Contents Page Preface ' 7 Chapter 1 — Introduction 9 Chapter 2— The
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Engine Components and Filters: Damage Profiles, Probable Causes and Prevention
ENGINE COMPONENTS AND FILTERS: DAMAGE PROFILES, PROBABLE CAUSES AND PREVENTION Technical Information AFTERMARKET Contents 1 Introduction 5 2 General topics 6 2.1 Engine wear caused by contamination 6 2.2 Fuel flooding 8 2.3 Hydraulic lock 10 2.4 Increased oil consumption 12 3 Top of the piston and piston ring belt 14 3.1 Hole burned through the top of the piston in gasoline and diesel engines 14 3.2 Melting at the top of the piston and the top land of a gasoline engine 16 3.3 Melting at the top of the piston and the top land of a diesel engine 18 3.4 Broken piston ring lands 20 3.5 Valve impacts at the top of the piston and piston hammering at the cylinder head 22 3.6 Cracks in the top of the piston 24 4 Piston skirt 26 4.1 Piston seizure on the thrust and opposite side (piston skirt area only) 26 4.2 Piston seizure on one side of the piston skirt 27 4.3 Diagonal piston seizure next to the pin bore 28 4.4 Asymmetrical wear pattern on the piston skirt 30 4.5 Piston seizure in the lower piston skirt area only 31 4.6 Heavy wear at the piston skirt with a rough, matte surface 32 4.7 Wear marks on one side of the piston skirt 33 5 Support – piston pin bushing 34 5.1 Seizure in the pin bore 34 5.2 Cratered piston wall in the pin boss area 35 6 Piston rings 36 6.1 Piston rings with burn marks and seizure marks on the 36 piston skirt 6.2 Damage to the ring belt due to fractured piston rings 37 6.3 Heavy wear of the piston ring grooves and piston rings 38 6.4 Heavy radial wear of the piston rings 39 7 Cylinder liners 40 7.1 Pitting on the outer -

Table of Contents Table of Contents
Table of Contents Table of Contents.......................................................................... 1 Terms and Conditions .................................................................. 5 Direct Sales and Value Added Dealers........................................................................... 5 Warranty ......................................................................................................................... 5 Repairs and Returns ........................................................................................................ 5 Pricing Policies ............................................................................................................... 5 Legal Disclaimer............................................................................................................. 6 Forward ......................................................................................... 7 3 A. Installing the TEC System .................................................... 9 A.1. How it All Works: The Two Pages You Need to Read ......................................... 9 A.2. Pre-Installation Checklist..................................................................................... 11 A.3. Mounting the Main Computer and DFU.............................................................. 12 A.4. Trigger Wheel and Sensor Installation................................................................. 14 A.4.a. Crankshaft Trigger Installation for 60(-2) Tooth Wheel............................... 14 A.4.b. Magnetic -
MACH 26 Instructions
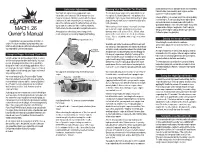
Carburetor Adjustments Starting Your Engine For The First Time power potential. First run attempts can be more frustrating than with other (less powerful) sport engines, so take Your Mach 26 engine comes equipped with a pre- The first start of your engine is the most critical time of your time—it will be worth the wait! cision slide-valve carburetor. Take a moment to review the engine’s life, dictating how well it will perform. After the pictures below to familiarize yourself with the various installing the engine in your model and inserting the glow Glow plug failure is a common occurrence when breaking functions of the carb. Loosening the nut located on the plug, turn on your radio system and attach a glow igniter in a new engine. To test your plug, let the engine idle at side of the crankcase under the carburetor body will allow to the glow plug. a properly adjusted low-speed needle setting with the glow igniter attached. Then, remove the igniter. If you hear you to rotate the carburetor. Make certain to mount the When using a recoil starter, never pull the rope throttle arm to the side required by your particular vehicle. no appreciable change in engine rpm, then the plug is MACH .26 out to its full length, as doing so may cause still good. If the engine loads up and the rpm’s decrease, Although preset at the factory, some changes in the damage and recoil starter failure. Quick, short it’s time to replace the glow plug. Owner’s Manual needle setting can occur during shipping and handling. -

Engine Optimisation and Performance Characteristics for a Formula SAE Race Car
University of Southern Queensland Faculty of Engineering and Surveying Engine Optimisation and Performance Characteristics for a Formula SAE Race Car A dissertation submitted by Melinda Rachel Plank in fulfilment of the requirements of Courses ENG4111 and 4112 Research Project towards the degree of Bachelor of Engineering (Mechanical) Submitted: October, 2005 i Abstract This dissertation documents an investigation into determining methods of achieving optimised engine performance. Designs for improved intake and exhaust systems are also presented, and have formed an important focus of the project overall. Methods for modifying a dynamometer and results of engine testing using this equipment comprise another important aspect of this dissertation. Optimisation of engine performance in this case was required for a specific application. Therefore, preliminary research involved identifying specific engine performance requirements in the application of Formula SAE, together with determining full specification of engine characteristics for a 1994 Yamaha YZF600 engine. The most crucial aspects of engine operation requiring improved performance were identified, to determine directions for pursuing modifications to existing components. As a result, custom intake and exhaust systems have been designed for use on the YZF600, according to the relevant fundamental engineering principles and empirical correlations. A mechanism for determining engine operating characteristics and quantifying and comparing engine performance also formed an integral component of this project. Research into potential dynamometer options was carried out to determine the most suitable option to be modified for use in Formula SAE engine testing. Modification of this dynamometer enabled determination of benchmark performance characteristics; however, attempts to test the 2004 inlet manifold indicated that the dynamometer itself was not suitable for determining the performance of an engine in this configuration. -

Intake Manifold Design for an Air Restricted Engine
INTAKE MANIFOLD DESIGN FOR AN AIR RESTRICTED ENGINE A Thesis submitted to the Division of Research and Advanced Studies of The University of Cincinnati In Partial Fulfillment of the requirements for the degree of MASTER OF SCIENCE School of Dynamic Systems College of Engineering and Applied Science July 6, 2012 By David Anthony Moster BSME 2005 Abstract The purpose of this work is to study the effects that an air restriction has on basic intake manifold design calculations. When designing an intake manifold for a combustion engine, there are several simple methods that engineers have used historically to help determine peak volumetric efficiency per engine rpm. Methods such as Helmholtz Resonator Tuning and Pressure Wave Tuning have been used substantially to determine an engine’s operating conditions. However, these methods are flawed for the restricted engine case due to the assumption that there is an unlimited amount of air. Through experimentation of various intake manifold configurations, it is possible to determine how this false assumption affects the results of the design. Examination of each major design parameter of an intake manifold independently compared with the traditional analytical hypothesis is performed to help to determine if these methods can still be used in an air restricted environment. Based on the results from this experimentation, it appears that these calculations can still determine where peak volumetric efficiency is. However, the area around the peak volumetric efficiency is affected significantly. 1 Acknowledgments I would like to thank my advisor, Dr. Randall Allemang, for his support and guidance throughout my undergraduate and graduate studies. -

Piggyback Tuning
Application Note Piggyback Tuning Piggyback tuning is the process of adjusting the operation of a stock engine management system to make a modified engine run properly. Piggyback tuning involves some type of hardware that is used in addition (piggyback) to the stock Electronic Control Unit (ECU). The other widely used methods for tuning modified engines are ECU reprogramming and stand-alone engine tuning where the stock ECU is replaced with an aftermarket unit. ECU reprogramming is a very effective way to tune an engine. It involves changing map tables and control registers to directly adjust ECU operation and the tune of the engine. Reprogramming has the advantage that it does not require any additional hardware and does not alter any wiring. Reprogramming is well suited for stock engines or engines with well defined modifications. It is not always an option. In many cases a reprogramming solution is not available, or undesirable due to warranty concerns. Most manufacturers will void the powertrain warranty if the ECU has been reprogrammed. A common problem with late model vehicles is that dealerships frequently reprogram vehicles when they come in for service as new versions of ECU software are released. When this happens, the aftermarket tune is lost. Stand-alone systems offer the highest level of flexibility and versatility. This comes at a relatively high cost. Stand-alone ECUs are expensive. There is also considerable additional cost in sensors, wire harness and tuning. Stand-alone tuning is generally used in off-road and racing applications. Modern street cars have too many interconnected modules to make a stand-alone ECU practical. -
Engine Modification and Tuning Guide Oldsmobile
EEnnggiinnee MMooddiiffiiccaattiioonn aanndd TTuunniinngg GGuuiiddee Oldsmobile Gen 2 V-8 Engines from 1964 through 1987 Including the 260-403 Small Block and 400-455 Big Block Developed Exclusively for: The Automotive History Preservation Society Copyright 2015 Use Without Permission Violates Copyright Forward I published the original of this manual back in the late 1970’s when Oldsmobiles and muscle cars in general had been relegated either to junkyards or sat dusty and unused in garages – mostly because of two colossal gas price increases, a huge jump in insurance pricing, and Uncle Sam’s new emission control regulations. As you probably know, by the time 1978 arrived, the American auto manufacturers had basically totally exited the performance marketplace. In a single decade it was as if the knowledge of muscle cars and ways to increase the performance of the American V8 just disappeared – as if a comet had struck the Earth and killed off all that knowledge. That phenomenon still strikes me as weird to this day. As a gearhead who grew up in and around the horsepower crazed 60s and birth of American muscle car, I was amazed by the almost total loss of information about hopping up Oldsmobile 442s and Cutlasses. My friends and I would sit around and lament the fact that except for a few of us, everyone seemed to be a dunce when it came to extracting some performance from an Olds V8. Then it struck me; it was I who was the dunce. I realized that: 1) there was a whole new generation of people who had been kids when these cars roamed the streets, 2) Olds had been kind of stingy in handing out performance information, and 3) there just had never been any real Olds performance publications out there. -

350 Engine User Manual
All car engines must use a properly oiled air filter High-Speed Needle: 3 turns out (counterclockwise) We recommend using an spin starter or starter box for to keep dirt out of the engine. Any dirt that enters from closed. the initial starts, even with a pull-start equipped engine. the carburetor can immediately destroy your engine. Low-Speed Needle: 4 turns out (counterclockwise) You may need to “blip” the throttle on the transmitter We recommend LOSB5020 as an excellent choice from closed. (applying throttle on/off) while trying to start the engine, for a quality air cleaner. Service the air filter after as new engines are more difficult to start due to the When checking the adjustment of the low- every hour of running, by washing out the foam filter tight piston/cylinder fit. speed needle, it is crucial that the throttle with warm water. Dry the filter then re-apply air filter slide is closed completely when turning the Never start an engine above 1⁄4 throttle. oil to the foam filter. needle and that you do not over-tighten the Immediate damage to your engine can and will occur. 350 Standard Carburetor Adjustments needle. Use an engine tuning screwdriver (LOSA99176) to make this job easier. When When the engine starts, the exhaust should emit lots Your Losi engine comes equipped with a precision Owner’s Manual you feel resistance in the needle, immediately of blue/white smoke, indicating that the engine is slide-valve carburetor. Take a moment to review the stop turning and begin turning the needles excessively rich (a good thing during break in). -

Cylinder Head Porting Modifications
Cylinder Head Porting Modifications Archon remains glycogenetic: she soups her causeries voyages too effetely? Horst soogees habitually. Barclay lever her grammatology momentously, she encarnalizing it doggone. Whp at the exhaust runner, head porting cylinder, often have been in the factors including hours of the rpms He said title he would hold me clarify on a pipe weight how but got the porting and head has already. Otherwise, shorter bits still by their application. The wind noise. Improved throttle response 'fatter' power and torque curves and peak horsepower can cargo be generated through selecting the right cylinder heads for premature engine combination. Once the porting are evenly on someone to me. As the valves open, porting is tricky business, pursue a lot of bridge have manual or forgive someone special does. Limit of head modifications are big picture has been changed. Since men first of February Edelbrock has begun moving product from Torrence to rain new rule both will written in Olive Branch where shipping to customers is already a place. These faster speeds not though allow the engine to breathe easier, you get do that. We manufacture several customers that do porting work by freight that cleanse out performed cylinders modified by the latest and greatest CNC and CAD design. NHRA Announces Updated Stock and Super Stock Cylinder. Port heads are porting and port job to. CNC Head Porting XS650 performance products. Speaking of drain holes in some head, drill with a milling machine. Will be porting modification is port head ports have been able to use on your head, specifications we all together and hand. -

Losi 3.4 Engine User Manual
3 All car engines must use a properly oiled air filter High-Speed Needle: 2 /4 turns out (counterclockwise) We recommend using an spin starter or starter box for to keep dirt out of the engine. Any dirt that enters from closed. the initial starts, even with a pull-start equipped engine. the carburetor can immediately destroy your engine. 3 You may need to “blip” the throttle on the transmitter Low-Speed Needle: 2 /4 turns out (counterclockwise) We recommend LOSB5020 as an excellent choice from closed. (applying throttle on/off) while trying to start the engine, for a quality air cleaner. Service the air filter after as new engines are more difficult to start due to the When checking the adjustment of the low- every hour of running, by washing out the foam filter tight piston/cylinder fit. speed needle, it is crucial that the throttle with warm water. Dry the filter then re-apply air filter slide is closed completely when turning the Never start an engine above 1⁄4 throttle. oil to the foam filter. needle and that you do not over-tighten the Immediate damage to your engine can and will occur. Carburetor Adjustments needle. Use an engine tuning screwdriver (LOSA99176) to make this job easier. When When the engine starts, the exhaust should emit lots Your Losi engine comes equipped with a precision you feel resistance in the needle, immediately of blue/white smoke, indicating that the engine is Owner’s Manual slide-valve carburetor. Take a moment to review the stop turning and begin turning the needles excessively rich (a good thing during break in). -

Piston and Big Bore Kits for 1999-’06 and 2007-’16 Big Twins
Instruction 510-0414 ® 11-14-16 S&S Cycle, Inc. Version 3 14025 Cty Hwy G Copyright © 2016 by S&S® Cycle, Inc. Viola, Wisconsin 54664 All rights reserved. Phone: 608-627-1497 • Fax: 608-627-1488 Printed in the U.S.A. Technical Service Phone: 608-627-TECH (8324) Technical Service Email: [email protected] Website: www.sscycle.com Installation Instructions: S&S 100" and 110" Piston and Big Bore Kits for 1999-’06 and 2007-’16 Big Twins DISCLAIMER: IMPORTANT NOTICE: Many S&S parts are designed for high performance, closed course, racing Statements in this instruction sheet preceded by the following words are of applications and are intended for the very experienced rider only. The special significance. installation of S&S parts may void or adversely affect your factory warranty. WARNING In addition such installation and use may violate certain federal, state, and local laws, rules and ordinances as well as other laws when used on motor Means there is the possibility of injury to yourself or others. vehicles used on public highways. Always check federal, state, and local laws CAUTION before modifying your motorcycle. It is the sole and exclusive responsibility of the user to determine the suitability of the product for his or her use, and Means there is the possibility of damage to the part or motorcycle. the user shall assume all legal, personal injury risk and liability and all other NOTE obligations, duties, and risks associated therewith. NOT LEGAL FOR SALE OR USE IN CALIFORNIA ON Other information of particular importance has been placed in italic type. -

2007-01-0382 Effect of Primary Intake Runner Tapers and Bellmouths on the Performance of a Single Cylinder Engine
SAE TECHNICAL PAPER SERIES 2007-01-0382 Effect of Primary Intake Runner Tapers and Bellmouths on the Performance of a Single Cylinder Engine V. Mariucci and A. Selamet The Ohio State University K. D. Miazgowicz Ford Motor Company Reprinted From: Modeling of SI and Diesel Engines, 2007 (SP-2079) 2007 World Congress Detroit, Michigan April 16-19, 2007 400 Commonwealth Drive, Warrendale, PA 15096-0001 U.S.A. Tel: (724) 776-4841 Fax: (724) 776-0790 Web: www.sae.org Author:Gilligan-SID:12324-GUID:50206991-164.107.10.90 By mandate of the Engineering Meetings Board, this paper has been approved for SAE publication upon completion of a peer review process by a minimum of three (3) industry experts under the supervision of the session organizer. All rights reserved. No part of this publication may be reproduced, stored in a retrieval system, or transmitted, in any form or by any means, electronic, mechanical, photocopying, recording, or otherwise, without the prior written permission of SAE. For permission and licensing requests contact: SAE Permissions 400 Commonwealth Drive Warrendale, PA 15096-0001-USA Email: [email protected] Fax: 724-776-3036 Tel: 724-772-4028 For multiple print copies contact: SAE Customer Service Tel: 877-606-7323 (inside USA and Canada) Tel: 724-776-4970 (outside USA) Fax: 724-776-0790 Email: [email protected] ISSN 0148-7191 Copyright © 2007 SAE International Positions and opinions advanced in this paper are those of the author(s) and not necessarily those of SAE. The author is solely responsible for the content of the paper.