07 Apr 2018 165635977TMBN
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Farrukhabad, Etah and Hardoi Districts
78°0'0"E 78°30'0"E 79°0'0"E 79°30'0"E 80°0'0"E 80°30'0"E GEOGRAPHICAL AREA FARRUKHABAD, N ETAH AND HARDOI DISTRICTS " 0 ' 0 3 ° 8 ± 2 KEY MAP UTTAR PRADESH N " 0 ' 0 ° 8 2 Total Geographical Area (Sq Km) 10598 N No. of Charge Area 11 " 0 ' 0 ° Total Household 1328856 8 2 Total Population 7752529 CHARGE AREA ID NAME !( Jinhaira CA1 JALESAR !( !( !( !( CA2 ETAH Barai Bahbal Pur Jamura Mahmoodpur Saraiyan !( !( !( !( !( !( !( !( !( Udhranpur ManauraSongaraPilua Neorai Abdulla Nagar !( CA3 ALIGANJ Rarpatti !( !( !( Rabha !( Shahabad !( N !( ManjhilaKarawan X !( X Tumurki !( !( " !( Etah Bar!.thar !( Dahelia 0 !( !( Sahori !( ' Rafatnagar Senthara !( 0 !( Shitalpur !( CA4 KAIMGANJ !( Khadaua CA8 Itara 3 !( Kunwakhera Wazir Alam K!(han !( !( X ° Gahetu E T A H Raipur Khas Bagwala !( !( 7 Katiya Pithna Pur SHAHABAD !( !( CA2 Kansuri !( Parauli Suhagpur !( !( Kumhraur !( 2 Etah !( CA3 ChilouliM!(aursidabad !( Babasa !( Narainamau X Majhiya CA1 !( ETAH !( Dhumari Bharkhani Karim Nagar CA5 FARRUKABAD X !( X Jaithara ALIGANJ !( JALESAR Basundhara Angraiya Jamunai CA4 Amritpur Mansoor Nagar !( Khiriya Nagar S!(hah!( !( !( !( !( !( Malawan Targawan Aliganj (Dehat) KAIMGANJ !( Shahnagar Timarua !( Awagarh !( CA6 AMRITPUR Munder Behta Gokul !( !( Burrakalan X Chilsara !( CA6 !( Kurseli Shakrauli Lalpur N Jarani Khurd Kalan Tolwa Antdanpur " !( !( !( !( 0 !( AMRITPUR ' CA7 SAWAYAJPUR !( !( !( Umai Asadnagar X 0 Tikathar !( Pilkhana !( Bartal !( Rohina Mirzapur Khinmini !( !( 3 Nadraala ° !( Kurar Pura Bahadur F A R R U K H A B A D Kaurha 7 !( Farrukhabad -

Notice for Appointment of Regular/Rural Retail Outlets Dealerships
Notice for appointment of Regular/Rural Retail Outlets Dealerships Hindustan Petroleum Corporation Limited proposes to appoint Retail Outlet dealers in the State of Uttar Pradesh, as per following details: Fixed Fee Minimum Dimension (in / Min bid Security Estimated Type of Finance to be arranged by the Mode of amount ( Deposit ( Sl. No. Name Of Location Revenue District Type of RO M.)/Area of the site (in Sq. Site* applicant (Rs in Lakhs) selection monthly Sales Category M.). * Rs in Rs in Potential # Lakhs) Lakhs) 1 2 3 4 5 6 7 8 9a 9b 10 11 12 SC/SC CC 1/SC PH/ST/ST CC Estimated Estimated fund 1/ST working required for PH/OBC/OBC CC/DC/ capital Draw of Regular/Rural MS+HSD in Kls Frontage Depth Area development of CC 1/OBC CFS requirement Lots/Bidding infrastructure at PH/OPEN/OPE for operation RO N CC 1/OPEN of RO CC 2/OPEN PH ON LHS, BETWEEN KM STONE NO. 0 TO 8 ON 1 NH-AB(AGRA BYPASS) WHILE GOING FROM AGRA REGULAR 150 SC CFS 40 45 1800 0 0 Draw of Lots 0 3 MATHURA TO GWALIOR UPTO 3 KM FROM INTERSECTION OF SHASTRIPURAM- VAYUVIHAR ROAD & AGRA 2 AGRA REGULAR 150 SC CFS 20 20 400 0 0 Draw of Lots 0 3 BHARATPUR ROAD ON VAYU VIHAR ROAD TOWARDS SHASTRIPURAM ON LHS ,BETWEEN KM STONE NO 136 TO 141, 3 ALIGARH REGULAR 150 SC CFS 40 45 1800 0 0 Draw of Lots 0 3 ON BULANDSHAHR-ETAH ROAD (NH-91) WITHIN 6 KM FROM DIBAI DORAHA TOWARDS 4 NARORA ON ALIGARH-MORADABAD ROAD BULANDSHAHR REGULAR 150 SC CFS 40 45 1800 0 0 Draw of Lots 0 3 (NH 509) WITHIN MUNICIAPL LIMITS OF BADAUN CITY 5 BUDAUN REGULAR 120 SC CFS 30 30 900 0 0 Draw of Lots 0 3 ON BAREILLY -
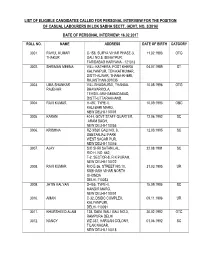
List of Eligible Candidates Called for Personal Interview for the Position of Casual Labourers in Lok Sabha Sectt. (Advt. No. 3/2016)
LIST OF ELIGIBLE CANDIDATES CALLED FOR PERSONAL INTERVIEW FOR THE POSITION OF CASUAL LABOURERS IN LOK SABHA SECTT. (ADVT. NO. 3/2016) DATE OF PERSONAL INTERVIEW: 16.02.2017 ROLL NO. NAME ADDRESS DATE OF BIRTH CATGORY 3001. RAHUL KUMAR C-158, SURYA VIHAR PHASE-3, 11.02.1993 OTG THAKUR GALI NO.5, SEHATPUR, FARIDABAD HARYANA - 121013 3002. SHRIMAN MEENA VILL- KATHERA, POST KHERA 04.07.1989 ST KALYANPUR, TEH-KATHUMAR, DISTT-ALWAR, THANA-KHERI, RAJASTHAN-301035 3003. UMA SHANKAR VILL-BHADAURAI, THANAA- 10.05.1996 OTG RAJBHAR BHAWARKOLA, TEHSEL-MUHAMMADABAD, DISTT-UTTARAKHAND. 3004. RAVI KUMAR H-497, TYPE-II, 10.09.1993 OBC KALI BARI MARG, NEW DELHI-110001 3005. KARAN 40-H, GOVT STAFF QUARTER, 12.06.1992 SC ARAM BAGH, NEW DELHI-110055 3006. KRISHNA RZ-3/320 GALI NO. 8, 12.03.1995 SC GEETANJALI PARK WEST SAGAR PUR, NEW DELHI-110046 3007. AJAY S/O SHRI SATAN LAL, 22.08.1991 SC R/O H. NO. 662, T-2, SECTOR-8, R K PURAM, NEW DELHI-110022 3008. RAVI KUMAR R/O E-26, STREET NO.10, 31.03.1995 UR SUBHASH VIHAR NORTH GHONDA DELHI-110053 3009. JATIN KALYAN D-455, TYPE-II, 15.09.1995 SC MANDIR MARG, NEW DELHI-110001 3010. AMAN C-32, DSIDC COMPLEX, 09.11.1996 UR KALYANPURI, DELHI-110091 3011. KHURSHEED ALAM 128, SAINI WALI GALI NO.3, 20.02.1992 OTC RAMPURA DELHI 3012. NANCY WZ-337, HARIJAN COLONY, 01.06.1992 SC TILAK NAGAR, NEW DELHI-110018 3013. OMPRAKASH VILL-MAI TEH-NADBAI, DISTT- 05.05.1994 SC BHARATPUR, RAJASTHAN -321028 3014. -
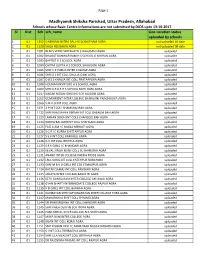
Center Information Not Updated by DIOS 13102017.Xlsx
Page 1 Madhyamik Shiksha Parishad, Uttar Pradesh, Allahabad Schools whose Basic Centre Informations are not submitted by DIOS upto 13-10-2017 Sl Dist Sch sch_name Geo-Location status uploaded by schools 1 01 1352 S NEKRAM NETRA PAL H S SCH KITHAM AGRA not uploaded till date 2 01 1620 SHILA HSS BAGIA AGRA not uploaded till date 3 01 1001 BENI S VEDIC VIDYAVATI I C BALUGANJ AGRA uploaded 4 01 1002 BHAGAT KANWAR RAM H S SCHOOL G M KHAN AGRA uploaded 5 01 1003 BAPTIST H S SCHOOL AGRA uploaded 6 01 1004 CHITRA GUPTA H S SCHOOL SHAHGANJ AGRA uploaded 7 01 1005 SHRI C P PUBLIC INTER COLLEGE AGRA uploaded 8 01 1006 SHRI D J INT COLL DHULIA GANJ AGRA uploaded 9 01 1007 D B S S KHALSA INT COLL PRATAPPURA AGRA uploaded 10 01 1008 HOLMAN INSTITUTE H S SCHOOL AGRA uploaded 11 01 1009 SHRI K R B R H S SCHOOL MOTI GANJ AGRA uploaded 12 01 1037 NAGAR NIGAM GIRLS HS SCH TAJGANJ AGRA uploaded 13 01 1052 GOVERMENT INTER COLLEGE SHAHGANJ PNACHKUIYA AGRA uploaded 14 01 1066 S M A O INT COLL AGRA uploaded 15 01 1071 A P INT COLL SHAMSHADBAD AGRA uploaded 16 01 1122 SHRI RAM SAHAY VERMA INT COLL BASAUNI BAH AGRA uploaded 17 01 1123 LAKHAN SINGH INT COLL CHANGOLI BAH AGRA uploaded 18 01 1124 RADHA BALLABH INT COLL SHAHGANJ AGRA uploaded 19 01 1125 FAIZ A AM I C NAGLA MEWATI AGRA uploaded 20 01 1126 S G R I C KURRA CHITTARPUR AGRA uploaded 21 01 1127 S S V INT COLL KARKAULI AGRA uploaded 22 01 1128 G V INT COLL BRITHLA AGRA uploaded 23 01 1129 S R K GIRLS I C KHANDARI AGRA uploaded 24 01 1130 KEVAL SINGH M INT COLL SUTHARI BAH AGRA uploaded 25 01 1131 ANAND INTER -

Hardoi Dealers Of
Dealers of Hardoi Sl.No TIN NO. UPTTNO FIRM - NAME FIRM-ADDRESS 1 09153800008 HD0047653 TANDAN TUVELS CINEMA ROAD HARDOI 2 09153800013 HD0002472 RAJ MADICAL HALL CINEMA ROAD HARDOI 3 09153800027 HD0013596 RAKESH MEDICINE ARYA KANYA PATHASHALA HARDOI 4 09153800032 HD0009363 AGARWAL KIRANA STORS RAILWAYGANJ HARDOI 5 09153800046 HD0001175 BANWARI LAL ANANTRAM SADAR BAZAR HARDOI 6 09153800051 HD0024972 PUBLIC GENRRAL STORE CINAMA ROAD HARDOI 7 09153800065 HD0043341 MAHENDRA PRATAP SINGH P.W.D LUCKNOW ROAD HARDOI CONT. 8 09153800070 HD0030017 MOHANLAL SATAYPARKASH RAILWAY GANJ HARDOI. 9 09153800079 HD0032398 RAJ BRICK FIELD JADSARA SANDILA 10 09153800084 HD0032349 RAMSHAY RAKESH KUMAR NAVIN MANDI HARDOI 11 09153800107 HD0036941 MUNGIA BRICK FIELD SANDILA HARDOI 12 09153800112 HD0038201 BEAUTY CENTER SANDILA HARDOI 13 09153800126 HD0033251 JAGAT TRADINGS MEDICAL STORES BENIGANJ HARDOI 14 09153800131 HD0039619 PREM PRAKAS AGRWAL CONTRACTOR KACHAUNA HARDOI 15 09153800145 HD0041223 QUILTY RADIO ADN WATCH EMPORAM SANDILA HARDOI 16 09153800150 HD0040221 U.P. STATE SUGER CORPO.LTD.UNITE RLY GANJ HARDOI 17 09153800164 HD0042844 RAM VILASH BAJPAI CONTRACTOR SARAY THOAK PACHIMI HARDOI 18 09153800178 HD0044817 MOHD.HANIF SANDILA HARDOI 19 09153800197 HD0045713 BHARAT SABUN BHANDAR RAILWAY GANJ HARDOI 20 09153800206 HD0046209 M.S.TRADERS SANDILA HARDOI 21 09153800211 HD0046210 AJANTA TRADERS ANAND TALKIES KA PAS HARDOI 22 09153800225 HD0047826 PEKAL TRADERS DHARMSHALA ROAD HAROI 23 09153800230 HD0047881 UDAT PRAKASH AND CO.GALLA NAVIN MANDI STHAL HARDOI BYAPARI 24 09153800239 HD0052339 NEERAJ KUMAR GUPTA PITAMBAR GANJ HARDOI 25 09153800244 HD0044476 PANDAY BRICK FIELD THEKUNNI SANDILA 26 09153800258 HD0048667 MADAN MODERN RICE & DAL MILL SANDILA HARDOI 27 09153800263 HD0048756 NAVNEET KIRANA STORE BAGHAULI BAZAR HARDOI 28 09153800277 HD0040367 NEW INDIA FERMITICALS ALU THOK HARDOI 29 09153800282 HD0050853 PRATAK TIMBER KAINAL ROAD HARDOI 30 09153800296 HD0050032 SHRI KRISHNA GUPTA MINI RICE MIL HARDOI 31 09153800305 HD0051034 KHANNA RADIO AND WATCH CO. -

1 Village Kathera, Block Akrabad, Sasni to Nanau Road , Tehsil Koil
Format for Advertisement in Website Notice for appointment of Regular / Rural Retail Outlet Dealerships Bharat Petroleum Corporation Limited (BPCL) proposes to appoint Retail Outlet dealers in Uttar Pradesh, as per following details: Fixed Fee / Security Estimated monthly Type of Minimum Dimension (in M.)/Area of Mode of Minimum Bid Sl. No Name of location Revenue District Type of RO Category Finance to be arranged by the applicant Deposit (Rs. Sales Potential # Site* the site (in Sq. M.). * Selection amount (Rs. In In Lakhs) Lakhs) 1 2 3 4 5 6 7 8 9a 9b 10 11 12 SC, SC CC-1, SC PH ST, ST CC-1, ST PH OBC, OBC CC- CC / DC / Estimated fund Estimated working Draw of Regular / 1, OBC PH CFS required for MS+HSD in Kls Frontage Depth Area capital requirement Lots / Rural development of for operation of RO Bidding infrastructure at RO OPEN, OPEN CC- 1, OPEN CC- 2,OPEN-PH Village Kathera, Block Akrabad, Sasni to Nanau Road , Draw of 1 Tehsil Koil, Dist Aligarh ALIGARH RURAL 90 SC CFS 30 30 900 0 0 Lots 0 2 Village Dhansia, Block Jewar, Tehsil Jewar,On Jewar to GAUTAM BUDH Draw of 2 Khurja Road, dist GB Nagar NAGAR RURAL 160 SC CFS 30 30 900 0 0 Lots 0 2 Village Dewarpur Pargana & Distt. Auraiya Bidhuna Auraiya Draw of 3 Road Block BHAGYANAGAR AURAIYA RURAL 150 SC CFS 30 30 900 0 0 Lots 0 2 Village Kudarkot on Kudarkot Ruruganj Road, Block Draw of 4 AIRWAKATRA AURAIYA RURAL 100 SC CFS 30 30 900 0 0 Lots 0 2 Draw of 5 Village Behta Block Saurikh on Saurikh to Vishun Garh Road KANNAUJ RURAL 100 SC CFS 30 30 900 0 0 Lots 0 2 Draw of 6 Village Nadau, -
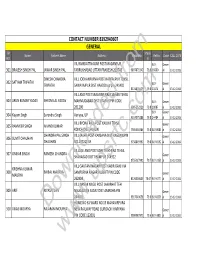
CONTACT NUMBER 8392940607 GENERAL SR Marks Name Father's Name Address Mobileno Refno
CONTACT NUMBER 8392940607 GENERAL SR Marks Name Father's Name Address MobileNo RefNo. Caste CALL DATE NO. % VIL RAMDATTNAGAR POST MADANPUR BLY- Gener 301 BRAJESH SINGH PAL JAWAR SINGH PAL FARRUKHABAD UTTAR PRADESH 209743 9897871342 79.8 16600 al 13-12-2018 DINESH CHANDRA VILL JODHANPURVA POST HARPALPUR TEHSIL 302 SATYAM TRIPATHI TRIPATHI SAWAYAJPUR DIST HARDOI up pin 241402 BLY- Gener from8174876425 79.8 11674 al 13-12-2018 VILL AND POST SARAIYAN RAJA SAHAB TEHSIL 303 ARUN KUMAR YADAV SHYAM LAL YADAV MAHMUDABAD DIST SITAPUR PIN CODE BLY- Gener 261206 9005252321 79.8 10087 al 13-12-2018 BLY- Gener 304 Kayam Singh Surendra Singh Auriyya, UP 9557075288 79.8 14484 al 13-12-2018 VILL BYONA RAJA POST KAILIYA TEHSIL 305 RAMVEER SINGH ANAND KUMAR Gener KONCH DIST JALAUN 7905366386 79.8 BLY-8086 al 13-12-2018 CHANDRA PAL SINGH VILL-JAKHA POST-KARSANA DIST-KASGANJPIN 306 SUMIT CHAUHAN Gener CHAUHAN NO.207241 UP 9758849397 79.8 BLY-6592 al 13-12-2018 VILLAGE AND POST KARETHI KHERA TEHSIL 307 OMKAR SINGH RAMESH CHANDRA SHAHABAD DISTT RAMPUR 244922 Gener 8755327990 79.7 BLY-2351 al 13-12-2018 VILL GAUTAM NAGAR POST KABIR GANJ VIA KRISHNA KUMAR 308 BIRBAL MAURYA SAMPURNA NAGAR PILIBHIT PIN CODE MAURYA Gener 262904 8126903654 79.67 BLY-6777 al 13-12-2018 VILL NANAK NAGLI POST LAKARHAT TEH 309 ARIF RIYASAT JAN NAUGAWAN SADAT DIST AMROHA PIN Gener 244501 9917949658 79.6 BLY-8256 al 13-12-2018 HOME NO 61 WARD NO 15 MAHAVIRPURA 310 VIKAS MOURYA RAJARAMDownloaded MOURYA NEW RAILWAY ROAD GURGAON HARYANA Gener PIN CODE 122001 9990087870 79.6 BLY-3815 al 13-12-2018 -

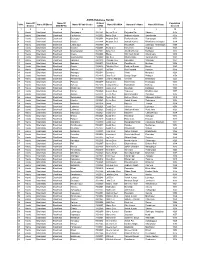
Annexure-IX LIST of 5043 SCHOOLS for SMART CLASSROOM - UTTAR PRADESH S
Annexure-IX LIST OF 5043 SCHOOLS FOR SMART CLASSROOM - UTTAR PRADESH S. No. District Name Block Name Cluster Name Cluster Code School Name UDISE Code 1 AGRA-0915 FATEHPUR SIKRI-091507 UNDERA 915070048 J.H.S.DEVNARI 9150705002 2 AGRA-0915 FATEHABAD-091511 TIBAHA 915110058 J.H.S. PAKKA PURA 9151113601 3 AGRA-0915 SAIYAN-091514 TEHRA 915140101 J.H.S JHILRA (COMPOSITE) 9151405502 4 AGRA-0915 FATEHABAD-091511 TARAULI GUJER 915110060 J.H.S.BEGAMPUR 9151109904 5 AGRA-0915 BAROLI AHEER-091504 TANORA NOORPUR 915040030 J.H.S.BAROLI GUJAR (COMPOSITE) 9150407202 6 AGRA-0915 KHERAGARH-091512 SITOLI 915120090 G.J.H.S.KHERAGARH-2 9151206614 7 AGRA-0915 SHAMSHABAD-091515 SIKTARA 915150111 G.J.H.S.SHAMSHABAD (COMPOSITE) 9151509912 8 AGRA-0915 BAH-091503 SIDHAVALI 915030020 J.H.S.HIGOT KHERA 9150307902 9 AGRA-0915 BAROLI AHEER-091504 SHYAMO 915040027 J.H.S.AKBERPUR (COMPOSITE) 9150404002 10 AGRA-0915 KHERAGARH-091512 SARENDA 915120086 J.H.S.BARVAR 9151204902 11 AGRA-0915 ETMADPUR-091506 SANVAI 915060042 G.J.H.S.ETMADPUR (COMPOSITE) 9150600112 12 AGRA-0915 SAIYAN-091514 SAIYAN 915140099 J.H.S.NADEEM 9151400302 13 AGRA-0915 BAROLI AHEER-091504 ROHTA 915040026 G.J.H.S.ROHTA (COMPOSITE) 9150402904 14 AGRA-0915 JAGNER-091508 RICHHOHA 915080069 J.H.S BHOJPURA 9150802702 15 AGRA-0915 KHERAGARH-091512 RASOOLPUR 915120087 J.H.S DANDA 9151203302 16 AGRA-0915 M.C.AGRA CITY-091517 RAKABGANG WARD 915170005 G.J.H.S.IDGAH 9151707402 17 AGRA-0915 ACCHNERA-091502 PURAMANA 915020009 G.J.H.S.KIRAWALI 9150200208 18 AGRA-0915 JAITPUR KALAN-091509 PARNA 915090076 G.J.H.S.PARNA 9150907704 19 AGRA-0915 SAIYAN-091514 PANOTA 915140107 J.H.S.BHAWAN PURA (COMPOSITE) 9151403702 20 AGRA-0915 JAGNER-091508 NAUNI 915080065 J.H.S.NAGLA BHAJNA 9150809001 21 AGRA-0915 ETMADPUR-091506 NAGLA BEL 915060044 J.H.S. -

ANSWERED ON:02.08.2017 Law Universities/Colleges Jaunpuria Shri Sukhbir Singh;Sanjar Shri Alok
GOVERNMENT OF INDIA LAW AND JUSTICE LOK SABHA UNSTARRED QUESTION NO:2821 ANSWERED ON:02.08.2017 Law Universities/Colleges Jaunpuria Shri Sukhbir Singh;Sanjar Shri Alok Will the Minister of LAW AND JUSTICE be pleased to state: (a) the details of Government and private law colleges and universities in the country including Madhya Pradesh; State-wise; (b) the State-wise total number of vacancies in each of these colleges/universities; (c) the steps taken by the Government to fill these vacancies; and (d) whether the Government proposes to establish new Law colleges/universities in the country and if so, the details thereof and the time by which it is likely to be done? Answer ANSWER MINISTER OF STATE FOR LAW AND JUSTICE AND ELECTRONICS AND INFORMATION TECHNOLOGY (SHRI P.P. CHAUDHARY) (a) : The State-wise details of Government and private law colleges and universities in the country including Madhya Pradesh is at Annexure − I. (b) and (c) : Data regarding vacancies in colleges/universities is not maintained by the Central Government, Bar Council of India or University Grants Commission. (d) : At present there is no proposal with the Government to establish new Law Colleges/University in the country. ********** List of Law Colleges having approval of affiliation of the Bar Council of India as on 22nd October, 2016 ANDHRA PRADESH College Name Courses imparted Status Year of of approval establishment I. ANDHRA UNIVERSITY, WALTAIR 1. University Law College , Waltair 3 year course Upto 2010-11 1945 (Dr.B.R. Ambedkar College of Law ) 5 year course(120) Upto2014-2015 2009 (no admission in 5 year course from 2011-12 to 2012-13) 2. -

Final Population Totals, Series-10, Uttar Pradesh
Census of India 2001 Series 10 : Uttar Pradesh FINAL POPULATION TOTALS (St:at:e, Dist:rict:, Tehsil and Town) Ranbir Singh 0' the Indian Administrative Service Direct:or of Census Operat:ions, Uttar Pradesh Lucknow Website: http://www.censusindia.net/ © All rights reserved with Government of India Data Product Number 09-004-Cen-Book Preface The final population data presented in this publication is based on the processing and tabulation of actual data captured from each and every 202 million household schedules. In the past censuses the final population totals and their basic characteristics at the lowest geographical levels popularly known as the village/town Pnmary Census Abstract was compiled manually. The generation of Primary Census Abstract for the Census 2001 is a fully computerized exercise starting from the automatic capture of data from the Household Schedule through scanning to the compilation of Primary Census Abstract. This publication titled "Final Population Totals" IS only a prelude to the Primary Census Abstract. The publication, which has only one table, presents data on the total population, the Scheduled Castes population and the Scheduled Tribes population by sex at the state, district, tehsil and town levels. The village-wise data is being made available in electronic format. It is expected to be a useful ready reference document for data users who are only interested to know the basic population totals. This publication is brought out by Office of the Registrar General, India (ORGI) centrally. I am happy to acknowledge the dedicated efforts of Dr Ranbir Singh, Director of Census Operations, Uttar Pradesh and his team and my colleagues in the ORGI In bringing out this publication. -

Hardoi Page:- 1 Cent-Code & Name Exam Sch-Status School Code & Name #School-Allot Sex Part Group 1001 Ganga Devi Inter College Hardoi Bum
DATE:27-02-2021 BHS&IE, UP EXAM YEAR-2021 **** FINAL CENTRE ALLOTMENT REPORT **** DIST-CD & NAME :- 33 HARDOI PAGE:- 1 CENT-CODE & NAME EXAM SCH-STATUS SCHOOL CODE & NAME #SCHOOL-ALLOT SEX PART GROUP 1001 GANGA DEVI INTER COLLEGE HARDOI BUM HIGH BUM 1001 GANGA DEVI INTER COLLEGE HARDOI 38 F HIGH BRM 1035 A K V M INTER COLLEGE BHADAICHA HARDOI 53 M HIGH CRM 1148 SRI TRILOK CHANDRA I C NEAR KASRAWAN HARDOI 99 M HIGH ARM 1603 PT. DEENDAYAL UPADHYAY RAJKIYA MODAL INTER COLLEGE SIKROHRI 48 M 238 INTER BUM 1001 GANGA DEVI INTER COLLEGE HARDOI 21 F OTHER THAN SCICNCE INTER BUM 1002 VEDIC VIDYA MANDIR INTER COLLEGE HARDOI 77 F ALL GROUP INTER CRM 1148 SRI TRILOK CHANDRA I C NEAR KASRAWAN HARDOI 129 M ALL GROUP INTER ARM 1603 PT. DEENDAYAL UPADHYAY RAJKIYA MODAL INTER COLLEGE SIKROHRI 5 M ALL GROUP INTER ARM 5067 GOVT INTER COLLEGE TADIYAWAN HARDOI 41 M OTHER THAN SCICNCE 273 CENTRE TOTAL >>>>>> 511 1003 S D D V M I C SANDI HARDOI BUM HIGH BUM 1003 S D D V M I C SANDI HARDOI 45 F HIGH CRM 1094 S N S I C TIRAHA SANDI HARDOI 67 F HIGH CRM 1220 S D N V P INT COLL NEEBHAPUR HARDOI 77 M HIGH CRM 1244 SARSWATI V P I C SADULLAPUR HARDOI 13 F HIGH CRM 1334 SMT R R I C PASNER BILGRAM HARDOI 21 F HIGH CRM 1377 S C S H S S NOWPURWA P B HARDOI 24 F HIGH ARF 1455 GOVT H S RAURA SANDI HARDOI 7 M HIGH ARM 1479 GOVT HIGHER SECONDARY SCHOOL DURGAGANJ HARDOI 9 F HIGH AUF 5075 GOVT GIRLS INTER COLLEGE BILGRAM HARDOI 20 M 283 INTER CRM 1220 S D N V P INT COLL NEEBHAPUR HARDOI 29 M OTHER THAN SCICNCE INTER CRM 1220 S D N V P INT COLL NEEBHAPUR HARDOI 129 M SCIENCE -
ASHA Database Hardoi Name of Name of ID No.Of Population S.No
ASHA Database Hardoi Name Of Name Of ID No.of Population S.No. Name Of Block Name Of Sub-Centre Name Of ASHA Husband's Name Name Of Village District CHC/BPHC ASHA Covered 1 2 3 4 5 6 7 8 9 10 1 Hardoi Bharkhani Bharkhani Sahajanpur 3502001 Aneeta Devi Rajendra Pal Udaipur 1036 2 Hardoi Bharkhani Bharkhani Pachdevra 3502002 Anshu Devi Avdhesh Kumar Uwarikheda 1045 3 Hardoi Bharkhani Bharkhani Daulatpur 3502003 Anupam Devi Radhyeshyam Ramdaspur 1056 4 Hardoi Bharkhani Bharkhani Munder 3502004 Anupam Devi Subodh Kumar Khanikalan Jahanpur 1024 5 Hardoi Bharkhani Bharkhani Lakhmapur 3502005 Arti RamaKant Dahirapur Hirankhuda 1058 6 Hardoi Bharkhani Bharkhani Munder 3502006 Aruna Devi Hanuman Rupapur 1026 7 Hardoi Bharkhani Bharkhani Uwariyakalan 3502007 Asha Devi Jitendra Kumar Kankapur 1426 8 Hardoi Bharkhani Bharkhani Ghasa 3502008 Bitana Shiv Nath Singh Dhaninagla 1016 9 Hardoi Bharkhani Bharkhani Uwariyakalan 3502009 Bito Devi Shyam Babu Uwariyakalan 1023 10 Hardoi Bharkhani Bharkhani Babarpur 3502010 Champa Devi Ramratan Nizampur 1057 11 Hardoi Bharkhani Bharkhani Babarpur 3502011 Chhoti Bitiya RamNaresh Meghpur 1036 12 Hardoi Bharkhani Bharkhani Ghasa 3502012 Chhukko Devi Pradeep Kumar Bisauli 1045 13 Hardoi Bharkhani Bharkhani Patyora 3502013 Dal Shri Om Prakash Patyora 1056 14 Hardoi Bharkhani Bharkhani Anangpur 3502014 Damyanti Vinod Manpara 1024 15 Hardoi Bharkhani Bharkhani Babarpur 3502015 Dhan Devi Ganga Sagar Paitapur 1058 16 Hardoi Bharkhani Bharkhani Randheerpur 3502016 Durgesh Nandini Veerbal Khwajkipur 1225 17 Hardoi Bharkhani