site owes its discovery to the open cast exploitation that reduced the whole mount of Cerro Colorado to an artificial canyon. This exploitation left behind sections of antique metallurgical debris as well as revealing the old underground workings. The Corta Lago site dates from the Bronze Age up to the 2nd century AD, consisting mainly of silver and copper production slag, but also including litharge cakes, tuyéres and pottery. The project focused on the study of silver production slag from different periods using petrograhical and chemical techniques, such as Optical Microscopy, X-Ray Diffraction, X-Ray Fluorescence, Scanning Electron Microscopy associated to Energy Dispersive Spectrometry and Multi-Collector Inductively Coupled Plasma Mass Spectrometry. The aim of the project was to reconstruct the metallurgical processes of the different periods, detecting any differences and similarities.