GPI West Monroe Digester Optimization Project Valmet Inc
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Basics of Kraft Pulping
Lignin Wood is composed of many chemical components, primarily extractives, carbohydrates, and lignin, which are distributed nonuniformly as the result of anatomical structure. Lignin is derived from the Latin term lignum, which means wood.1 Anselme Payen (1838) was the first to recognize the composite nature of wood and referred to a carbon- rich substance as the “encrusting material” which embedded cellulose in the wood. Schulze (1865) later defined this encrusting material as lignin. Lignin has been described as a random, three-dimensional network polymer comprised of variously linked phenylpropane units.2 Lignin is the second most abundant biological material on the planet, exceeded only by cellulose and hemicellulose, and comprises 15-25% of the dry weight of woody plants. This macromolecule plays a vital role in providing mechanical support to bind plant fibers together. Lignin also decreases the permeation of water through the cell walls of the xylem, thereby playing an intricate role in the transport of water and nutrients. Finally, lignin plays an important function in a plant’s natural defense against degradation by impeding penetration of destructive enzymes through the cell wall. Although lignin is necessary to trees, it is undesirable in most chemical papermaking fibers and is removed by pulping and bleaching processes. 1.1.1 Biosynthesis Plant lignins can be broadly divided into three classes: softwood (gymnosperm), hardwood (angiosperm) and grass or annual plant (graminaceous) lignin.3 Three different phenylpropane units, or monolignols, are responsible for lignin biosynthesis.4 Guaiacyl lignin is composed principally of coniferyl alcohol units, while guaiacyl-syringyl lignin contains monomeric units from coniferyl and sinapyl alcohol. -

American Ft Forest & Paper 2QE5
A 1 , i American Ft Forest & Paper 2QE5; Association , - May 6, 2015 Via Hand Delivery and by Email to iones.iim(a^epa.gov Administrator Gina McCarthy (1101A) Office of the Administrator Environmental Protection Agency 1200 Pennsylvania Avenue, N.W. Washington, DC 20460 Re: Reguest for Full Exemption of Four Pulping Chemicals from the TSCA Chemical Data Reporting Rule Reguirements Dear Administrator McCarthy: The American Forest & Paper Association (AF&PA) hereby petitions EPA to amend the Chemical Data Reporting rule (CDR), 40 C.F.R. Part 711, to exempt from all CDR requirements four pulping chemicals involved in the manufacture of paper and other pulp-based products. The four pulping chemicals are complex mixtures used in the kraft pulping process: • Sulfite Liquors and Cooking Liquors, white (CAS No. 68131-33-9) (white liquor) • Sulfite Liquors and Cooking Liquors, spent (CAS No. 66071-92-9) (black liquor) • Sulfite Liquors and Cooking Liquors, spent, oxidized (CAS No. 68514-09-0) (black liquor, oxidized) • Sulfite Liquors and Cooking Liquors, green (CAS No. 68131-30-6) (green liquor) Each of these substances is manufactured and recycled onsite in a continuous closed loop. EPA has an enormous amount of information about these pulping chemicals and little current interest in them, as their potential risks are well understood and adequately managed. 1101 K Street, N.W., Suite 700 • Was hington, D.C.20005 • (202) 463•2700 •afandpa.org May 6, 2015 Page 2 This petition first identifies the four pulping chemicals in greater detail and explains why the kraft chemical regeneration process has led to inflated production volumes for these pulping chemicals in CDR data. -

A Dynamic Na/S Balance of a Kraft Pulp Mill
A dynamic Na/S balance of a kraft pulp mill Modeling and simulation of a kraft pulp mill using WinGEMS En dynamisk Na/S balans av ett sulfatbruk Modellering och simulering av ett sulfatbruk i WinGEMS Per Andersson Faculty of Health, Science and Technology Department of Engineering and Chemical Science, Chemical Engineering, Karlstad University Master theisis, 30 credits Supervisors: Niklas Kvarnström (KAU), Maria Björk (Stora Enso), Rickard Wadsborn (Stora Enso) Examinat or: Lars Järnström (KAU) 2014 -01-08 Version : 2.0 Abstract The main scope of this thesis was to create a simulation model of a kraft pulp mill and produce a dynamic Na/S balance. The model was made in WinGEMS 5.3 and the method consisted of implementing a static Na/S balance from the mill and created a model that described this chemical balance. Input data from the mill was collected and implemented in the model. A number of different cases were simulated to predict the effects of different process changes over time, dynamic balances. The result from the static balance showed that the model can describes the mill case. The result from the dynamic simulation showed that the model can be used to predict the effect of process changes over shorter periods of time. Executive Summary In the kraft mill the chemical balance is of interest to minimize the production cost. Normally there is an excess of sulfur and low levels of sodium, compared to what the process requires. In the future, the pulp mill will most likely produce other products than just pulp. These new production processes will also most likely affect the sodium and sulfur balance and there is a need to be able to predict this change. -

Paper Recycling Technology Detailed Part 1A
Paper Recycling Technology and Science Dr. Richard A. Venditti Paper Science and Engineering Forest Biomaterials Department North Carolina State University Lecture: Paper recycling and technology course introduction and objectives Dr. Richard Venditti Faculty member in the Paper Science and Engineering Program in the Forest Biomaterials Department at North Carolina State University PhD in Chemical Engineering, BS in Pulp and Paper Science and Chemical Engineering Research areas: � Paper recycling � Utilization of forest/agricultural materials for new applications � Life cycle analysis Named a TAPPI Fellow in 2012 Relevant research projects: – The detection of adhesive contaminants – The changes in fibers upon recycling – Automatic sorting of recovered papers – Flotation deinking surfactants – Agglomeration deinking – Screening phenomena and pressure sensitive adhesives – Deposition of adhesive contaminants – Neural networks to control deinking operations – Sludge conversion to bio-ethanol and to bio- materials Course Outline The US Paper Recycling Industry Recovered Paper Grades and Contaminants Effect of Recycling on Fibers/Paper Unit Operations � Pulping, Cleaning, Screening, Washing, Flotation, Dispersion, Bleaching, ….. Image Analysis, Deinking Chemicals System Design Advanced/Additional Topics Course Activities Viewing of the Videos of Lectures � Base lectures by Venditti � Guest lectures from industry leaders Homework assignments Final Exam Critical Issues in Recycling: Going deeper into the recovered paper stream -

Alkaline Pulping: Deadload Reduction Studies in Chemical Recovery System
ALKALINE PULPING: DEADLOAD REDUCTION STUDIES IN CHEMICAL RECOVERY SYSTEM A Thesis Presented To The Academic Faculty By Yusup Chandra In Partial Fulfillments Of the Requirements for the Degree Master of Science in Paper Science Engineering School of Chemical & Biomolecular Engineering Georgia Institute of Technology November 8th, 2004 ALKALINE PULPING: DEADLOAD REDUCTION STUDIES IN CHEMICAL RECOVERY SYSTEM Approved by: Dr. Howard (Jeff) Empie, Advisor Dr. Yulin Deng Dr. Sujit Banerjee Date Approved: November 8th, 2004 ACKNOWLEDGMENT I would like to dedicate this thesis first and foremost to my parents, Azis and Rienni, who have given me all the love and support the years. I would like to thank IPST for this great opportunity to attend this Georgia Tech and to meet all of the wonderful people here. Dr. Empie thanks for introducing me to this new thesis topic and doing a great job. I know it has been difficult through this period of time, but we got through it. Dr. Banerjee and Dr. Deng thank you for taking the time out of your busy schedules. I appreciate all the assistance and advice I have received from everyone on the committee. Lastly, I would like to thank the people that made my stay here in Atlanta an exciting and memorable experience. Special thanks to Luis, Sheila, Daniel, Jacobo, Josh, and Trevor who made getting through the toughest times so much easier. iii TABLE OF CONTENTS Acknowledgment iii Table of Contents iv List of Tables vi List of Figures vii Summary viii Chapter 1 Introduction 1 1.1. Terms and Definitions 2 1.2. -

Construction Health and Safety Manual: Pulp and Paper Mills
PULP AND PAPER MILLS 33 PULP AND PAPER MILLS The two common forms of chemical pulping are 1) the dominant “alkaline” or “kraft” process, and Processes 2) the “acid pulping” or “sulphite” process. Acid pulping has generally declined but is still in use. The A number of processes, grouped by type as mechanical, digester liquor is a solution of sulphurous acid, H SO , chemical, and semi-chemical (or hybrid), are used in 2 3 mixed with lime (CaO) or other base (magnesium, the preparation of wood pulp. In 1990 (according to sodium, or ammonium) to form bisulphites. Lockwood’s Directory) the distribution of pulp mills in Ontario and Quebec was as follows: Mechanical processes produce the highest yield from the wood, but have high energy demands. Mechanical pulping Process Type generally incorporates thermal or chemical pre-softening Chemical Processes Semi-chemical Mechanical Total of the wood chips, resulting in lower energy requirements. Kraft Sulphite Some chemical processes include mechanical features. Ontario 94 2 15 30 The division is not distinct and is generally based on Quebec 10 8241 61 efficiency of production from dry wood. Figure 22.1: Number of pulp mills by type in Ontario and Quebec Figure 22.2 provides a flow diagram for a semi-chemical pulp mill. In chemical pulping, the wood chips are cooked, using heat and a chemical solution that depends on the type of Of the chemical processes , alkaline pulping – the kraft process being used. The lignin binder, a natural glue that or sulphite process – is the most common and is shown in holds the wood cells (fibres) together, is dissolved. -

Fibre to Board
Fibre to board Fibre to board Today’s processes of separating fibre and making paper- compost and road-building material. Using the entire tree board take place in facilities characterised by capital is an important part of our ambition to carry out sustain- intensity, high production volumes and the application of able production. the latest techniques of materials handling, continuous production and process control. From timber to fibre – the pulping process In many cases, including the mills of Iggesund Paper- The timber logs which are delivered to the pulp mill are first board, the production of pulp and the manufacture of debarked, since bark does not contain fibre suitable for paperboard are carried out on the same site in a continu- pulp manufacture. Bark is removed by friction, as logs are ous integrated process, giving benefits in quality, efficiency tumbled together in a rotating drum. The bark is then used and economy. as a fuel within the mill or composted to create garden soil. Managed forests provide the primary source of cellulose The next process depends on the type of separation or fibre from wood varieties such as spruce, pine and birch. defibration process used. The fibre is separated by mechanical or chemical pulp- ing and the whiteness and purity may subsequently be Pulp manufacture improved by bleaching. Basically the choice is between long fibres (spruce and Processing on the paperboard machine starts with the pine) and short fibres (birch). The boardmaker optimises formation of a layer of entangled fibres on a moving wire sheet forming, appearance and performance properties or plastic mesh from which water is removed by drainage. -

Flow Sheet Pulp and Paper Green Liquor / White Liquor Circuit
WesTech’s Continuous Rotary Drum Filters provide a wide range of liquid-solids separation for many types of industrial processing flow sheets. They offer the operating flexibility to handle dewatering, washing, and filtration applications. Working with the customer, WesTech provides laboratory test data to assess process optimization, design, and sizing of the equipment supplied. WesTech Drum Filters are available up to 13.5 feet in diameter and 36 feet in length and are built for ease of operation as well as to meet demanding customer specifications. Pulp and Paper Dregs The most common process for making paper is called The dregs from the green liquor clarifier are sent to the Kraft or Kraft Mill process. In this process, wood a rotary vacuum filter called the “dregs filter.” Here chips are “cooked” at 150 - 165o C, under pressure the dregs are washed to remove residual chemicals in a liquid solution containing caustic (NaOH) and and are dewatered prior to disposal. The liquids are sodium sulphide (Na2S) to pulp the wood. recycled to the green liquor stabilization tank. White Liquor Slaker The solution of caustic and sodium sulfide is The clarified green liquor is fed to a “slaker” where referred to as “white liquor”. These chemicals, along NaOH is formed. The grit and unreacted lime settle with heat and pressure, release the lignin from the to the bottom where they are removed by means of fibers in the wood. The resulting “pulp” is washed, a screw conveyor. screened, and sent on to bleaching and becomes the feed stock for the paper-making process. -
Resin Profile in a Bleached Kraft Pulp Process
Resin Profile in a Bleached Kraft Pulp Process Jennie Berglund May 2012 Degree Project in Polymeric Materials, First Level Department of Fibre and Polymer Technology Royal Institute of Technology Stockholm, Sweden Abstract The aim with this project was to investigate how the amount and composition of resins varied during the process producing bleached birch pulp at the mill SCA Packaging Munksund. A literature study about how the resin removal can be improved has also been included. Problems with resins in the process are common at pulp and paper mills, especially when birch is used as a raw material. The resin can cause deposits on the equipment leading to process stops, but also lowered mechanical properties and spots on the paper products. The addition of tall oil to the digester is one way of improving the removal of resins, seasoning of wood, and a good debarking are other ones. Also the different washing and bleaching steps can affect the amount of resin remaining in the pulp. In this study pulp samples from eight different positions in the process were analyzed. To extract the samples a Soxtec device was used. Results showed that the most effective resin removal happened during the washing in their first washing step after the digester, a DD-washer. Here 77 % of the resin was removed, of totally 88 % during the whole process. Another step which was effective was the final washing step, the PO-press. About 36 % of the remaining resins in the pulp which entered the PO-press were washed out here. The extracts were analyzed with GC-FID and GC-MS to identify and quantify the substances, and determine how the composition varied over the manufacturing process. -

Crude Tall Oil Low ILUC Risk Assessment Comparing Global Supply and Demand
Crude tall oil low ILUC risk assessment Comparing global supply and demand Crude tall oil low ILUC risk assessment Comparing global supply and demand By: Daan Peters, Viktorija Stojcheva Date: 24 April 2017 Project number: SISNL17494 © Ecofys 2017 by order of: UPM ECOFYS Netherlands B.V. | Kanaalweg 15G | 3526 KL Utrecht| T +31 (0)30 662-3300 | F +31 (0)30 662-3301 | E [email protected] | I www.ecofys.com Chamber of Commerce 30161191 Executive Summary UPM produces renewable diesel and naphtha from crude tall oil (CTO) in its biorefinery in Lappeenranta, Finland from early 2015 onwards. Because the company wanted clarity on the status and sustainability of its feedstock, UPM asked Ecofys in 2013 to assess whether CTO can be regarded as a residue and whether the feedstock would be low ILUC risk, meaning its use for biofuels would not lead to displace- ment effects of existing other uses. The current report is an updated version of the 2013 report. An important change since the previous report is that biofuel production at UPM has started, so any effects of CTO usage for biofuels has on the CTO market would be visible. Ecofys studies the following questions in this report: 1. Can CTO be defined as a residue based on biofuel legislation 2. Does the feedstock create an additional demand for land (is it a low ILUC risk feed stock?) 3. Does the use of the feedstock for biofuel production cause significant distortive effects on markets? The second and third question are closely interlinked. CTO in itself is a non-land using feedstock. -

Conductivity Measurements for Kraft Pulping Application Note
Conductivity Measurements for Kraft Pulping Application Note Industry: Pulp & Paper Products: Inductive Conductivity Process Liquid Analyzer Introduction Measuring conductivity in the recirculation zone of The kraft process, also known as kraft pulping or a continuous digester provides feedback to the the sulfate process, is a technology for conversion control system to reduce the variability in the of wood into wood pulp that consists of almost Kappa number of the product pulp. This enables pure cellulose fibers. Today, the kraft process is more efficient chemical use and higher quality used in approximately 80% of paper production. pulp In the process, wood chips are digested at elevated Process pressure and temperature by harsh chemicals known as “white liquor." White liquor is a water The kraft process is cyclical and self-sustaining. solution of sodium sulfide and sodium hydroxide. Wood chips are fed into a digester where they The lignin that binds the cellulose fibers together react with the cooking liquors, a combination of in the wood is chemically dissolved by the white white liquor and black liquor. Black liquor is a liquor. byproduct of the process within the digester. It is the spent cooking liquor that is a combination of The industry uses the Kappa number to estimate the removed lignin, water, and chemicals used in the amount of bleaching chemical, a potassium the extraction process. The inorganic portion of permanganate solution, that is required to extract the black liquor, white liquor, is the regenerated the lignin and obtain a pulp with the desired mixture of sodium hydroxide and sodium sulfide degree of brightness. -
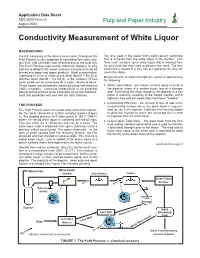
Conductivity Measurement of White Liquor
Application Data Sheet ADS 2600-03/rev.A Pulp and Paper Industry August 2004 Conductivity Measurement of White Liquor BACKGROUND Careful monitoring of the alkali concentration throughout the The lime used in the slaker forms solid calcium carbonate Kraft Process is very important in controlling flow rates, con- that is removed from the white liquor in the clarifier. This tact time, and ultimately cost effectiveness of the pulp mill. "lime mud" includes some white liquor that is washed from The Kraft Process uses strong chemicals (liquors) at very the lime mud and then used to dissolve the smelt. The lime high pH to delignify the wood, turning it into pulp that can be mud itself is heated in a lime kiln to regenerate the lime for formed into paper and paper products. Alkali concentration, use in the slaker. expressed in terms of either active alkali (NaOH + Na2S) or Measurements of alkali strength are useful in determining effective alkali (NaOH + 1/2 Na2S), is the measure of how the following: much wood can be processed for a given volume of liquor. These liquors are periodically measured using wet chemical 1. White Liquor Alkali - the volume of white liquor to send to (ABC) titrations. Electrical conductivity is an excellent the digester (more of a weaker liquor, less of a stronger adjunct to this practice since it provides an on-line measure- one). Controlling the alkali charge to the digester is a key ment that correlates very well with the ABC titrations. factor in reducing variability of the Kappa number, which indicates how well the wood chips have been "cooked." 2.