Servo Knife Cutters CSC Models
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Moore & Wright 2016/17- Complete Catalogue
MW-2016E MW-2016E MOORE & WRIGHT Moore & Wright - Europe and North Africa Moore & Wright - Rest of the World Bowers Group Bowers Eclipse Equipment (Shanghai) Co., Ltd. Unit 3, Albany Court, 8th Building, No. 178 Chengjian Rd Albany Park, Camberley, Minhang District, Shanghai 201108 Surrey GU16 7QR, UK P.R.China Telephone: +44 (0)1276 469 866 Telephone: +86 21 6434 8600 Fax: +44 (0)1276 401 498 Fax: +86 21 6434 6488 Email: [email protected] Email: [email protected] Website: www.moore-and-wright.com Website : www.moore-and-wright.com PRODUCT CATALOGUE 16/17 Partners in Precision PRODUCT CATALOGUE 16/17 INNOVATIVE NEW PRODUCTS IN EVERY SECTION OF THIS ALL-INCLUSIVE, EASY TO USE REFERENCE MWEX2016-17_FC-BC.indd 1 19/11/2015 11:58 MOORE & WRIGHT A Brief History... Founded in 1906 by innovative young engineer, Frank Moore, Moore & Wright has been designing, manufacturing and supplying precision measuring equipment to global industry for over 100 years. With roots fixed firmly in Sheffield, England, the company began by manufacturing a range of calipers, screwdrivers, punches and other engineer’s tools. Following investment from Mrs Wright, a shrewd Sheffield businesswoman, Frank was able to expand the business and further develop his innovative designs. By the mid-nineteen twenties, thanks to the company’s enviable reputation, Moore & Wright was approached by the UK Government to consider manufacturing a range of quality micrometers. It was in this field that Moore & Wright’s status as UK agent for the Swiss Avia range of products and subsequent acquisition of the Avia brand and manufacturing rights, proved invaluable. -
5. Calliper Gauge: a Calliper Gauge Is Similar to a Snap Gauge, but It Is Used to Check Both the Inside and Outside Dimensions
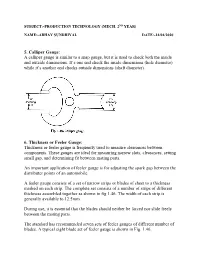
SUBJECT:-PRODUCTION TECHNOLOGY (MECH. 2ND YEAR) NAME:-ABHAY SUNDRIYAL DATE:-14/04/2020 5. Calliper Gauge: A calliper gauge is similar to a snap gauge, but it is used to check both the inside and outside dimensions. It’s one end check the inside dimensions (hole diameter) while it’s another end checks outside dimensions (shaft diameter). 6. Thickness or Feeler Gauge: Thickness or feeler gauge is frequently used to measure clearances between components. These gauges are ideal for measuring narrow slots, clearances, setting small gap, and determining fit between mating parts. An important application of feeler gauge is for adjusting the spark gap between the distributer points of an automobile. A feeler gauge consists of a set of narrow strips or blades of sheet to a thickness marked on each strip. The complete set consists of a number of strips of different thickness assembled together as shown in fig 1.46. The width of each strip is generally available to 12.5mm. During use, it is essential that the blades should neither be forced nor slide freely between the mating parts. The standard has recommended seven sets of feeler gauges of different number of blades. A typical eight blade set of feeler gauge is shown in Fig. 1.46. 7. Radius or Fillet Gauge: Radius gauge are supplied in sets, are used: (a) To check concave and convex radii on corners or shoulders. (b) For layout work and inspection of components. (c) As a template when grinding of cutting tools. 8. Screw Pitch Gauge: A screw pitch gauge is also called thread gauge is looks similar to that of a feeler gauge. -

Proto Catalog
SPECIALTY TOOLS We at Stanley Proto pride ourselves on having one of the and can extend the user's reach by as much as 2 feet. most comprehensive, high quality lines of industrial tools We offer straight-handle models, as well as flexible anywhere. That's why we supplement our core tool ones that will reach around corners and other obstacles. offerings with a range of Specialty Tools. Some of these tools, like our Feeler Gauges and Oil Filter Wrench, are Of course the first step to retrieving a lost item is to find it, specific to a particular trade while others will earn their keep and that may call for some way to see into those dark and just about anywhere that people work on machinery. hidden recesses. That's why we offer Inspection Mirrors. These consist of a circular, oval, or rectangular mirror that's A good example of the latter is the Retrieving Tool, which attached via an all-angle ball joint to a long or short handle. can sometimes be the only way to retrieve a nut, bolt, or other Mirror handles come in fixed and telescoping varieties, metallic part ---- (or even a socket or set of pliers) – that and in lengths up to 15-1/2 inches. has fallen into the recesses of a machine, utility panel, or engine compartment. This tool consists of a magnet The Specialty Tools in this section are just one of the ways attached to the end of a fixed or telescoping handle, we ensure that you have all the tools to tackle any job. -
Testing & Measuring
Toll Free US & Canada: 800-645-8180 Eastern Division 60 Fleetwood Ct., Ronkonkoma, NY 11779-6907 Telephone: (631) 471-3300 Fax: (631) 471-3308 Western Division 1219 W. Mahalo Place, Rancho Dominguez, CA 90220-5446 Telephone : (310) 632-5400 Fax: (310) 632-3900 Supplying the Aerospace, Defense & Metal Working Industries Since 1951! Minimum Order US Air Tool Company (also known as USATCO) has been a family owned and operated business since 1951. We are now a US manufacturer and $100.00 List Price worldwide distributor of high quality tools for the aviation industry with offices in New York & California. In addition, from the beginning of the homebuilder Terms era in the 1970's, USATCO has been providing tools and equipment to craftsmen around the world who build and fly their own aircraft. These Net 30 days on approved credit only. "sheet-metal artists" are now flying thousands of planes built and maintained Approved credit cards. with USATCO tools. Prepaid via check or wire transfer. No C.O.D. shipments. USATCO offers the highest quality products at competitive prices, with the knowledge and experience necessary for expert advice in product selection. Our courteous staff will be pleased to assist you. And of course, all the Returns products we offer are fully guaranteed. If you don't see what you are looking Return authorization is required. for, please don't hesitate to contact us. We work hard to provide our Merchandise must be sent freight prepaid customers with straightforward & reliable business. Try us & see! to the facility from which it was purchased. -

Specialty Tools
SPECIALTY TOOLS Meeting the needs of automotive customers and MRO organizations, no toolbox is complete without an assortment of specialty items. Blackhawk™ by Proto® includes popular puller configurations, automotive feeler gauges; as well as engine, brake and wheel tools. A range of cleaning brushes, scrapers and hacksaws round out the category. TAPERED BEARING SPLINTER Item #: ET-1207 • Designed for the removal of bearings, thin-faced gears and cone-shaped gears. • Beveled edge allows insertion behind pulleys, gears, or bearings where space limitations preclude the use of a standard jaw puller. • Max reach: 4-1/4” • Weight (lbs): 5.07 SPECIALTY TOOLS BODY DENT PULLER Item #: ET-1710 • Removes auto body creases and dents without disturbing upholstery, headliners and body hardware. • removing inner panels of dented area is also eliminated. • Punch or drill hole in dented panel, insert self-threading screw or hook and with a few raps of the sliding hammer return metal to its original shape. • Sturdy plastic handle and black oxide body. PULLERS • overall Length (in): 13 • Weight (lbs): 3.72 BATTERY TERMINAL & GENERATOR BEARING PULLER Item #: ET-1071A • Designed to engage either below or on the the sides of the cable terminals and lift even badly corroded terminals with no harm to the battery case or posts. • The swivel allows its use as a generator bearing puller and magneto gear puller. • Weight (lbs): 0.64 STEERING WHEEL PULLER Item #: ET-1328A • Any steering wheel that is tapped to take cap screws can be easily removed with this Steering Wheel Puller, for removing flanges, pulleys, etc. • For use over a hollow shaft, a nipple is supplied to provide a base for the screw. -
Measuring Tools and Gauges
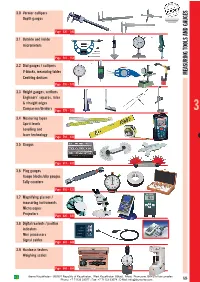
3.0 Vernier callipers Depth gauges Page 526 - 540 3.1 Outside and inside micrometers Page 541 - 554 3.2 Dial gauges / callipers V-blocks, measuring tables MEASURING TOOLS AND GAUGES Centring devices Page 555 - 577 3.3 Height gauges, scribers Engineers’ squares, rules & straight edges Compasses/dividers 3 Page 578 - 592 3.4 Measuring tapes Spirit levels Levelling and laser technology Page 593 - 610 3.5 Gauges Page 611 - 615 3.6 Plug gauges Gauge blocks/slip gauges Tally counters Page 616 - 625 3.7 Magnifying glasses / measuring instruments Microscopes Projectors Page 626 - 640 3.8 Digital readouts / position indicators Mini processors Signal cables Page 641 - 643 3.9 Hardness testers Weighing scales Page 644 - 650 ibemo Kazakhstan - 090301 Republic of Kazakhstan, West Kazakhstan Oblast, Aksai, Pramzone, BKKS office complex Phone: +7 71133 93077 ; Fax: +7 71133 93074 ; E-Mail: [email protected] 525 Measuring For Service details, Calibration please refer to the front under the “S” tab from page 3 onwards! MEASURING TOOLS AND GAUGES ! IP degrees of protection First digit Level of protection provided by the enclosures against contact and the intrusion of solid objects, dust or water 3 Level Description Explanation 0 No protection No special protection measures to prevent contact and penetration of solid foreign objects. 1 Protection against large, Protected against the penetration of solid foreign objects solid foreign bodies with a diameter of 50 mm and greater. 2 Protection against medium- Protected against the penetration of solid foreign objects sized, solid foreign bodies with a diameter of 12.5 mm and greater. -

Feeler Gauges Thickness Gauge
Feeler Gauges Thickness Gauge Leaf size (mm) Tolerance (mm) 0.03 ~ 0.10 ±0.005 0.10 ~ 0.30 ±0.010 65M 0.30 ~ 0.60 ±0.012 FEATURES 0.60 ~ 3 ±0.02 • Use for precise spacing inspection by inserting into the gap between two flat surfaces • Indispensable instrument for measuring gap between piston and cylinder of automotive engine • Leaf width 12.7mm USE • Measurement of gap width MATERIAL • Carbon tool steel *Leaves can be combined for a wide range of measurements SPECIFICATIONS Medel No. Leaf Length (mm) Pieces / Set Nominal Size (mm) Weight 172MASK 75 30g Ring Gauge 172MBSK 100 30g Pin 0.30 0.04 0.05 0.06 0.07 0.08 0.10 & 172MCSK 150 9 50g 0.15 0.20 172MDSK 230 70g 172MESK 300 90g Thread Plug & Thread Ring Gauge 100MRSK 100 0.03 0.04 0.05 0.08 0.10 0.15 0.20 40g 10 150MRSK 150 0.25 0.30 0.40 60g 100MKSK 100 0.01 0.02 0.03 0.04 0.05 0.06 0.07 30g 10 150MKSK 150w 0.08 0.09 0.10 40g Gauge 60MSK 75 0.03 0.04 0.05 0.06 0.07 0.08 0.09 60g 100MYSK 100 19 0.10 0.15 0.20 0.25 0.30 0.35 0.40 80g 150MYSK 150 0.45 0.50 0.70 0.80 1.00 120g 65MSK 75 0.03 0.04 0.05 0.06 0.07 0.08 0.09 80g 0.10 0.11 0.12 0.13 0.14 0.15 0.20 Gauge 100MZSK 100 25 100g Air 0.25 0.30 0.35 0.40 0.45 0.50 0.60 150MZSK 150 0.70 0.80 0.90 1.00 150g 72MSK 75 70g 0.04 0.05 0.06 0.07 0.08 0.10 0.15 100MTSK 100 12 100g 0.20 0.30 1.00 2.00 3.00 Gauges Feeler 150MTSK 150 140g 100MLSK 100 0.01 0.02 0.03 0.04 0.05 0.06 0.07 80g 19 0.08 0.09 0.10 0.20 0.30 0.40 0.50 150MLSK 150 0.60 0.70 0.80 0.90 1.00 120g 80MSK 75 60g 0.03 0.04 0.05 0.06 0.07 0.08 0.10 Gauge Taper 100MXSK 100 13 90g 0.15 -

Lighting 31 Pick-Up & Inspection Tools Measuring Tools
Lighting ECFLED215EU CTLU761 Rechargeable & Cordless 14.4V 21 LED Work Light All units Multi position CTLED7850 illustrated Lithium Magnetic Base & Back 18V Lithium CTLED6818 require 60 x LED 240 wall & 12V Car Chargers incl. Lightweight 18V Ni-Cad batteries Light 1000 lux output LED Light Operating time 4hrs LED Light (available Charge time 4hrs separately) For Cordless / Cordless Rechargeable Lights Power Tools refer CTLED566A CTL761 CTLZ761 page 24 9.6V Ni-Cad 14.4V Lithium 14.4V Lithium 6x LED Light LED Light LED Light ECFBARLED Battery powered Rechargeable Cob Light ECFONELITE ECFLED24 12SMD LED 24 LED Rotating lamp Pocket Light Magnetic base ECFLED48 48 LED Rotating lamp 6 LED CTLUH761 Pocket 14.4V Lithium ECFHKY ECFSLIMRCA Light Underhood Rechargeable 12SMD LED Pocket Light ECF28 EZRPCLED6 90 x LED Light Pivot Light (Also available in Black, Geen, Orange & Blue) Slim Flex Light Pick-up & Inspection Tools SGASA204A UPTC16LT Lighted Flexible Spring Claw 4pc Mini LED battery powered Hook & 4 Claw Jaw Awl Heavy Duty Set PSLR4LT YA837A 4pc Extra Long Lighted Pick Set UPTC16MLT LED FlexMagnet Spring Claw Flexible Spring Claw PSLR4 4pc Extra Long Pick Set UPTLP2 Pick-up Tool Inspection Mirrors Lighted PHT5 PTM143 30mm diam. Extends to 430mm Magnetic Pick-up Tool UIM2LT Extends up to 624mm Lighted Inspection Mirror PTM157 Oval PT40B Also available in Telescopic up to 900 mm Pick Up Tool Red (PHT5RD), Blue (PHT5BL), 50mm diam. LED light battery powered Magnetic Green (PHT5GR), Orange (PHT5OR) 25 x 50m mirror. Extends to 430mm UIM225 PTM157 Flexible PT5C YA339 Magnetic Straight End/90° End Scribe 55mm diam. -

Automotive Service Technology Basic Tool List
AUTOMOTIVE SERVICE TECHNOLOGY BASIC TOOL LIST All automotive students are required to provide their own hand tool set. The following list of tools will serve as a guide for Automotive Service Technology students. These tools may be purchased from any vendor and substantial discounts are available to students. Ferris State University does not sell tools. The complete tool list is shown first (p1-p3). Because not all beginning students take the same automotive classes when starting the program, the second list indicates tool requirements by the individual course (p4-p7). Tools may be purchased over a period of time to match the course requirements. All tools including toolboxes and safety equipment must be purchased by third semester. NOTE: FIRST YEAR STUDENTS SHOULD FOLLOW INDIVIDUAL CLASS REQUIREMENTS. STUDENTS IN AUTO 114 (ENGINES) AND AUTO 115 (SUSPENSION-STEERING-ALIGNMENT SERVICES) SHOULD BRING ONLY THEIR TOP BOX. LARGE (BOTTOM) TOOLBOXES ARE NOT PERMITTED UNTIL THE STUDENT IS IN AUTO 200 OR 250 (SERVICE FLOOR). Safety Equipment & Uniforms 1 Pair leather work shoes 4 Work uniforms (shirts – light blue / dark blue or dealership type) – Not required until third semester 2 Fender covers 1 Seat cover (can substitute with large beach towels) 1 Pair welding goggles 1 Pair welding gloves 1 Pair soft frame safety goggles 1 Pair safety glasses Complete Tool List 1 Pliers -wire stripper/crimper 1 Pocket Screw Driver 1 3/8" drive metric socket set 8mm-19mm (deep & shallow) 2 3/8" drive spark plug sockets-1-13/16" & 1-5/8" (Flex) 1 17 piece ½" -

2-Year Tool List
10mm - 24mm Deep PSU Automotive Punches: 3", 6", 12" Extensions Center Service Required Tool Flex Handle (Breaker Bar) Brass Drift List Ratchet Pin 1/8", 3/16", 1/4", 5/16 " Spark Plug (Gap Tool) Taper 3/8", 1/2", 5/8" Tape Measure – Standard Air Blow Gun (meeting OSHA Safety Glasses (meeting and Metric requirements) OSHA requirements) Test Light (12V) Allen (Wrench or Socket) Set Scraper: - Standard (.050" - 3/8") Carbon 1" Tire Pressure Gauge Torque Wrench: Allen (Wrench or Socket) Set Gasket 1" 3/8" Drive (10 - 250 lb. in.) - Metric (2mm - 7mm, Screwdriver - Blade Type: 3/8" Drive (5 - 75 lb. ft.) 10mm, 12mm) Stubby Battery Post Cleaner 6", 9", 12" 1/2" Drive (50 - 250 lb. ft.) Battery Terminal Pliers Offset Torx Set (screwdrivers Battery Terminal Puller and/or sockets): Chisels: T-8 to T-60 Cape 5/16" Screwdriver - Phillips: Snap On 525 DVOM Cold 3/8", 3/4" Stubby #1, #2 required for meter Chisel Holder 6" #1, #2 certification (Multimeter Claw Type Pickup Tool 12" #3 preferred) Offset #2 Dial Indicator w/Vice Grip Screwdriver - Impact Driver Tool Chest (Must be able to Combination Wrenches: Set roll and lock) Standard (1/4" – 1 1/4") Metric (7mm - 24mm) Crowfoot Wrench Set - Metric Screw Starter: Suggested but not Crowfoot Wrench Set - Phillips required on the first Standard Standard day of school: Ear Protection Feeler Gauge (Blade Type): Bolt/Screw Extractor Kit .002" - .040" Logic Probe .006mm - .070mm Compression Gauge Socket Set - 1/4" Drive: Vacuum gauge 1/4" - 1/2" Standard Depth Hand Vacuum Pump Files: 1/4" - 1/2" Deep Fuel -

“Electronic Feeler Gage” for Maintaining Coater Gap Uniformity in Production
Next Generation Portable “Electronic Feeler Gage” For Maintaining Coater Gap Uniformity in Production Bryan Manning Capacitec, Inc. PO Box 819 Ayer, MA 01432 Tel: 978-772-6033 Email: [email protected] Presented at the 13th International Coating Science and Technology Symposium, September 10-13, 2006 in Denver, Colorado Extended Abstract Evaluation of advantages of various technologies used in measuring thin gaps in shop-floor coating operations with a focus on slot die and roll coating. Introduction of a new portable non-contact thin gap sensor system with extended measurement ranges up to 500 microns (0.020 in) with improved ease-of-use for auditing gap uniformity. The instrument offers excellent stability even in production facilities with variable environmental conditions. Operators will still be able to achieve repeatable gap uniformity better than 0.5 microns (20 microinches). Simplicity of the new system results in lower costs allowing firms to dedicate multiple systems for larger range assessment in all their manufacturing sites. We will show specific application examples currently in use in the production of labels, special films, wall panels, batteries and foam-based products. The full system includes sensor/wands, special wand holders and portable signal conditioning electronics with simple-to-use interface software and built-in data logger. The presentation is of interest to personnel charged with the job of maintaining repeatable gaps to control product uniformity and quality. 1. Industry Requirements Capacitec has been working closely over the past 10 years with the leading global manufacturers of tapes, films and other materials for various commercial and industrial uses. The common thread between users is the utilization of extruder dies and rollers to apply very thin coatings to a variety of media or in the production of thin films, tapes or other materials. -

How Does Your HYCON Ring Saw Work?
Operating Manual HYCON HRS400 Hydraulic Ring Saw From serial no. 9786 Revised June 2016 www.hycon.dk HYCON HRS400 Ring Saw Prior to Operation Table of Content We thank you for choosing a Prior to Operation ............................................................................................................ 2 HYCON HRS400 ring saw. Technical Details ............................................................................................................. 3 To ensure smooth operation and long-lasting performance of your Useful Information regarding the Use of HRS400 Ring Saw ............................................ 3 new ring saw, we recommend you to study this operating Safety Precautions .......................................................................................................... 4 manual carefully and pay special attention to the chapters about HRS400 Hydraulic Ring Saw Overall Dimensions ........................................................... 6 Safety and Service Operation ........................................................................................................................ 7 Precautions General Working Instructions .......................................................................................... 7 We hope you will be satisfied with your new HYCON ring saw. Cold Weather Operation .................................................................................................. 7 Best regards Water Supply..................................................................................................................