Consew 3421Ux5-1 Instruction Manual.Pdf
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Fastener Identification Guide • 4.13 KM • Printed in the USA
HEAD STYLES Hex Cap Screw Bugle Hex cap screws feature a washer face on the Button Washer bearing surface, a chamfered point, and tighter body tolerances than hex bolts. Pan Binding Undercut Hex Bolt Similar to hex cap screw, hex bolts do not require a washer face or a pointed end and have a greater tolerance range in the body. Round Head Fillister Socket Head Cap Screw Socket heads feature an internal hexagonal drive DRIVES socket and close tolerances for precision assembly. Flat 82° Cross Recess Button Head Socket Cap Screw Type I FASTENER (Phillips) Button heads feature a dome shaped head, though Flat 100° this feature reduces the tensile capacity. Cross Recess Flat Head Socket Cap Screw Type IA Flat heads feature an 82° countersunk head for Flat Undercut (Pozidriv®) IDENTIFICATION flush connections. Like the button heads, this feature reduces the tensile capacity. Cross Recess Type II (Frearson) Low Head Socket Cap Screw Indented Hex Low heads are similar to standard socket heads, but with a shorter head for applications where clearance Cross Recess Square GUIDE is an issue. This head configuration also reduces the Combo strength capacity. Indented Hex Washer (Quadrex®) NUTS Carriage Bolt A round head bolt with a square neck under the Slotted head. These must be tightened with a nut. Serrated Hex Finished Hex Nuts: Hex Coupling Nuts: Washer Hexagonal shaped nuts with internal screw Designed to join two externally threaded Plow Bolt threads. Finished hex nuts are one of the most objects, usually threaded rod, together. Combination Similar to a carriage bolt, these have a flat head common nuts used. -
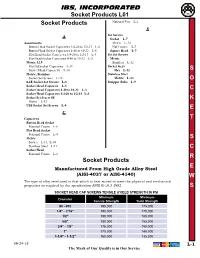
Socket Products L01 Socket Products National Fine L-2 S
IBS, INCORPORATED IBS, INCORPORATED Socket Products L01 Socket Products National Fine L-2 S A Set Screws Socket L-7 Assortments Metric L-12 Button Head Socket Capscrews 1/4-20 to 1/2-13 L-6 Nat’l coarse L-7 Button Head Socket Capscrews 4-40 to 10-32 L-6 Square Head L-7 Flat Head Socket Capscrews 1/4-20 to 1/2-13 L-3 Set Set Screws Flat Head Socket Capscrews 4-40 to 10-32 L-5 Metric Metric 12.9 Stainless L-12 Flat Hd Socket Capscrews L-11 Socket Keys S Socket Head Capscrews L-10 Hex L-13 S Metric, Stainless Stainless Steel O Socket Set Screws L-12 Metric L-13 O SAE Socket Set Screws L-8 Stripper Bolts L-9 Socket Head Capscrew L-3 C Socket Head Capscrews 4-40 to 10-32 L-3 C Socket Head Capscrews 1/4-20 to 1/2-13 L-3 K Socket Set Screw SS K Metric L-12 E USS Socket Set Screws L-8 E C T Capscrews T Button Head Socket National Coarse L-6 Flat Head Socket National Coarse L-4 S Metric S Socket L-11, L-10 C Stainless Steel L-13 C Socket Head R National Coarse L-2 R Socket Products E E Manufactured From High Grade Alloy Steel W (AISI-4037 or AISI-4140) W The type of alloy steel used is that which is best suited to meet the physical and mechanical S properties as required by the specification ANSI B-18.3 1982. -

Metroboard Pulley Replacement Procedure
Metroboard Pulley Replacement Procedure 1) Remove the two transmission cover screws (1/8” allen driver). Then remove the transmission cover. Note there is a split lock washer and flat washer as well, so don’t lose those! 2) Remove the two motor mounting screws and split lock washers and flat washers (5/16” nut driver if you have hex cap screws, 3 mm allen driver if you have button head cap screws, 4 mm allen driver if you have socket head cap screw). Then slide the motor as close to the drive wheel as possible (where the opening is biggest in the motor bracket), and then carefully pull the motor away from the motor bracket and completely remove. Be careful not to bang the pulley teeth or pulley flange as you slide the motor through the bracket. It may be a tight fit, but you should be able to wiggle the pulley through the motor bracket. Note that when you reinstall the motor later, DO NOT USE A RATCHETING TYPE SOCKET WRENCH AS THIS CAN EASILY STRIP THE ALUMINUM MOUNTING THREADS ON THE MOTOR FACE CAP. Just use a manual nut driver or allen driver depending on the screw type. 3) Remove the 2 set screws (90 deg apart) from the hub of the pulley using a 2.0 mm (or in some cases 2.5 mm) allen key 4) Slide the pulley off the shaft if you can. If the pulley doesn’t slide off easily, it may be because the pulley you have is glued on to the shaft. -

Additional Backlash Issues That Are NOT Caused by a Loose Mesh
Additional Backlash Issues that are NOT Caused by a Loose Mesh Between the Worm Gear and Worm Wheel These instructions apply to the Mach1GTO, 900GTO and 1200GTO Backlash and related backlash-like problems are often discovered when reversing direction to center an object in the eyepiece or when manually guiding or autoguiding while imaging. You might also experience pointing inaccuracies. The symptoms can be either a long delay in movement when reversing direction, or a small movement in a perpendicular direction before correct movement begins. This is especially an issue with the declination axis where corrections can actually involve a change of gear direction as opposed to the RA axis where a direction reversal when guiding is really either just a slow-down or momentary stoppage of the continuous forward tracking and no full reversal of direction in the gears is occurring. These instructions will deal with issues other than the direct mesh of the worm gear with the worm wheel which are discussed fully in other documents. If you discover these symptoms, you should first verify that you have a proper meshing of the worm and worm wheel. Perform ALL diagnostic tests with keypad and software backlash settings at zero or none! If the problem persists, it is time to try the solutions outlined below. Note that these instructions apply to Mach1GTO, 900GTO and 1200GTO mounts that have been produced since the late 1990’s. The instructions do not apply to older non-GTO mounts like the QMD or HD series. Do not worry if the photo doesn’t look exactly like the axis you are concerned about. -

TRIGEN META-TAN Surgical Technique
Surgical Technique Table of contents Introduction ................................................................................................................. 2 TRIGEN™ META-TAN™ Nail specifications ................................................................... 3 Surgical technique ..................................................................................................... 4 Patient positioning ..................................................................................................... 4 Opening the proximal femur ..................................................................................... 5 Incision and entry point ................................................................................................ 5 Entry portal acquisition ................................................................................................. 6 Intramedullary reaming .............................................................................................. 8 Fracture reduction ........................................................................................................ 8 Implant measurement .................................................................................................. 9 Preparing the canal ...................................................................................................... 9 Nail assembly ............................................................................................................... 10 Verifying targeting accuracy ........................................................................................ -
Feed and Set Screw Accessory Set | Milwaukee Tool Page 1 of 2 Feed and Set Screw Accessory Set 48-25-6000
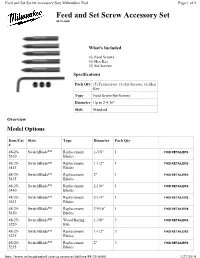
Feed and Set Screw Accessory Set | Milwaukee Tool Page 1 of 2 Feed and Set Screw Accessory Set 48-25-6000 What's Included (5) Feed Screws (1) Hex Key (3) Set Screws Specifications Pack Qty (5) Feedscrews, (3) Set Screws, (1) Hex Key Type Feed Screw/Set Screws Diameter Up to 2-9/16" Style Standard Overview Model Options Item/Cat Style Type Diameter Pack Qty # 48-25- SwitchBlade™ Replacement 1-3/8" 1 FIND RETAILERS 5420 Blades 48-25- SwitchBlade™ Replacement 1-1/2" 1 FIND RETAILERS 5425 Blades 48-25- SwitchBlade™ Replacement 2" 1 FIND RETAILERS 5435 Blades 48-25- SwitchBlade™ Replacement 2-1/8" 1 FIND RETAILERS 5440 Blades 48-25- SwitchBlade™ Replacement 2-1/4" 1 FIND RETAILERS 5443 Blades 48-25- SwitchBlade™ Replacement 2-9/16" 1 FIND RETAILERS 5450 Blades 48-25- SwitchBlade™ Wood Boring 1-3/8" 3 FIND RETAILERS 5220 Bits 48-25- SwitchBlade™ Replacement 1-1/2" 3 FIND RETAILERS 5225 Blades 48-25- SwitchBlade™ Replacement 2" 3 FIND RETAILERS 5235 Blades http://www.milwaukeetool.com/accessories/drilling/48-25-6000 1/27/2014 Feed and Set Screw Accessory Set | Milwaukee Tool Page 2 of 2 Item/Cat Style Type Diameter Pack Qty # 48-25- SwitchBlade™ Replacement 2-1/8" 3 FIND RETAILERS 5240 Blades 48-25- SwitchBlade™ Replacement 2-9/16" 3 FIND RETAILERS 5250 Blades 48-25- SwitchBlade™ Replacement 1-3/8" 10 FIND RETAILERS 5320 Blades 48-25- SwitchBlade™ Replacement 1-1/2" 10 FIND RETAILERS 5325 Blades 48-25- SwitchBlade™ Replacement 2" 10 FIND RETAILERS 5335 Blades 48-25- SwitchBlade™ Replacement 2-1/8" 10 FIND RETAILERS 5340 Blades 48-25- SwitchBlade™ -

Bourns® Turns-Counting Dials
Features These dials are currently available but not recommended for new ■ 27 mm and 28 mm diameter designs. ■ 10 turns ■ *RoHS COMPLIANT No backlash - mounted directly to potentiometer shaft ■ For use with precision ■ High force, positive brake potentiometers or other rotating ■ devices up to 10 turns RoHS compliant* CT-23/CT-26 Turns-Counting Dial Mechanical and Physical Characteristics Number of Turns .............................................................................................................................................................................0 to 10 Readability - Over 10 Turns .................................................................................................................................... Within 1/500 of a turn Torque with Brake Engaged ................................................................................................................ 9.88 N-cm (14.0 oz.-in.) maximum Markings ........................................................................................................................................................White on black background Locking Brake ...........................................................................................................................................................Yes, Positive, friction Weight ........................................................................................................................................................................... 34 grams (1.2 oz.) Set Screw ..................................................................................................................................................... -
Selecting the Best Hub Fastener for a Power Transmission Application Sponsored By: Stock Drive Products & Sterling Instrument
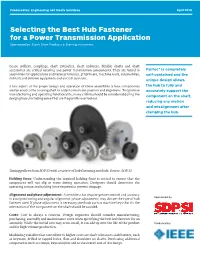
Produced by: Engineering 360 Media Solutions April 2018 Selecting the Best Hub Fastener for a Power Transmission Application Sponsored by: Stock Drive Products & Sterling Instrument Gears, pulleys, couplings, shaft extenders, shaft reducers, flexible shafts and shaft accessories are critical rotating and power transmission components. They are found in Fairloc® is completely assemblies for applications as diverse as robotics, 3D printers, machine tools, automobiles, self-contained and the military and defense equipment and aircraft controls. unique design allows A key aspect of the proper design and operation of these assemblies is how components the hub to fully and are fastened to the rotating shaft in order to maintain position and alignment. To optimize accurately support the manufacturing and operating functionality, many criteria should be considered during the component on the shaft, design phase, including some that are frequently overlooked. reducing any motion and misalignment after clamping the hub. Timing pulleys from SDP/SI with a variety of hub fastening methods. Source: SDP/SI Holding force: Understanding the required holding force is critical to ensure that the component will not slip or move during operation. Designers should determine the operating torque and holding force required to prevent slippage. Alignment and phase adjustment: Assemblies that require greater control and accuracy Sponsored by: in axial positioning and angular alignment (phase adjustment) may dictate the type of hub fastener used. If phase adjustment is necessary, methods such as machine keys that fix the orientation of the component on the shaft should be avoided. Costs: Cost is always a concern. Design engineers should consider manufacturing, purchasing, assembly and maintenance costs when specifying the best hub fastener for an assembly. -

Conduit Reamer Replacement Blade Instruction
Conduit Reamer 19353 Replacement Blade Instructions Instrucciones de Reemplazo de la Cuchillas del Escariador de Tubos Conduit ENGLISH ESPAÑOL For use with Klein reamers 85091, 85191 Para utilizar con escariadores Klein 85091, 85191 y 19352. and 19352. El kit contiene: 2 cuchillas de repuesto, 2 tornillos Kit Contains: 2x replacement blades, adicionales de ajuste, 1 llave hexagonal (1/16"). 2x extra set screws, 1x hex key (1/16"). Para reemplazar la cuchilla (vea la ilustración): To replace blade (see illustration): 1. Utilice la llave hexagonal para aflojar el tornillo de ajuste lo suficiente como para retirar la cuchilla. NOTA: No 1. Use hex key to loosen set screw enough es necesario retirar por completo el tornillo de ajuste. to remove blade. NOTE: It is not necessary to completely remove set screw. 2. Retire la cuchilla vieja. 2. Remove existing blade. 3. Coloque la cuchilla nueva en la ranura. Alinee el orificio de la cuchilla con el 3. Place new blade in slot. Align hole punto de apriete del tornillo de ajuste in blade with dogpoint tip of set screw para fijar la cuchilla con seguridad. to properly secure blade. 4. Apriete el tornillo de Dogpoint 4. Tighten set screw. NOTE: Set screw ajuste. NOTA: el tornillo Punto de apriete de ajuste retorna a su will return to its original depth when profundidad original blade is properly aligned. cuando la cuchilla está correctamente alineada. Hole www.kleintools.com 139025 Rev. 04/15 B Orificio 19353-139025ART.indd 1 4/13/2015 9:58:04 AM Dwg Name: 19353-139025ART Dwg No: 139025 ECO No: 19408 Rev: B Pkg Dwg Ref: 1250 Color Reference: N/A Conduit Reamer 19353 Replacement Blade Instructions Instrucciones de Reemplazo de la Cuchillas del Escariador de Tubos Conduit ENGLISH ESPAÑOL For use with Klein reamers 85091, 85191 Para utilizar con escariadores Klein 85091, 85191 y 19352. -

EDA-2040 Series Electric Damper Actuator
EDA-2040 Series Electric Damper Actuator Kit Includes Quantity Item 1 EDA-2040-5001 with 1/2 in. coupler and 1 minute rotation time 1 #10 Thread Cutting Tapping Screw Tools Required • screwdriver, flat-blade with 1/4 to 5/16 inch tip or 5/16 inch nut driver • Allen wrenches, 3/32 and 7/64 inch sizes • pliers • drill and 5/32 inch (4 mm) drill bit Installation The EDA-2040 Electric Damper Actuator can be field installed on any VAV box with a 1/2 inch (12.7 mm) round damper shaft. The actuator is not position sensitive and can be mounted in any convenient location, although the wiring terminals and phone jack should be easily accessible and protected from moisture and corrosive fumes. No extra mounting brackets, linkage, or couplers are required. O-Ring Set Screw Figure 1: Shaft Coupler Part Number 34-636-54 1 Rev. – (0692) © 1992 Printed in the U.S.A. Pre Mounting Setup 1. Unpack the EDA-2040 and check for the proper contents. 2. Manually position the VAV box damper in its full open position and note the orientation of the damper shaft. 3. Grasp the damper shaft firmly with a pliers and manually close the damper. Note the rotation travel (30° - 90°) and direction of rotation (CW or CCW) required to close the damper. Set Screw Damper Shaft Rotation Adjustment Stop Shaft Coupler Rotation Adjustment Scale Manual Release Sllider Mounting Slot With Shoulder Washer For #10 Screw Figure 2: EDA-2040 Components 4. Locate the rotation adjustment scale on the EDA-2040. -

Meter Sockets — D
— D Microlectric® - Meter sockets — D Microlectric - Meter sockets — Table of contents Section D 20 A 600 V – CL, CT, CT-SWL series D4 100 A 600 V – BA3 series D6 100 A 600 V king size – BE1 series D8 100 A per position 200 A 600 V – BE2, BEC series D9 100 A 600 V polyphase – PL17 series D11 100 A 120/240 V – CO1 series D12 100 A per position 120/240 V – CO1 multi-gang D13 100 A 120/240 V – HD series D15 Highly corrosion-resistant meter sockets D16 200 A 600 V – BQ, BP, BS2, MO2 series D18 200 A per position 200 A 600 V – D30 BD, BDA, BDC, BS4 series 200 A per position 400 A 600 V – BSC4-G series D34 200 A 600 V polyphase – PL27 series D35 200 A 120/240 V – PE2-CS unit pedestal D36 200 A 120/240 V – CO2 series D37 200 A 120/240 V – CO22, CO23, CO24 series D41 200 A 120/240 V – CO22-U, D43 CO23-U, CO24-U series 400 A 120/240 V – CO42 series D45 200 A 120/208 V – CO27 series D47 320 A 600 V – BP320 series D49 400 A 600 V – FA4B-6T D51 400 A 120/240 V – JS4 series D52 Typical wiring diagrams D55 Accessories D57 Meter covers D66 Service masts D67 Pole line hardware D78 Carlon nonmetallic conduits D88 Carlon PV-Mold™ D91 EZGround grounding systems D96 EZGround types of connectors D104 D4 MICROLECTRIC METER SOCKETS — CL Series 20 A 600 V; transformer rated Product specifications • For overhead hub opening only • Conductor range: 14–10 AWG • Supplied with screw type ring • Aluminum tunnel type connectors for both load • Weatherproof Type 3R enclosure and line sides • Primarily used in: Sask., Man., • Circuit closing feature to short out current N.B., N.S., P.E.I., Nfld. -

Service Manual Singer
1 SERVICE MANUAL SINGER Sewing Machine 121D200A Copyright ® 1976 The Singer Company Aii Rights Reserved Throughout the World *A Trademark of THE SiNGER COMPANY Form 21624 (876) Printed In U.S.A. From the library of: Superior Sewing Machine & Supply LLC LUBRICATION Moving parts have either permanently sealed pre-lubricated ball or needle bearings or oil Impregnated bushings which require no manual lubrication. The following exceptions are: HOOK An oil reservoir supplies oil to the sewing hook race and Is filled through the oil cup as shown, until the word "FULL" Is seen In the Indicator window. Check oil level at Indicator window dally before starting machine. As oil level decreases, red arrow will appear (Fig. A). 0 Red Arrow Empty ( H- FIG. A From the library of: Superior Sewing Machine & Supply LLC L. TO TEST HOOK LUBRICATION Thread machine and sew 3 yards of scrap material. Pay no attention to stitch quality or amount of oil at this time. Remove material and bed slide. Run machine approximately one minute to establish a,uniform oil flow. Without stopping machine, hold a piece of paper in place under hook for 10 seconds. Remove paper and compare oil pattern with Fig. B for proper oil flow. ••• ,"•#• ♦ • FIG. B If there is no trace of oil or an excess, adjustment should be made with the oil metering screw, in order to gain access to oil metering screw, the hook should be in position as shown in Fig. C. Turn oil metering screw clockwise for more oil and counterclockwise for less (Fig. D). Normal setting is made by turning metering screw to maximum in position and backing out 2-1 /2 turns.