Overview of the Different Processes of Tungsten Coating Implemented Into WEST Tokamak M
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Plasma-Materials and Divertor Options for Fusion
Plasma-Materials and Divertor Options for Fusion Presented to: National Academy of Sciences Panel A Strategic Plan for U.S. Burning Plasma Research J. Rapp ORNL is managed by UT-Battelle for the US Department of Energy Lifetime of divertor will deterimine fusion reactor availability TF coils Coolant manifold (permanent) Upper ports (modules and coolant) Blanket Cost of modules electricity is 5-6 yrs lifetime proportional 0.6 to (1/A) Central ports (modules) Vacuum vessel 70cm Cool shield (permanent) 30cm Divertor plates (permanent) Lower ports 2 yrs lifetime goal (divertor) Main driver of scheduled maintenance: divertor (and blanket) 2 Juergen Rapp Outline • Plasma-Material Interaction (PMI) challenges • Potential Plasma-Facing Materials (PFMs) and Components (PFCs) • Current status of U.S. PMI research • Facilities needed for the development of PFCs • Strategic elements to accelerate U.S. burning plasma research • A proposed high-level R&D program and roadmap for PMI 3 Juergen Rapp Outline • Plasma-Material Interaction (PMI) challenges • Potential Plasma-Facing Materials (PFMs) and Components (PFCs) • Current status of U.S. PMI research • Facilities needed for the development of PFCs • Strategic elements to accelerate U.S. burning plasma research • A proposed high-level R&D program and roadmap for PMI 4 Juergen Rapp Challenges for materials: fluxes and fluence, temperatures JET ITER FNSF Fusion Reactor 50 x divertor ion fluxes 5000 x divertor ion fluence up to 5 x ion fluence 106 x neutron fluence (1dpa) up to 100 x neutron fluence (150dpa) -

A European Success Story the Joint European Torus
EFDA JET JETJETJET LEAD ING DEVICE FOR FUSION STUDIES HOLDER OF THE WORLD RECORD OF FUSION POWER PRODUCTION EXPERIMENTS STRONGLY FOCUSSED ON THE PREPARATION FOR ITER EXPERIMENTAL DEVICE USED UNDER THE EUROPEAN FUSION DEVELOPEMENT AGREEMENT THE JOINT EUROPEAN TORUS A EUROPEAN SUCCESS STORY EFDA Fusion: the Energy of the Sun If the temperature of a gas is raised above 10,000 °C virtually all of the atoms become ionised and electrons separate from their nuclei. The result is a complete mix of electrons and ions with the sum of all charges being very close to zero as only small charge imbalance is allowed. Thus, the ionised gas remains almost neutral throughout. This constitutes a fourth state of matter called plasma, with a wide range of unique features. D Deuterium 3He Helium 3 The sun, and similar stars, are sphe- Fusion D T Tritium res of plasma composed mainly of Li Lithium hydrogen. The high temperature, 4He Helium 4 3He Energy U Uranium around 15 million °C, is necessary released for the pressure of the plasma to in Fusion T balance the inward gravitational for- ces. Under these conditions it is pos- Li Fission sible for hydrogen nuclei to fuse together and release energy. Nuclear binding energy In a terrestrial system the aim is to 4He U produce the ‘easiest’ fusion reaction Energy released using deuterium and tritium. Even in fission then the rate of fusion reactions becomes large enough only at high JG97.362/4c Atomic mass particle energy. Therefore, when the Dn required nuclear reactions result from the thermal motions of the nuclei, so-called thermonuclear fusion, it is necessary to achieve u • extremely high temperatures, of at least 100 million °C. -

Steady State and Transient Power Handling in JET G.F.Matthews* on Behalf of the JET EFDA Exhaust Physics Task Force and JET EFDA Contributors+ +See Annex of J
Steady State and Transient Power Handling in JET G.F.Matthews* on behalf of the JET EFDA Exhaust Physics Task Force and JET EFDA Contributors+ +See annex of J. Pamela et al, "Overview of JET Results", Fusion Energy 2002 (Proc. 19th Int. Conf. Lyon, 2002),IAEA, Vienna. *Euratom/UKAEA Fusion Association, Culham Science Centre, Abingdon, Oxon. OX14 3DB,UK. E-mail: [email protected] Abstract. Steady state and transient power deposition profiles have been measured in the JET MIIGB divertor using improved diagnostics techniques involving the use of fast infra-red, thermocouples and Langmuir probe arrays. In unfuelled type I ELMy H-modes a very narrow power profile is observed at the outer target which we associate with the ion channel. Systematic parameter scans have been carried out and our analysis shows that the average power width scaling is consistent with a classical dependence of perpendicular transport in the SOL. Using the fast IR capability the factors such as rise time, broadening, variability and in/out asymmetry have been studied and lead to the conclusion that type I ELMs in ITER may fall just below the material ablation limits. JET disruptions are very different from type I ELMs in that only a small fraction of the thermal energy reaches the divertor and what does arrive is distributed uniformly over the divertor area. This is very different from the current ITER assumption which puts most of the energy from the thermal quench onto the divertor strike points. 1. Introduction The actively cooled divertor target for ITER has been tested up to a surface power loading of 25MWm-2 but the planned operating point is around 10MWm-2 to allow for excursions. -

The Pumped Divertor the NEW PHASE of JET B.E
The Pumped Divertor THE NEW PHASE OF JET B.E. Keen and M.L. Watkins and the JET Team JET Joint Undertaking, Abingdon, Oxford, UK Associate Member of EPS The pumped divertor experiment, in demonstrating before full deuterium-tritium operation an effective method of impurity control, aims to provide essential design data for a Next Step tokamak fusion device. The basic principle of the fusion pro Switzerland and Sweden. By mid-1983, by careful design of the targets and speci cess is the fusing of light nuclei to form the construction of JET, its power supplies fic operational techniques, but is limited, heavier ones and the accompanying re and buildings were completed on sche ultimately, by an unacceptably high influx lease of substantial energy. For a fusion dule and broadly to budget and the prog of impurities. The fourth area of work had reactor, there are several possible fusion ramme started. been started by earlier studies of energetic reactions, but the one that is easiest to JET is the largest project in the coordi particles produced as fusion products or achieve is that between the deuterium and nated programme of EURATOM, whose by ion cyclotron resonance heating tritium isotopes of hydrogen. This D-T fusion programme is designed to lead ulti (ICRH). It has now been addressed further reaction is : mately to the construction of an energy by the first tokamak plasma experiments D + T → 4He + neutrons + 17.6 MeV. producing reactor. Its strategy is based on in D-T mixtures. These results are presen At the temperatures needed for this reac the sequential construction of major ap ted briefly in the following sections. -

Lyra' Divertor
ENERGY AND PARTICLE CONTROL CHARACTERISTICS OF THE ASDEX UPGRADE `LYRA' DIVERTOR M. Kaufmann, H-S. Bosch, A. Herrmann, A. Kallenbach, K. Borrass, A. Carlson, D. Coster, J.C. Fuchs, J. Gafert, K. Lackner, J. Neuhauser, R. Schneider, J. Schweinzer, W. Suttrop, W. Ullrich, U. Wenzel, and ASDEX Upgrade team Max-Planck-Institut fÈurPlasmaphysik, EURATOM-IPP Association, Garching und Berlin, Germany Abstract In 1997 the new `LYRA' divertor went into operation at ASDEX Upgrade and the neutral beam heating power was increased to 20 MW by installation of a second injector. This leads to the relatively high value of P/R of 12 MW/m. It has been shown that the ASDEX Upgrade LYRA divertor is capable of handling such high heating powers. Mea- surements presented in this paper reveal a reduction of the maximum heat ¯ux in the LYRA divertor by more than a factor of two compared to the open Divertor I. This reduction is caused by radiative losses inside the divertor region. Carbon radiation cools the divertor plasma down to a few eV where hydrogen radiation losses become signi®cant. They are increased due to an effective re¯ection of neutrals into the hot separatrix region. B2-Eirene modelling of the performed experiments supports the experimental ®ndings and re®nes the understanding of loss processes in the divertor region. 1. INTRODUCTION The width of the scrape-off layer (SOL) does not necessarily increase in proportion to the size of the device. This poses severe problems for the power exhaust in a fusion reactor. If we take ITER as described in the ®nal design report (FDR) [1], a power ¯ow across the separatrix in the order of 100 to 150 MW might be needed to stay in the H-mode [2]. -
Coupling Optimization Experiment on HL-2A Based on Passive-Active Multijunction Antenna for 3.7Ghz Lower Hybrid System
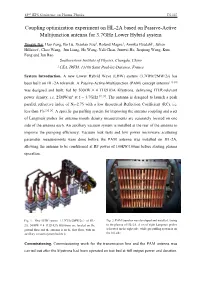
42nd EPS Conference on Plasma Physics P5.137 Coupling optimization experiment on HL-2A based on Passive-Active Multijunction antenna for 3.7GHz Lower Hybrid system Xingyu Bai, Hao Zeng, Bo Lu, Xiaolan Zou1, Roland Magne1, Annika Ekedahl1, Julien Hillairet1, Chao Wang, Jun Liang, He Wang, Yali Chen, Junwei He, Jieqiong Wang, Kun Feng and Jun Rao Southwestern Institute of Physics, Chengdu, China 1 CEA, IRFM, 13108 Saint Paul-lez-Durance, France System Introduction. A new Lower Hybrid Wave (LHW) system (3.7GHz/2MW/2s) has been built on HL-2A tokamak. A Passive-Active-Multijunction (PAM) concept antenna [1], [2] was designed and built, fed by 500kW × 4 TH2103A Klystrons, delivering ITER-relevant power density, i.e. 25MW/m2 at f = 3.7GHz [3],[4]. The antenna is designed to launch a peak parallel refractive index of N||=2.75 with a low theoretical Reflection Coefficient (RC), i.e. less than 1% [5], [6]. A specific gas puffing system for improving the antenna coupling and a set of Langmuir probes for antenna mouth density measurements are separately located on one side of the antenna each. An auxiliary vacuum system is installed at the rear of the antenna to improve the pumping efficiency. Vacuum leak tests and low power microwave scattering parameter measurements were done before the PAM antenna was installed on HL-2A, allowing the antenna to be conditioned at RF power of 100kW/100ms before starting plasma operation. Fig. 1: New LHW system(3.7GHz/2MW/2s)of HL- Fig. 2: PAM launcher was developed and installed, facing 2A. -

Physics Basis for the ITER Tungsten Divertor
Physics basis for the ITER tungsten divertor R. A. Pitts1, X. Bonnin1, F. Escourbiac1, T. Hirai1, J. P. Gunn2, A. S. Kukushkin3, M. Lehnen1, V. Rozhansky4, E. Sytova1,4, G. De Temmerman1 1 ITER Organization, Route de Vinon-sur-Verdon, CS 90 046, 13067 St Paul Lez Durance Cedex, France 2CEA Cadarache, F-13108 St Paul lez Durance, France 3NRC Kurchatov Institute, 123182 Moscow, Russia 4 Peter the Great St.Petersburg Polytechnic University St.Petersburg, 195251 St.Petersburg, Russia [email protected] Building on about 20 years of physics simulation, engineering design and component testing, the ITER tokamak divertor is the largest and most complex ever to be constructed. At the time of the last report to the PSI Conference Series on the ITER divertor status in 2012, the strategy to begin operations with full-tungsten (W) armour had been proposed by the ITER Organization (IO) and was under study. The decision was taken formally in 2013, since when the physics basis in support of the final design has been further developed, with invaluable and numerous contributions from the research community within the ITER Parties. On the eve of component procurement, this paper will discuss the present basis, beginning with a reminder of the key elements defining the overall design, and outlining relevant aspects of the Research Plan accompanying the new “4-staged approach” to ITER nuclear operations which fix the overall lifetime constraint of the first divertor. The main focus will be on steady state and transient power fluxes in both non-active and DT phases, the main drivers for design and future divertor operation. -

Stellarator Research Opportunities
Stellarator Research Opportunities A report of the National Stellarator Coordinating Committee [1] This document is the product of a stellarator community workshop, organized by the National Stellarator Coordinating Committee and referred to as Stellcon, that was held in Cambridge, Massachusetts in February 2016, hosted by MIT. The workshop was widely advertised, and was attended by 40 scientists from 12 different institutions including national labs, universities and private industry, as well as a representative from the Department of Energy. The final section of this document describes areas of community wide consensus that were developed as a result of the discussions held at that workshop. Areas where further study would be helpful to generate a consensus path forward for the US stellarator program are also discussed. The program outlined in this document is directly responsive to many of the strategic priorities of FES as articulated in “Fusion Energy Sciences: A Ten-Year Perspective (2015-2025)” [2]. The natural disruption immunity of the stellarator directly addresses “Elimination of transient events that can be deleterious to toroidal fusion plasma confinement devices” an area of critical importance for the U.S. fusion energy sciences enterprise over the next decade. Another critical area of research “Strengthening our partnerships with international research facilities,” is being significantly advanced on the W7-X stellarator in Germany and serves as a test-bed for development of successful international collaboration on ITER. This report also outlines how materials science as it relates to plasma and fusion sciences, another critical research area, can be carried out effectively in a stellarator. Additionally, significant advances along two of the Research Directions outlined in the report; “Burning Plasma Science: Foundations - Next-generation research capabilities”, and “Burning Plasma Science: Long pulse - Sustainment of Long-Pulse Plasma Equilibria” are proposed. -

LITHIUM DROPLET DIVERTOR COLLECTOR for IONS and HEAT* by Acceptance of This Article, the M
MASTER C o tiC. 1*71/0*- LITHIUM DROPLET DIVERTOR COLLECTOR FOR IONS AND HEAT* By acceptance of this article, the M. Wells, Union Carbide Corporation Nuclear Division, Oak Ridge, TN 37830 publisher or recipient acknowledges the U.S. Government's right to Summary retain a nonexclusive, royalty-free license in and to any copyright Coping with the ion and energy fluxes which must covering the article. be collected with a tokamak divertor is one of the more difficult technological challenges for a power producing reactor. Use of stationary solid surfaces ORNL-DWG 79-3224 FED to collect ions and the attendant heat flux faces 100 technology feasibility questions. Calculations indi- cate that gravity-driven flow of liquid metals having a free surface will not move adequately fast. It is \\LITHIUM N^RBIU^ proposed to circumvent these problems by having high velocity lithium droplets perform the collection functions. Droplets which are not in contact with a wall encounter only very small retardation effects in a magnetic field, and these droplets can be formed by nozzles outside of the magnetic field. If they travel at about 150 m/s, they can absorb in excess of 2 1 kW/cm of projected area. The hydrogen isotope ion fluence is well below the saturation dose which has been achieved with lithium. This work is covered in detail in Reference 1. Introduction In a steady-state, ignited deuterium-tritium (D-T) plasma, the rate of the outward leakage of deuterium and tritium ions from the plasma is about one thousand times the burn rate. -
Jet Joint Undertaking : Progress Report 1994
JOINT EUROPEAN TORUS ttlW JET JOINT UNDERTAKING PROGRESS REPORT 1994 EUR 16474-EN-C EUR-JET-PR12 JET JOINT UNDERTAKING PROGRESS REPORT 1994 APRIL 1995 This document is intended for information only and should not be used as a technical reference. EUR 16474 EN (EUR-JET-PR12) April 1995. Editorial work on this report was carried out by B.E.Keen. The preparation for publication was undertaken by JET Publications Group, JET Joint Undertaking, Abingdon, UK. © Copyright ECSC/EEC/EURATOM, Luxembourg 1995 Enquiries about copyright and reproduction should be addressed to: The Publications Officer, JET Joint Undertaking, Abingdon, Oxon. 0X14 3EA, UK. Legal Notice Neither the commission of the European Communities nor any person acting on behalf of the Commission is responsible for the the use which might be made of the following information. Catalogue number : CD-NB-16474-EN-C for the Report EUR 16474-EN-C Printed in England Contents Introduction, Background and Summary 1 Technical Achievements during 1994 11 - Torus Systems 11 - Power Supplies and Magnet Systems 15 - Neutral Beam Heating Systems 31 - RF Heating Systems 42 - Operations Systems 57 - Remote Handling Systems 61 - Waste and Beryllium Handling 65 - Vacuum Systems 67 - Control and Data Acquisition System (CODAS) 69 - Data Management 74 - Diagnostic Systems 76 - Summary of Machine Operations 100 - Summary of Technical Achievements 103 St-it-iil¡fit- Achievements during 1994 107 - High Performance 108 - Di vertor Assessment and Di vertor Physics 115 - Tokamak Concept Improvements 141 - -
JET JOINT UNDERTAKING : Annual Report 1998
JOINT EUROPEAN TORUS JET JOINT UNDERTAKING ANNUAL REPORT 1998 EUR 19252-EN-C EUR-JET-AR21 JET JOINT UNDERTAKING ANNUAL REPORT 1998 SEPTEMBER 1999 LEGAL NOTICE: Neither the Commission of the European Communities nor any person acting on behalf of the Commission is responsible for the use which might be made of the following information. Catalogue number: CD-NA-19252-EN-C for the report EUR 19252 (EUR-JET-AR21) This document is intended for information only and should not be used as a technical reference. Editorial work on this report was carried out by M.L. Watkins. Prepared and produced by JET Publications Group. ©Copyright ECSC/EEC/EURATOM, Luxembourg 1999 Enquiries about copyright and reproduction should be addressed to: The Publications Officer, JET Joint Undertaking, Abingdon, Oxon, 0X14 3EA, U.K. Printed in England Preface Introduction, Summary and Background Introduction 1 Report Summary 1 Background 2 Objectives of JET 3 JET, Euratom and other Fusion Programmes The Joint European Torus 7 Controlled Thermonuclear Fusion 9 Large International Tokamaks 16 Technical Status of JET Introduction 19 Technical Achievements 20 Technical Developments to Enhance Performance 38 Scientific Advances during 1998 Introduction 45 Main Scientific Results 47 Progress towards a Reactor 64 Programme Overview Background 67 Future Plans 70 Members and Organisation Members 75 Host Organisation 77 Project Team Structure 78 Administration Introduction 81 Finance 81 Contracts Service 84 Personnel Service 86 Press and Public Relations 90 Publications Group 90 Appendices I The JET Council 93 li The JET Executive Committee 94 III The JET Scientific Council 95 iii W j « r -ƒ« ι \ Preface The major technical achievement in 1998 was the highly successful exchange, by remote handling without manned intervention in the JET vessel, of the Mark HA divertor target structure for the Gas Box divertor (Mark IIGB). -

The ASDEX Upgrade Divertor Iib – a Closed Divertor for Strongly Shaped Plasmas
EX/P4-06 The ASDEX Upgrade Divertor IIb – a Closed Divertor for Strongly Shaped Plasmas R. Neu, T. Eich, J.C. Fuchs, A. Kallenbach, C. Maggi, V. Rohde, F. Ryter, J. Gafert, O. Gruber, G. Haas, A. Herrmann, M. Kaufmann, M. Laux, V. Mertens, H.W. M¨uller, J. Neuhauser, T. Putterich, ¨ J. Stober, S.W. Yoon and the ASDEX Upgrade Team Max-Planck-Institut f¨ur Plasmaphysik, EURATOM Association, D-85748 Garching, Germany e-mail contact of main author: [email protected] Abstract. A new divertor configuration (DIV IIb) has been implemented in ASDEX Upgrade. In order to accommodate a large variety of plasma shapes with bottom triangularities (δbot ) up to 0.48, the outer strike point region was modified and the roof baffle was lowered and diminished at its outer part in comparison with the previous divertor (DIV II). The inner part of the divertor strike point module remains unchanged, but at the divertor entrance a smooth transition to the central column is provided to minimize local hydrogen recycling. The beneficial behaviour of DIV II is essentially maintained. There is an increase of the power density due to geometrical reasons at the outer target, whereas the divertor radiation for similar configurations and discharge conditions is unchanged. The pumping characteristics for D and He are almost retained, suggesting a large influence of the inner divertor leg, the configuration of which remains as before. A significant reduction (20 %) of the L-H threshold is observed consistent with larger temperature gradients inside the separatrix just before the transition. 1.