Green Solutions and Sustainability in Textile Industry
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Laundering, Drying, Ironing, Pressing Or Folding Textile Articles
CPC - D06F - 2020.02 D06F LAUNDERING, DRYING, IRONING, PRESSING OR FOLDING TEXTILE ARTICLES Definition statement This place covers: • Domestic or laundry dry-cleaning apparatuses using volatile solvents; • Domestic, laundry or tailors' ironing or other hot-pressing of clothes, linen or other textile articles; • Controlling or regulating domestic laundry dryers (cf. D06F 58/30). The Indexing Codes D06F 2101/00 - D06F 2101/20 cover user input for the control of domestic laundry washing machines, washer-dryers or laundry dryers. The Indexing Codes D06F 2103/00 - D06F 2103/70 cover parameters monitored or detected for the control of domestic laundry washing machines, washer-dryers or laundry dryers. The Indexing Codes D06F 2105/00 - D06F 2105/62 cover systems or parameters controlled or affected by the control systems of washing machines, washer-dryers or laundry dryers. Relationships with other classification places This subclass does not cover treatment of textiles by purely chemical means, which is covered by subclasses D06L and D06M. Apparatuses for wringing, washing, dry cleaning, ironing or other hot-pressing of textiles in manufacturing operations are covered by D06B and D06C. A document should be classified in D06F if: • It mainly relates to the treatment of home textiles, the treatment of other kinds of textiles should generally be classified somewhere else. • It generally (but not always) relates to a domestic appliance for treating a textile article (the machine may however be coin-operated). Exceptions to the rule at point (II) above are: D06F 31/00, D06F 43/00,,D06F 47/00, D06F 58/12, D06F 67/04, D06F 71/00, D06F 89/00 , D06F 93/00, D06F 95/00 as well as their subgroups. -

Solutions for You
ULTRACARE LAUNDRY SOLUTIONS SOLUTIONS FOR YOU. In Sweden, where we design and build our ASKO appliances, we’re problem solvers. We work hard to find solutions to life’s everyday challenges – and our laundry systems prove it. Every feature, every design element, every aspect of their performance has been refined with the single-minded purpose of making life simpler. From their sleek, purposeful styling and energy-efficient performance to their legendary durability and world-class warranty, ASKO laundry systems make life easier for you, for your family and for the Earth. In Sweden, that’s simply the way we do things – we solve problems. P.O. Box 851805 • Richardson, Texas 75081 800-898-1879 • www.askousa.com Part # 0710121107 UltraCare Helpers UltraCare InOne UltraCare Drying Systems UltraCare XXL UltraCare Fully Integrated UltraCare Family Cold Iron & HiddenHelpers™ Washer/Dryer Combination Laundry System Drying Cabinets, Vented & Ventless Dryer Laundry System Laundry System Laundry System UltraCare Laundry Solutions No matter what life throws at you, ASKO has the perfect UltraCare system to make short work of your laundry. From the high-efficiency, high-performance UltraCare Family to the supersized UltraCare XXL workhorse, ASKO has the right-sized laundry system for any family, large or small. Perhaps you want a truly functional, truly beautiful laundry room with your appliances built into your cabinetry and complete with countertops? UltraCare washers and dryers are available with plenty of features to configure your perfect laundry room. Maybe you want to conceal your appliances? The UltraCare Integrated system with custom cabinet fronts blends right into your cabinetry. You can choose from wood, white or black, or you can opt for our TouchProof™ stainless steel panels that will complement virtually any room. -
ADVISORY NOTICE 04/18 BUILDING Advisory Notices Are Issued to Assist in the Interpretation of the Development Act 1993 September 2018
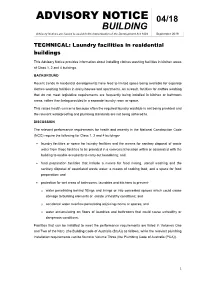
ADVISORY NOTICE 04/18 BUILDING Advisory Notices are issued to assist in the interpretation of the Development Act 1993 September 2018 TECHNICAL: Laundry facilities in residential buildings This Advisory Notice provides information about installing clothes washing facilities in kitchen areas of Class 1, 2 and 4 buildings. BACKGROUND Recent trends in residential developments have lead to limited space being available for separate clothes washing facilities in many houses and apartments. As a result, facilities for clothes washing that do not meet legislative requirements are frequently being installed in kitchen or bathroom areas, rather than being provided in a separate laundry room or space. This raises health concerns because often the required laundry washtub is not being provided and the relevant waterproofing and plumbing standards are not being adhered to. DISCUSSION The relevant performance requirements for health and amenity in the National Construction Code (NCC) require the following for Class 1, 2 and 4 buildings- laundry facilities or space for laundry facilities and the means for sanitary disposal of waste water from those facilities to be provided in a convenient location within or associated with the building to enable occupants to carry out laundering; and food preparation facilities that include a means for food rinsing, utensil washing and the sanitary disposal of associated waste water; a means of cooking food; and a space for food preparation; and protection for wet areas of bathrooms, laundries and kitchens to prevent- o water penetrating behind fittings and linings or into concealed spaces which could cause damage to building elements or create unhealthy conditions; and o accidental water overflow penetrating adjoining rooms or spaces; and o water accumulating on floors of laundries and bathrooms that could cause unhealthy or dangerous conditions. -

EC66-1193 Make Short Work of Ironing Clara Leopold
University of Nebraska - Lincoln DigitalCommons@University of Nebraska - Lincoln Historical Materials from University of Nebraska- Extension Lincoln Extension 1966 EC66-1193 Make Short Work of Ironing Clara Leopold Follow this and additional works at: http://digitalcommons.unl.edu/extensionhist Leopold, Clara, "EC66-1193 Make Short Work of Ironing" (1966). Historical Materials from University of Nebraska-Lincoln Extension. 3783. http://digitalcommons.unl.edu/extensionhist/3783 This Article is brought to you for free and open access by the Extension at DigitalCommons@University of Nebraska - Lincoln. It has been accepted for inclusion in Historical Materials from University of Nebraska-Lincoln Extension by an authorized administrator of DigitalCommons@University of Nebraska - Lincoln. Mrci s 85 £7 -#-L;(p- J (Cj 3 E.C. 66-1193 {!_,l make short work of IRONING • E X TENS ION S E RVICE UNIV ERS ITY OF NEBRASKA COLLEGE O F AGR ICULTURE AN D HOM E ECONOMICS AND U . S . DEPARTM ENT OF AGRICULTU R E COO P ERATING E . F. FROLIK, DEAN .J. L . ADAMS. DI RECT OR MAKE SHORT WORK OF IRONING BY MRS. CLARA N. LEOPOLD STATE EXTENSION SPECIALIST HOME MANAGEMENT There is iron-easy satisfaction in looking at a stack of freshly ironed laundry- particularly if you have made your ironing as easy as possible. Equipment and tec h nique are, of course, essential to doing any job well. Ironing methods and habits vary with individuals and will also have a great deal to do with the problems of making the total ironing job easier. If you are not ecstatic about ironing, even with today' s efficient equipment, you may need a new approach. -

Laundry Project
OHIO STATE UNIVERSITY EXTENSION FOR USE IN 2021 4-H 405 For an accessible format of this publication, visit cfaes.osu.edu/accessibility. RY PRO ND J U EC THE A T L Name _____________________________________________________________________________ Age (as of January 1 of current year) _____________________________________________________ County _____________________________________________________________________________ Club name _________________________________________________________________________ Advisor ___________________________________________________________________________ FOR USE IN 2021 Authors Lisa Barlage, Extension Educator, Family and Consumer Sciences, Ohio State University Extension Laryssa Hook, Extension Educator, 4-H Youth Development, Ohio State University Extension Joanna Rini, Extension Educator, Family and Consumer Sciences, Ohio State University Extension Joyce Shriner, Extension Educator, 4-H Youth Development, Ohio State University Extension Michelle Treber, Extension Educator, Family and Consumer Sciences, Ohio State University Extension Acknowledgments Special thanks to the authors and contributors of previous Ohio 4-H project books Laundry for Beginners and A 4-H Laundry Project. Reviewers Barb Cummings, Certified Master Clothing Educator, Lorain County Cherie Parrish, Certified Master Clothing Educator, Lorain County Jill Stechschulte, Extension Educator, 4-H Youth Development, Ohio State University Extension April Swinehart, Certified Master Clothing Educator, Fairfield County Production Team Brian Deep, -

Cold Water for Everyday Laundry in the U.S
Technical Brief: Benefits of Using Cold Water for Everyday Laundry in the U.S. Carole Mars July 2016 Cold Water Wash Initiative Home & Personal Care Working Group The Sustainability Consortium Technical Brief: Benefits of Using Cold Water for Everyday Laundry in the U.S. Cold Water Wash Initiative Home & Personal Care Working Group The Sustainability Consortium Carole Mars The Sustainability Consortium July 2016 Table of Contents 4 Introduction 5 Consumer Attitudes 7 Consumer Perception 7 Environmental Impacts 9 Benefits of Cold aterW Wash 10 Effectiveness of Cold Water Wash for Household Laundry 10 Definition of Cold Water 12 Laundry Basics 14 Innovation and Cold Water Wash 16 Laundry and Hygiene 20 Conclusion 21 References 25 Annex A: Data Sources and Calculations 25 Electricity Consumption Calculation 31 Cost per Load Calculations 33 Annex B: Laundry & Hygiene 5 Figure 1: Why cold water wash? 11 Figure 2: U.S. average near-surface groundwater temperature 11 Figure 3: Plot of water temperature vs. time for Phoenix, AZ 13 Figure 4: Sinner Circle 19 Figure 5: Guidance on wash temperatures for different types of clothes 26 Table A1: References for energy consumption calculations 26 Table A2: Consumer washing behavior 27 Table A3: Representative inlet temperature for cold water and number of water heaters per census region 27 Table A4: Energy required to wash 7 loads of laundry weekly for one year 28 Table A5: Energy required by total number of washing machines by census regions 28 Table A6: Energy and carbon emissions savings nationally 31 Table A7: Cost of water per load of laundry 32 Table A8: Total cost of washing clothes per load 32 Table A9: References, Cost of a load of laundry TECHNICAL BRIEF: BENEFITS OF USING COLD WATER FOR EVERYDAY LAUNDRY IN THE U.S. -

THE PHYSICAL PROPERTIES AJ.\1D WASH -A..ND-~~EAR PERFORMANCE of VIYELLA, a WOOL and COTTON BLEND FABRIC a THESIS Ubv1itted I
THE PHYSICAL PROPERTIES AJ.\1D WASH - A..ND-~~EAR PERFORMANCE OF VIYELLA , A WOOL AND COTTON BLEND FABRIC A THESIS UB v1 ITTED I PARTIAL FULFILLMENT OF THE REQUIREL'1EJTS FOR THE DEGREE OF MASTER OF SCIENCE IN TEXTILES A D CLO THI G IN THE GRADUATE SCHOOL OF THE TEXAS WOMAN 'S U IVERSITY COLLEGE OF UTRITION, TEXTILES AND HUMM DEVELOPME T BY SALLY CRISLER LO\ E , B . S . DE TO I TEXAS AUGUST I 198 1 -n • -.,~ • ! f ..f /'! 'I t"' i vr( '. ~ ~ d-- I/ { { ~- Texas VVoman's University Denton, Texas July 14 81 19 ------ We hereby recon1mend that the thesis prepared under our'supervision by Sally Crisler LOvJe entitled The Physical Properties and Wash-and-Wear Petfcirmance of Viyella, A Wool and Cotton Blend Fabric be accepted as fulfilling this part of the requiren1ents for the Degree of Master of Science in Textiles and Clothing Dissertation/Theses signature page is here. To protect individuals we have covered their signatures. TABLE OF CONTENTS LIST OF ILLUSTRATIONS v LIST OF TABLES . vii ACKNO~\TLEDGENENTS X Chapter I. INTRODUCTION . 1 Justification for Study . 2 Statement of Problem . • . • . • • . • 4 Objectives of Study . 4 Delimitations . .•..•. 5 II. REVIE\v OF LITERATURE 6 III. PLAN OF PROCEDURE . 10 Fabric Types . • . 10 Laundering Procedure . • • . • . 10 Equipment . • . • • . 13 Fabric Evaluations . 14 Fiber Content • . • . • 14 Yarn Count . • . • • . 15 Fabric Weight . • 15 Breaking Strength • . 16 Tearing Strength • . 17 Durable Press Appearance . • • . 17 Pilling Resistance . 18 Dimensional Stability . 19 Colorfastness . 21 Whiteness Retention . • . 21 Statistical Analysis . 22 IV. PRESENTATION OF DATA AND DISCUSSION OF FINDINGS . • . 23 Fabric Description . -

At Home with Dementia a Manual for People with Dementia and Their Carers Contents
At home with dementia A manual for people with dementia and their carers Contents Minister’s foreword iii Acknowledgements iv Message from the Hon John Watkins, CEO Alzheimer’s Australia NSW v Using this manual vi A problem-solving approach vi What’s in the manual? vii Chapter 1. Introduction: Dementia and the environment 1 The home 1 The best living environment 3 Chapter 2. Problem solving 5 Principles of problem solving 5 Steps to problem solving 9 Problem solving examples 12 Chapter 3. Memory aids 15 Possible solutions 16 Product guide: Memory aids 24 Chapter 4. Rooms in the house 29 Kitchen, laundry and living room 29 Product guide: Kitchen, laundry and living room 42 Bathroom and toilet 47 Product guide: Bathroom and toilet 53 Bedroom 59 Product guide: Bedroom 65 The building – Floors, doors, windows, stairs 67 Product guide: The building: floors, doors, windows and stairs 70 Furnishings 74 Product guide: Furnishings 78 Utilities – Heating, cooling, lighting, water, electricity, gas 81 Product guide: Utilities: Heating, cooling, lighting, water, electricity and gas 86 At home with dementia A manual for people with dementia and their carers n i Chapter 5. Outside 95 Possible solutions 96 Product guide: Outside 103 Chapter 6. Creating a supportive environment 107 Wandering 107 Product guide: Wandering 115 Pets 118 Product guide: Pets 119 A calm environment 120 Product guide: A calm environment 123 Product guide: Activities 126 Health and safety for carers and community service providers 127 Product guide: Health and safety 132 Chapter 7. New housing or renovation 135 Adaptable housing design 135 Chapter 8. -
Textile and Apparel Designing
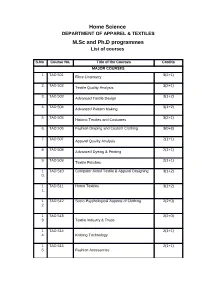
Home Science DEPARTMENT OF APPAREL & TEXTILES M.Sc and Ph.D programmes List of courses S.No Course No. Title of the Courses Credits MAJOR COURSES 1. TAD 501 3(2+1) Fibre Chemistry 2. TAD 502 3(2+1) Textile Quality Analysis 3. TAD 503 3(1+2) Advanced Textile Design 4. TAD 504 3(1+2) Advanced Pattern Making 5. TAD 505 3(2+1) Historic Textiles and Costumes 6. TAD 506 Fashion Draping and Custom Clothing 3(0+3) 7. TAD 507 2(1+1) Apparel Quality Analysis 8. TAD 508 2(1+1) Advanced Dyeing & Printing 9. TAD 509 2(1+1) Textile Finishes 1 TAD 510 Computer Aided Textile & Apparel Designing 3(1+2) 0. 1 TAD 511 Home Textiles 3(1+2) 1. 1 TAD 512 Socio-Psychological Aspects of Clothing 2(2+0) 2. 1 TAD 513 2(2+0) 3. Textile Industry & Trade 1 TAD 514 2(1+1) 4. Knitting Technology 1 TAD 515 2(1+1) 5. Fashion Accessories 1 TAD 516 Consumer Behaviour-Textiles & Apparel 2(1+1) 6. 1 TAD 517 Special Project Work 1(0+1) 7. 1 TAD 601 Functional Clothing 3(2+1) 8. 1 TAD 602 Technical Textiles 3(2+1) 9. 2 TAD 603 Textile Ecology 3(3+0) 0. 2 TAD 604 Sourcing and Globalization 3(2+1) 1. 2 TAD 605 Textile Auxiliary 2(1+1) 2. 2 TAD 606 Product Development 3(1+2) 3. 2 TAD 607 Textile Conservation 2(1+1) 4. 2 TAD 608 Colour Application in Textiles 2(1+1) 5. -
Eb0243 1938.Pdf (650.3Kb)
EX TENSION BULLETIN .l4.} APRIL, 1~.}~ EFFICIENT LAUNDRY METHODS • • • EFFICIENT LAUNDRY METHODS · By Esther Pond Extension Econom~st in Home Management State College ·of Washington The ambition of every woman who does the family washing is to produce clean, white clothes without becoming tired. The satisfaction of having clean clothes without fatigue, is the result of management. If a homemaker will study herself, her methods and her equipment and undertake to achieve efficiency, she will find that the whole laundry process can be interesting and scien tific. The woman who finishes the task fatigued and who, for a medium-sized family, has spent more than three hours at it, is not taking advantage of .the things which are hers for the plan ning. Planning for the Wash Day Each woman must decide which day of the week is best for her wash day. For some, Tuesday seems better than Monday for it gives an opportunity on the day before to get ready some of the things which clutter up the wash day. For others, there may be a better day of the week, which fits in with other things to be done. The important thing· is to keep the same day of each week for wash day, unless something else of more importance necessitates a change in days. Other household tasks must be planned around the washing, too. Bed linens should be changed on cleaning day or the day before wash day rather than on the day. itself. The idea of putting the bed linen back on the beds after washing may appeal to many but it is not efficient. -

Cost Accounting in the Laundry Industry Fred Elliott
University of Mississippi eGrove Publications of Accounting Associations, Societies, Accounting Archive and Institutes 1921 Cost accounting in the laundry industry Fred Elliott Follow this and additional works at: https://egrove.olemiss.edu/acct_inst Recommended Citation Elliott, Fred, "Cost accounting in the laundry industry" (1921). Publications of Accounting Associations, Societies, and Institutes. 80. https://egrove.olemiss.edu/acct_inst/80 This Article is brought to you for free and open access by the Accounting Archive at eGrove. It has been accepted for inclusion in Publications of Accounting Associations, Societies, and Institutes by an authorized administrator of eGrove. For more information, please contact [email protected]. N a tio n a lA sso c ia tio n of C o s t A c c o u n t a n t s Official Publications Vol. III OCTOBER, 1921 No. 3 — Cost Accounting in the Laundry Industry BUSH TERMINAL BUILDING 130 WEST 42nd STREET, NEW YORK N a tio n a lA sso c ia tio n of C o s t A c c o u n t a n t s Official Publications Vol. III OCTOBER, 1921 No. 3 Cost Accounting in the Laundry Industry BUSH TERMINAL BUILDING 130 WEST 42nd STREET, NEW YORK NATIONAL ASSOCIATION OF COST ACCOUNTANTS Official Publications Vol. III. No.3 October, 1921 Cost Accounting in the Laundry Industry FRED ELLIOTT, Fred Elliott & Co., Chicago, Ill. BUSH TERMINAL BUILDING 130 WEST 42ND STREET, NEW YORK CITY The National Association of Cost Account ants does not stand sponsor for views expressed by the writers of articles issued as Publications. -

A Simple Laundry Routine That Actually Works
A Simple Laundry Routine That Actually Works I have tried so many laundry routines over the years. Having a ‘Laundry Day’, where I do ALL the laundry in one day – wash, dry, fold, put away. Having certain days of the week dedicated to certain types of laundry. Loading all the laundry into a single hamper, then taking it to the laundry room each morning to sort, then picking a load to wash. All of these systems irritated me for different reasons – so I finally found a laundry routine that WORKS, and I’m excited to share it with you! Why we need a laundry routine This post contains affiliate links, which means if you make a purchase through one of these links, I make a small amount of commission at no extra cost to you. See full disclosure here. It may seem silly, to think that we need a ‘routine’ for handling our laundry. This is likely especially true if you are single, or it’s just you and your partner at home – and you don’t have children (or if you only have one child). If this is the case, you’re probably thinking – ‘I just do laundry when it needs to be done’, or ‘I do all my laundry on the weekends, when it’s cheaper!’. That’s all well and good if you don’t have a lot of people in your home. Or you don’t have a baby. Because –babies and children will create more laundry than you would ever think a tiny human could create.