High Performance Ferrocement Dome Abstract : Introduction
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Boatbuilding Materials for Small-Scale Fisheries in India
BAY OF BENGAL PROGRAMME BOBP/WP/9 Development of Small-Scale Fisheries (G CP/RAS/040/SWE) BOATBUILDING MATERIALS FOR BOBP/WP/9 SMALL-SCALE FISHERIES IN INDIA Executing Agency: Funding Agency: Food and Agriculture Organisation Swedish International of the United Nations Development Authority Development of Small-Scale Fisheries in the Bay of Bengal Madras, India, October 1980 PREFACE This paper summaries a study on the availability and prices of materials used to construct the hulls of fishing craft for the important small-scale fisheries of the East Coast of India. The paper should be of interest to development planners, legislators and administrators. Builders of fishing craft, suppliers of materials, and owners and prospective owners of fishing craft may also find useful the information on trends in prices and availability of boatbuilding materials and the possibilities of alternative materials. The study covered the following boatbuilding materials: timber for kattumarams and boats; fibre-reinforced plastics; ferrocement; steel; and aluminium, which is used forsheathing wooden hulls and is also a construction material in its own right. The study was carried out by Matsyasagar Consultancy Services Private Limited under contract to the Programme for the Development of Small-Scale Fisheries in the Bay of Bengal, GCP/ RAS/040/SWE (usually abbreviated to the Bay of Bengal Programme). The Programme is executed by the Food and Agriculture Organisation of the United Nations (FAO) and funded by the Swedish International Development Authority (SIDA). The main aims of the Bay of Bengal Programme are to develop and demonstrate technologies by which the conditions of small-scale fishermen and the supply of fish from the small-scale sector may be improved, in five of the countries bordering the Bay of Bengal — Bangladesh, India, Malaysia, Sri Lanka and Thailand. -

Reinforced Concrete Beams Retrofitted USING Ferrocement
© 2015 IJEDR | Volume 3, Issue 4 | ISSN: 2321-9939 Reinforced Concrete Beams Retrofitted USING Ferrocement 1Gurbir Singh Benipal,2Kamaldeep Singh 1Asst Professor,2Asst Professor, 1Department of Civil Engineering, RimtInstitude of Engineering,MGG,India ________________________________________________________________________________________________________ Abstract - Various retrofitting techniques are used in field and out of all plate bonding technique is considered as the best. In this technique, the plates of different materials viz CFRP, GFRP, ferrocementetc are bonded to the surface of structural member to increase its strength. Ferrocement sheets are most commonly used as retrofitting material these days due to their easy availability, economy, durability, and their property of being cast to any shape without needing significant formwork. In the present work, effect of wire mesh orientation on the strength of stressed beams retrofitted with ferrocement jackets has been studied. The beams are stressed up to 75 percent of safe load and then retrofitted with ferrocement jackets with wire mesh at different orientations. The results show that the percent increase in load carrying capacity for beam retrofitted with ferrocement jackets with wire mesh at 0, 45, 60 degree angle with longitudinal axis of beam, varies from 45.87 to 52.29 percent. Also a considerable increase in energy absorption is observed for all orientations. However, orientation at 45 degree shows higher percentage increase in energy absorption followed by 60 and 0 degree -

Use of Ferrocement As Construction and Repairing Material
International Research Journal of Engineering and Technology (IRJET) e-ISSN: 2395-0056 Volume: 05 Issue: 01 | Jan-2018 www.irjet.net p-ISSN: 2395-0072 USE OF FERROCEMENT AS CONSTRUCTION AND REPAIRING MATERIAL Prof. Varsha V.Bhatewara¹, Mr. Dhananjay G. Ahire, Prof. Nikita G.Agrawal³ ¹Assistant Professor, SVKM Institute of Technology, Dhule. ²Technical Trainee at Varsha Constructions Pvt Ltd, Dhule. ³Lecturer, SSVPS BSD Polytechnic, Dhule. ----------------------------------------------------------------------------***-------------------------------------------------------------------------- ABSTRACT - The main objective of this research is to It can be used to build the wide range of structures, can be evaluate the capability of Ferro cement for strengthening worked mainly by unskilled, though supervised, labour. un-reinforced brick masonry columns and to make this Throughout the world, highly satisfactory fishing boats, process of retrofitting effective, economical and easy for pleasure crafts , storage tanks , housing components & practice. It had been concluded from this study how Ferro sorted agricultural , commercial facilities have been cement is better than conventional types RCC, PCC etc. and constructed of ferrocement. Its use is increasing rapidly. perform good against lateral displacement, fire resistant etc. economically without any skilled worker. On other 2. BACKGROUND hand ferrocement is a good alternate materials depending upon location of application. In this modern era of construction, there is an urgent need to explore -

Ferrocement Channels
FERROCEMENT CHANNELS For further information on Ferrocement Channels (FC) n A ferrocement is a thin wall of reinforced cement, where layers of Please contact: Individual house – Auroville continuous mesh are covered on both sides with mortar n Ferrocement elements are durable, versatile, light and waterproof UNITED NATIONS CENTRE n A ferrocement channel (FC) is a longitudinal element of a curved section (often semi-cylindrical). It is precast using moulds FOR HUMAN SETTLEMENTS (UNCHS - HABITAT) n A ferrocement channel uses less cement and steel while having the same strength as the same RCC PO Box 30030, Nairobi, KENYA Phone: (254-2) 621234 n FC are used for floors or roofs, but are bad thermal insulators Fax: (254-2) 624265 Office — Auroville n A major cost reduction is achieved compared to RCC E-mail: [email protected] n A simple and cheap manufacturing set up is needed but the areas for prefabricating and curing need to be quite large AUROVILLE BUILDING CENTRE n It is easy to acquire the skill and easy to manufacture (AVBC / EARTH UNIT) n A constant quality control is needed during the manufacturing Workshop and offices Auroshilpam, Auroville - 605 101 Individual house process and a proper curing is needed for one month Auroville Tamil Nadu, INDIA Auroville n If the channels are not manufactured on site, transportation has to Phone: +91 (0)413-622277 / 622168 be organized while taking care against damage Fax: +91 (0)413-622057 n Ferrocement channels are lifted into place and can immediately be E-mail: [email protected] Production shed – Auroville joined together in order to provide a shelter Cost effective house – Auroville n No need of scaffoldings, shuttering, concrete mixer or vibrator MANUFACTURING THE MOULD, PREPARING THE MAT Mould: 1. -

Ferrocement Water Tanks
FERROCEMENT Action Sheet 21 WATER TANKS What is this Action Sheet about? This Action Sheet describes how to build ferrocement water tanks. Take advice from an engineer or other experienced person if necessary, and be aware of safety issues when using cement. Plastering the inside Ferrocement consists of a cement-rich mortar Plastering the inside of aof ferrocement a ferrocement tank reinforced with layers of wire mesh, sometimes with tank additional plain wire reinforcement for added strength. Tanks made of ferrocement are used in many countries for the collection and storage of water for drinking, washing, for animal use and irrigation. Ferrocement tanks have several advantages over tanks made of concrete or brick: G They are usually cheaper to build and require less skilled labour. G They are able to withstand shock better, as ferrocement is more flexible. G Smaller ferrocement tanks are portable. Ferrocement tanks vary in capacity, size, and shape. They are built by hand-trowelling layers of cement mortar onto a wire frame which is either free-standing or held in place by temporary or permanent structures known as 'formwork'. Ferrocement is only needed for tanks of capacities greater than 1000 litres. Below this size, cement mortar alone is strong enough to withstand the applied loads. Tanks used for storing drinking-water must always be covered to avoid contamination and so maintain drinking-water quality. Fittings are usually built into the ferrocement during construction. These include: G one or more taps for water collection; G a drainage tap (or wash-out) at the bottom of the tank, to be used when cleaning; G an inlet pipe; and G an overflow pipe. -

Behavior of Polymeric Fiber As an Alternative Reinforcement to Iron Wire Mesh in Ferro Cement Elements Under Flexural Load
International Journal of Chemical, Environmental & Biological Sciences (IJCEBS) Volume 1, Issue 5 (2013) ISSN 2320-4079; EISSN 2320–4087 Behavior of Polymeric Fiber as an Alternative Reinforcement to Iron Wire Mesh in Ferro cement Elements under Flexural Load M. M. Rahman, S. Sameen, R. Hafiza, and M. A. Sadeque numbers of studies have been conducted on ferrocement, but Abstract— This paper presents a relative comparison in comparatively little information is available on use of polymer properties between polymeric fiber reinforced ferrocement and fiber as reinforcement in cement-sand matrix. conventional ferrocement under flexural load. The aim of this study Mansur and Paramasivam [2] studied the cracking behavior is to investigate the influence of polymeric mesh, as a replacement of of ferrocement elements and predicted the ultimate strength of iron mesh, on properties of ferrocement. A series of ferrocement test specimens were cast, and characterized. Each specimen was prepared ferrocement in flexure using plastic analysis. Onet et al. [3] with single layer of mesh having 25 mm thickness. Hexagonal and reported that Ferrocement elements have better performance expanded metal mesh, nylon 66 and polypropylene woven mesh were under working loads and have very small crack widths with used in different test specimens, and effect of different reinforcement improved ductility. Jagannathan [4] showed in his works that, is determined. Assessment was carried out on the basis of polymer reinforced ferrocement slab specimens absorb only compressive and flexural strength. Experimental result shows that about 50% of the impact energy absorbed by chicken mesh polymer reinforcement has no adverse effect on the mechanical reinforced slab. -

Usage of Ferrocement Jacketing for Strengthening of Damaged Unreinforced Masonry (URM) Walls
View metadata, citation and similar papers at core.ac.uk brought to you by CORE provided by Epoka University 3rd International Balkans Conference on Challenges of Civil Engineering, 3-BCCCE, 19-21 May 2016, Epoka University, Tirana, Albania Usage of ferrocement jacketing for strengthening of damaged unreinforced masonry (URM) walls 1 2 Enea Mustafaraj , Yavuz Yardım 1Department of Civil Engineering, Epoka University, Albania 2Department of Civil Engineering, University of Nizwa, Oman ABSTRACT In this paper, it is presented the usage of ferrocement jacketing technique as an effective method to improve structural performance of unreinforced masonry panels. Nine diagonal compression tests were conducted on plain, pre-cracked repaired and reinforced masonry panels on six specimen with nominal dimensions of 1.2 x 1.2 x 0.25 m, built and tested in laboratory. The results of the diagonal compression tests were compared in terms of increase in shear strength, drift and the mode of failure. Additionally, finite element modelling using discrete micro-modelling and non-linear analyses were performed using midas FX+ for DIANA 9.6 commercial software to simulate the behavior of plain and reinforced panels. As a result, it was observed that ferrocement jacketing made a considerable improvement in shear strength and deformation capacity for both, repaired and reinforced masonry panels. Keywords: ferrocement jacketing, URM, DIANA, diagonal compression test, repaired masonry, reinforced masonry INTRODUCTION Unreinforced masonry (URM) buildings are one to the most used construction types in the world. Generally, these types of buildings have been designed (often not designed at all) to only resist gravitational loads and have been realized by rules of common practice. -
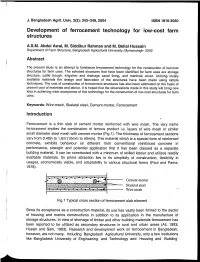
Development of Ferrocement Technology for Low-Cost Farm Structures
J. Bangladesh Agri!. Univ. 2(2): 343-349, 2004 ISSN 1810-3030 Development of ferrocement technology for low-cost farm structures A.S.M. Abdul Awal, M. Siddikur Rahman and M. Bellal Hossain Department of Farm Structure, Bangladesh Agricultural University, Mymensingh- 2202 Abstract The present study is an attempt to familiarize ferrocement technology for the construction of low-cost structures for farm uses. The selected structures that have been identified for farm uses are storage structure, cattle trough, irrigation and drainage canal lining, and manhole cover. Utilizing locally available materials the design and fabrication of the structures have been made using .simple techniques. The cost of construction of ferrocement structures has also been estimated on the basis of present cost of materials and labour. It is hoped that the observations made in this study will bring new idea in achieving wide acceptance of this technology for the construction of low-cost structures for farm uses. Keywords: Wire-mesh, Skeletal steel, Cement-mortar, Ferrocement Introduction Ferrocement is a thin slab of cement mortar reinforced with wire mesh. The very name ferrocement implies the combination of ferrous product i.e. layers of wire mesh or similar small diameter steel mesh with cement mortar (Fig.1). The thickness of ferrocement sections vary from 0.40in to 1.6in (10mm to 40mm). This material which is a special form of reinforced concrete, exhibits behaviour so different from conventional reinforced concrete in performance, strength and potential application that it has been classed as a separate building material. It can be constructed with a minimum of skilled labour and utilizes readily available materials. -
~ Ferrocement Applications
~-- 90 FE FERROCEMENT APPLICATIONS DEVELOPED AT U81~ARY STRUCTURAL ENGINEERING RESEARCH CENTRE (COUNCIL OF SCIENTIFIC & INDUSTRIAL RESEARCH) INTaRNAT~ONALREI RENCE CENTRE GHAZIABAD2O100I, U.P., INDIA FOR COMMUNITY Wi ER SU~PL~AM~ SANITAIJ9N DR~ ~II ~i. czD r L~RARY,INTERNATK)NAL REFERENCE CENThE FC~RCO ~1U~iITY WATER SUP~LY AND ~A~1A7~3N ~1RC) P.O. Bnx ~3190, 2509 AD The Hague TeL (370) 8~4911ext 141/142 RN: ~s\~ LO: FERROCEMENT APPLICATiONS DEVELOPED AT STRUCTURAL ENGINEERJNG RESEARCH CENTRE (Council of Scientific & Industrial Research) Sector 19, Kamla Nehru Nagar, GHAZIABAD201001 INDIA W! ~ _* ~ .~...,_ 1~ CONTENTS Page Introduction 1 Ferocement Bins for Storage of Food Grains & Oil Seeds 3 Ferrocement Water Storage Tanks 6 Semi-Me~chanisedProcess for Producing Ferrocement Cylindrical Units 9 Precast Ferrocement Segmental Shell Casting and Assembling Technique for Cylindrical Structure 11 Ferrocement Roofing Units 14 Ferrocement Biogas Plant Digesters & Gas Holders 16 Ferrocement Septic Tanks 18 Irrigation-cum-Drainage Channel 20 Ferrocement Manhole Covers 22 Ferrocement Leak Proof Treatment for Tanks & Roofs 24 INTRODUCTION There is a crying need for cheap bins and tanks for the safe and hygienic storage of grain and Water especially at the village level. Likewise there are several other needs — drainage, sewage disposal, pucca roofs, low cost digesters for biogas plants etc., which must be urgently met. Further, the technology involved should be such that village level craftsman may be trained to use it and it must not be capital intensive. While studying some of these problems at SERC(G), it was found that ‘ferro- cement’ was a material filling this bill. -

Ferrocement Technology
GOVERNMENT OF MAHARASHTRA WRD HANDBOOK CHAPTER NO. 1 FERROCEMENT TECHNOLOGY MAHARASHTRA ENGINEERING RESEARCH INSTITUTE, NASHIK-04 WATER RESOURCE DEPARTMENT GOVERNMENT OF MAHARASHTRA WATER RESOURCES DEPARTMENT WRD Handbook Chapter No. 1 FERROCEMENT TECHNOLOGY Maharashtra Engineering Research Institute, Nashik 422004, India First Edition 2018 PREFACE Ferrocement technology was used in 1848 to build boats. The durability and imperviousness of this material is useful in buildings and some water retaining structures. BIS has already published IS code No. 13356:1992 (Precast ferrocement water tanks up to10000 litres capacity). Maharashtra Engineering Research Institute has been doing research and testing of the components since 1979. This technology can be used in building components, irrigation structures and canals, rehabilitation and strengthening of old structures etc. As there is no literature or consolidated compiled information available for the guidance of field engineers, hence this manual was a need of the civil engineers working in this field. Government of Maharashtra, WRD instructed to prepare manual for field engineers. As per Maharashtra Government resolution, Water Resource Department MSS 1114/(case no. 365 / 2014) MP-4 date:03/01/2015, Government formed a committee to prepare a WRD Handbook on ferrocement. This committee conducted six meetings and prepared the draft copy of this handbook. Accordingly the report containing draft manual was submitted to Government of Maharashtra and Government of Maharashtra accorded sanction vide letter dated 14/06/2018 This handbook will serve as a reference book to field engineers. This WRD handbook chapter no. 1 mainly contains description for following topics. 1. Materials 2. Equipment and Tools 3. Testing of materials (Field tests) 4. -

549.1R-93 Guide for the Design, Construction, and Repair Of
ACI 549.1R-93 (Reapproved 1999) Guide for the Design, Construction, and Repair ofFerrocement Reported by ACICommittee 549 Gordon B. Batson* Ronald F. Zollo* Chairman Secretary Perumalsamy N. Balaguru* Colin D. Johnston Narayan Swamy Jose O. Castro Antoine E. Naaman (former Chairman) * Ben L. Tilsen Antonio J. Guerra James P. Romualdi Robert B. Williamson Martin E. Iorns* Surendra P. Shah Rogerio C. Zubieta * Principal authors The following associate members of Committee 549 contributed to the preparation of this report: Shuaib H. Ahmad, Douglas Alexander, Antonio Nanni, Ricardo P. Pama, P. Paramasivam, Sherwood P. Prawel, and Andrei M. Reinhorn. Members of the Committee voting on the 1993 revisions: P.N. Balaguru Parviz Soroushian Chairman Secretary M. Arockiasamy Martin E. Iorns Surendra P. Shah Nemkumar Banthia Colin D. Johnston Narayan Swamy Gordon B. Batson Mohammad Mansur Ben L. Tilsen Jose O. Castro John L Mulder Methi Wecharatana James I. Daniel Antoine E. Naaman Robert B. Williamson David M. Gale Antonio Nanni Robert C. Zellers Antonio J. Guerra D.V. Reddy Ronald F. Zollo Lloyd Hackman James P. Romualdi Rogerio C. Zubieta This guide supplements two earlier publications (ACI 549R, State-of-the- l.l-Scope Art Report of Ferrocement, and SP-61, Ferrocement-Materials and 1.2-Approval to use procedures Applications). It provides technical information on materials and material selection, design criteria and approaches, construction methods, main- tenance and repair procedures, and testing. The objectives are to promote Chapter 2-Terminology, pg. 549.lR-2 the more effective use of ferrocement in terrestrial structures, provide 2.1-Reinforcement parameters architects and engineers with the necessary tools to specify, and use ferro- 2.2-Notation cement, and provide owners or their representutives with a reference docu- 2.3-Definitions ment to check the acceptability of ferrocement alternative in a given ap- plication. -

Flexural Behavior of Lightweight Ferrocement Sandwich Composite Beams � Mahmoud�Abo�El�Wafa +� � Kimio�Fukuzawa ++
Journal of Science & Technology Vol. (15) No.(1) 2010 JST 3 Flexural Behavior of Lightweight Ferrocement Sandwich Composite Beams Mahmoud Abo El-Wafa + Kimio Fukuzawa ++ Abstract The structural behavior of lightweight ferrocement (LWF) sandwich composite beams is investigated by conducting flexural tests on eight simply supported rectangular beams under three point loads. The main objective of the study is to investigate the comprehensive comparisons of eight beams represented in six lightweight ferrocement (LWF) beams and two reinforced concrete (RC) beams. The performance of the LWF and RC beams is investigated in terms of crack load, load-deflection curves, stiffness, energy absorption capacity, ductility index, ultimate flexural load-to-weight ratio, load-strain curves, crack patterns, number of cracks, average crack width, crack spacing and the failure mode. The method outlined by ACI Building Code is used to compute ultimate moment capacities. The test results reveal the remarkable enhancement in the flexural behaviour and potential application of lightweight ferrocement (LWF) sandwich composite beams to produce lightweight structural elements as compared to that of the reinforced concrete (RC) beams, which leads towards the industrialization of building system and meets with innovation and responsible application of concrete construction technology results in better efficiency of the composite. Keywords: Lightweight ferrocement, sandwich composite, wire mesh ferrocement reinforcement, polystyrene foam block, cracks, ultimate moment capacities. 1. Introduction The development and construction of lightweight sandwich structural elements in building construction is a growing trend in the construction industry all over the world due to its high strength-to-weight ratio, reduced weight, and good thermal insulation characteristics [1,2].