Finite Element Analysis of a Car Rocker Arm
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

SV470-SV620 Service Manual
SV470-SV620 Service Manual IMPORTANT: Read all safety precautions and instructions carefully before operating equipment. Refer to operating instruction of equipment that this engine powers. Ensure engine is stopped and level before performing any maintenance or service. 2 Safety 3 Maintenance 5 Specifi cations 13 Tools and Aids 16 Troubleshooting 20 Air Cleaner/Intake 21 Fuel System 31 Governor System 33 Lubrication System 35 Electrical System 44 Starter System 47 Emission Compliant Systems 50 Disassembly/Inspection and Service 63 Reassembly 20 690 01 Rev. F KohlerEngines.com 1 Safety SAFETY PRECAUTIONS WARNING: A hazard that could result in death, serious injury, or substantial property damage. CAUTION: A hazard that could result in minor personal injury or property damage. NOTE: is used to notify people of important installation, operation, or maintenance information. WARNING WARNING CAUTION Explosive Fuel can cause Accidental Starts can Electrical Shock can fi res and severe burns. cause severe injury or cause injury. Do not fi ll fuel tank while death. Do not touch wires while engine is hot or running. Disconnect and ground engine is running. Gasoline is extremely fl ammable spark plug lead(s) before and its vapors can explode if servicing. CAUTION ignited. Store gasoline only in approved containers, in well Before working on engine or Damaging Crankshaft ventilated, unoccupied buildings, equipment, disable engine as and Flywheel can cause away from sparks or fl ames. follows: 1) Disconnect spark plug personal injury. Spilled fuel could ignite if it comes lead(s). 2) Disconnect negative (–) in contact with hot parts or sparks battery cable from battery. -
DEUTZ Pose Also Implies Compliance with the Con- Original Parts Is Prescribed
Operation Manual 914 Safety guidelines / Accident prevention ● Please read and observe the information given in this Operation Manual. This will ● Unauthorized engine modifications will in- enable you to avoid accidents, preserve the validate any liability claims against the manu- manufacturer’s warranty and maintain the facturer for resultant damage. engine in peak operating condition. Manipulations of the injection and regulating system may also influence the performance ● This engine has been built exclusively for of the engine, and its emissions. Adherence the application specified in the scope of to legislation on pollution cannot be guaran- supply, as described by the equipment manu- teed under such conditions. facturer and is to be used only for the intended purpose. Any use exceeding that ● Do not change, convert or adjust the cooling scope is considered to be contrary to the air intake area to the blower. intended purpose. The manufacturer will The manufacturer shall not be held respon- not assume responsibility for any damage sible for any damage which results from resulting therefrom. The risks involved are such work. to be borne solely by the user. ● When carrying out maintenance/repair op- ● Use in accordance with the intended pur- erations on the engine, the use of DEUTZ pose also implies compliance with the con- original parts is prescribed. These are spe- ditions laid down by the manufacturer for cially designed for your engine and guaran- operation, maintenance and servicing. The tee perfect operation. engine should only be operated by person- Non-compliance results in the expiry of the nel trained in its use and the hazards in- warranty! volved. -

ELECTROMAGNETIC OSCILLATING ENGINE Prof.S V Deshpande ¹,Vishal Navanath Wadavkar², Vikas Vilas Sawant³, Kishor Kundalik Satpute4, Ganesh Bhagwan Pise5 1 Asst
ELECTROMAGNETIC OSCILLATING ENGINE Prof.S V Deshpande ¹,Vishal Navanath Wadavkar², Vikas Vilas Sawant³, Kishor Kundalik Satpute4, Ganesh Bhagwan Pise5 1 2,3,4,5 Asst. Professor, Student, Dept.of Mechanical Engg, GSMCOE, Balewadi, Pune (India) ABSTRACT An electromagnetic oscillating engine by using rocker crank mechanism is capable to produce mechanical power from oscillating motion of rocker (arm). The rocker crank mechanisms are mainly used for converting circular motion into reciprocating or oscillating motion of rocker (arm), but here we use rocker crank mechanism for converting oscillating motion of rocker (arm) into rotary motion crank. The present engine runs by using principle of magnetic repulsion between same poles. The present electromagnetic engine in which crank having 3600 rotation in order to forward and backward motion of rocker from its fix position. This mechanism is entirely different from the IC engine mechanism. It requires less component compared to IC engines or recently developed electromagnetic engines, that’s reason it having less weight and high power output. The present engine consist two electromagnets and one permanent magnet (block or disc shape). The engine provided with the cylinder which made up of magnetic shielding materials or ceramic. The present engine by using rocker crank mechanism is design in such way that time taken to complete forward stroke is more than the time taken to complete return stroke. The rocker (arm) allow to swing left dead center to right dead center or right dead center to left dead center with help of bearing support. The permanent magnet is fixed at topmost position of rocker; also electromagnets are screwed to left and right side of cylinder instead of placing at cylinder head. -

Technical Instructions for Assembled & Bare Head Part Numbers
Technical instructions for assembled & bare head part numbers: 014150 I-038 Bare head, 23°valve angle, 220cc intake runner, 64cc chamber, angle plug 014150 - 1 Assembled head, for Hydraulic flat tappet camshaft 014150 - 2 Assembled head, for Mechanical flat tappet or hydraulic roller camshaft 014150 - 3 Assembled head, for Solid roller camshaft 014250 I-038 Bare head, 23°valve angle, 220cc intake runner, 64cc chamber, straight plug 014250 - 1 Assembled head, for Hydraulic flat tappet camshaft 014250 - 2 Assembled head, for Mechanical flat tappet or hydraulic roller camshaft 014250 - 3 Assembled head, for Solid roller camshaft Specifications: Intake Runners: 220cc Port Dimension: 2.140” x 1.220” Exhaust Runners: 70cc Port Dimension: 1.440” x 1.410” Combustion Chamber Volume: 64cc Port Dimension: 1.440” x 1.400” Valve Guides: Integral cast iron guide Valve Guide Spacing: Ctr-Ctr 1.900” (Intake stock location / Exhaust is moved .040”) Valve Seats: Intake = integral cast iron seat, Exhaust = Durabond Powdered metal seat .006” press fit Valve Seat Dimension: Exhaust = O.D. 1.650” x 1.280 x .375” Valve Seat Angles: Intake = 38°-(45°(.040”))-60°-75° Exhaust = 38°(45°(.060))-.500radius NOTE: Hardened pushrods MUST be used with guideplates. The plates MUST be adjusted to obtain proper rocker/ valve tip alignment. Pushrods: To obtain proper rocker geometry, pushrod length will need to be determined by using an adjustable checking pushrod. Rocker Arms: Motown 220 heads utilize a standard offset rocker arm designed for the Small Block Chevy. NOTE: When using rocker arms greater than a 1.5 ratio, it may be necessary to elongate the pushrod guide holes in the cylinder head. -

SINGLE STAGE SNOW ENGINE SERVICE MANUAL LC154FS / LC154FDS (87Cc)
RESIDENTIAL PRODUCTS SINGLE STAGE SNOW ENGINE SERVICE MANUAL LC154FS / LC154FDS (87cc) About this Manual This service manual was written expressly for Toro service technicians. The Toro Company has made every effort to make the information in this manual complete and correct. Basic shop safety knowledge and mechanical/electrical skills are assumed. The Table of Contents lists the systems and the related topics covered in this manual. An electronic version of this service manual is available on the Toro Dealer Portal. We are hopeful that you will find this manual a valuable addition to your service shop. If you have any questions or comments regarding this manual, please contact us at the following address: The Toro Company Residential and Landscape Contractor Service Training Department 8111 Lyndale Avenue South Bloomington, MN 55420 Chapter 1 – General Service Information 1 Chapter 2 - Engine Service / Maintenance 2 Chapter 3 - Engine Disassembly and Service 3 Chapter 4 - Electrical 4 NOTES: Chapter 1 – General Service Information 1 Safety 2 Service Rules 3 Engine Model / Serial Number Location 3 Engine Fastener Torque Specification 4 General Specifications 5 Engine Specifications 5 Troubleshooting 6 1 Safety Safety Information This symbol means WARNING or PERSONAL SAFETY INSTRUCTION – read the instruction because it has to do with your safety. Failure to comply with the instruction may result in personal injury or even death. This manual is intended as a service and repair manual only. The safety instructions provided herein are for troubleshooting, service, and repair of the Toro engine. The Toro operator’s manual contains safety information and operating tips for safe operating practices. -

Valve Rocker Arm and Push Rod Installation (6.2L LS3)
9. Tighten the cylinder head bolts: 10.1. Tighten the M11 cylinder head bolts (1-10) a first pass in sequence to 30 N·m (22 lb ft) . 10.2. Tighten the M11 cylinder head bolts (1-10) a second pass in sequence to 90 degrees using the J 45059 meter . 10.3. Tighten the M11 cylinder head bolts (1-10) a final pass in sequence to 70 degrees using the J 45059 meter . 10.4. Tighten the M8 cylinder head bolts (11-15) to 30 N·m (22 lb ft) . Begin with the center bolt (11) and alternating side-to-side, work outward tightening all of the bolts. Valve Rocker Arm and Push Rod Installation (6.2L LS3) Note: • When using the valve train components again, always install the components to the original location and position. • Valve lash is net build. No valve adjustment is required. 1. Lubricate the valve rocker arms and pushrods with clean engine oil. 2. Lubricate the flange of the valve rocker arm bolts with clean engine oil. 3. Install the valve rocker arm pivot support. Note: Ensure the pushrods seat properly to the valve lifter sockets. 4. Install the pushrods. Note: • Ensure the pushrods seat properly to the ends of the rocker arms. • DO NOT tighten the rocker arm bolts at this time. 5. Install the rocker arms and bolts. The intake rocker arms (1) have an offset design. 6. Rotate the crankshaft until number 1 piston is at top dead center of compression stroke. In this position, cylinder number 1 rocker arms will be off lobe lift, and the crankshaft sprocket key will be at the 1:30 position. -
Stock Rocker Vs Roller Rocker Introduction to Finite Elements December 2003
Stock Rocker Vs Roller Rocker Eric Palomaki Kyle Hoffman Introduction to Finite Elements MANE-4240, Professor Suvranu De Rensselaer Polytechnic Institute Troy, New York December 5, 2003 Executive Summary: Finite element analysis has become an important design and testing tool for the engineering community. When used correctly it can provide accurate results and can save time and money over the design and analysis of new products. This report involves the study of one of the major valve train components in a Chevrolet small block pushrod engine, namely the rocker arm assembly. The rocker arm is an extremely important component in the operation of an internal combustion engine because it is responsible for translating the profile of the camshaft into motion for opening and closing the intake and exhaust valves. This report focuses on two different types of rocker arms; the existing stock “from the factory” stamped steel rocker arm, and a roller rocker that is commonly used in a racing engine. Both the roller rocker and the stock rocker were modeled in Solid Works, and then analyzed using the finite element software Cosmos Works. The results for each rocker arm were completed and some of the various outputs are presented in this paper. The locations of stress concentrations were also studied in hopes of eliminating them and any possible flaws that could cause failure. As well as optimizing the design. Since entering the racing community this past year, it has become apparent that any edge one competitor has over another competitor can be greatly beneficial to the success the competitor. -

EDELBROCK Victor Jr. LS3 CYLINDER HEADS CATALOG
EDELBROCK Victor Jr. LS3 CYLINDER HEADS ® CATALOG #61339 and 61349 INSTALLATION INSTRUCTIONS PLEASE study these instructions carefully before beginning this installation. Most installations can be accomplished with common tools and procedures. However, you should be familiar with and comfortable working on your vehicle. If you do not feel comfortable performing this installation, it is recommended to have the installation completed by a qualified mechanic. If you have any questions, please call our Technical Hotline at: 1-800-416-8628, 7:00 am - 5:00 pm, Pacific Standard Time, Monday through Friday. IMPORTANT NOTE: Proper installation is the responsibility of the installer. Improper installation will void your warranty and may result in poor performance and engine or vehicle damage. DESCRIPTION: These Victor Jr. cylinder heads are designed for GM Actual piston-to-valve clearance should be specified by your camshaft Gen III & IV LS engines. These heads provide great “out-of-the-box” manufacturer. Valve-to-bore clearance should also be checked, and the performance and feature fully CNC ported 280cc intake and 85cc top of the bore notched for clearance, if necessary. exhaust ports. The combustion chambers are CNC profiled to match. ACCESSORIES: Although Edelbrock Cylinder Heads will accept OEM 61339 is drilled for standard GM Gen III & IV LS blocks while 61349 is components (valve covers, intake manifold, etc.), Premium quality drilled for 6-bolt per cylinder LSX blocks, but can be used on stock Gen hardware is recommended. III & IV LS blocks. HEAD BOLTS OR STUDS: High quality head studs or head bolts with Heads are assembled with the following components: hardened washers must be used to prevent galling of the aluminum q High quality, stainless steel, one-piece, 2.200” intake and 1.60” bolt bosses. -
VTEC Rocker Arms Inspection Using Special Tools (D16Y5 Engine)
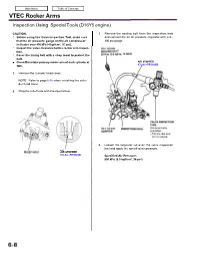
VTEC Rocker Arms Inspection Using Special Tools (D16Y5 engine) CAUTION: 3. Remove the sealing bolt from the inspection hole Before using the Valve Inspection Tool, make sure and connect the an air pressure regulator with a 0 - that the air pressure gauge on the air compressor 100 psi gauge. indicates over 400 kPa (4 kgf/cm², 57 psi). Inspect the valve clearance before rocker arm inspec- tion. Cover the timing belt with a shop towel to protect the belt. Check the intake primary rocker arm of each cylinder at AIR STOPPER 07LAJ-PR3020B TDC. 1. Remove the cylinder head cover. NOTE: Refer to page 6-46 when installing the cylin- der head cover. 2. Plug the relief hole with the special tool. 4. Loosen the regulator valve on the valve inspection tool and apply the specified air pressure. AIR STOPPER 07LAJ-PR3020B Specified Air Pressure: 250 kPa (2.5 kgf/cm², 36 psi) 5. With the specified air pressure applied, push up the 6. Stop applying air pressure and push up the timing timing plate; the synchronizing piston will pop out plate; the synchronizing piston will snap back to its and engage the intake secondary rocker arm. original position. Visually check the engagement of the synchronizing Visually check the disengagement of the synchro- piston. nizing pistons. NOTE: NOTE: The synchronizing piston can be seen in the gap When the timing plate is pushed up, it releases between the secondary and primary rocker arms. the timing piston, letting the return spring move With the timing plate engaged in the groove on the synchronizing piston to its original position. -
OHV Petrol Engine Service Manual Model: EM4250, EM4251
OHV Petrol Engine Service Manual Model: EM4250, EM4251 CONTENTS - 1/2 Section Title Page 1 SPECIFICATIONS OF ENGINE 1 2 PERFORMANCE 2 2 - 1 Maximum Output 2 2 - 2 Continuous Rated Output 2 2 - 3 Maximum Torque and Fuel Consumption with Maximum Output 2 2 - 4 Performance Curves 3 3 FEATURES 4 3 - 1 The smallest and Lightest 4-Stroke Engine in the Trade 4 3 - 2 4-Stroke Engine allowing Operation in the Tilted Position, that is required in Lawn Mowing Work and other similar Applications 4 4 GENERAL DESCRIPTION OF ENGINE COMPONENTS 7 4 - 1 Cylinder and Crankcase 7 4 - 2 Crankshaft and Connecting Rod 7 4 - 3 Piston 7 4 - 4 Piston Rings 8 4 - 5 Cam Gear 8 4 - 6 Cooling System 8 4 - 7 Lubrication System 8 4 - 8 Ignition System 9 4 - 9 Carburetor 9 4 - 10 Air Cleaner 9 4 - 11 Decompression System 9 4 - 12 Sectional View of Engine 10 5 DISASSEMBLING AND REASSEMBLING 12 5 - 1 Preparations and Suggestions 12 5 - 2 Procedures for Disassembling 12 5 - 3 Procedures for Reassembling 22 6 MAGNETO 35 6 - 1 Operation and Function 35 6 - 2 Basic Theory 35 7 AUTOMATIC DECOMPRESSION SYSTEM 36 7 - 1 Function and Constructions 36 7 - 2 Inspection 36 8 CARBURETOR 37 8 - 1 Operation and Construction 37 8 - 2 Disassembling and Reassembling 38 9 RECOIL STARTER 40 9 - 1 How to Disassemble 40 9 - 1 How to Reassemble 41 9 - 3 Check after Reassembling 42 9 - 3 Other Guides 42 CONTENTS - 2/2 Section Title Page 10 TROUBLESHOOTING 43 10 - 1 Starting Difficulties 43 10 - 2 Engine Misfire 43 10 - 3 Engine Stops 44 10 - 4 Engine Overheat 44 10 - 5 Engine Knocks 44 10 - 6 Engine backfires Through Carburetor 44 11 INSTALLATION 44 11 - 1 Installing 44 11 - 2 Ventilation 45 11 - 3 Exhaust Gas Discharge 45 11 - 4 Power Transmission to Driven Machines 45 P 1 / 45 1. -

United States Patent (19) 11 Patent Number: 5,647,325 Axbrink Et Al
US005647325A United States Patent (19) 11 Patent Number: 5,647,325 Axbrink et al. 45) Date of Patent: Jul. 15, 1997 54 FUEL INJECTION DEVICE FOR INTERNAL 2,260,414 10/1941 Thaheld .................................. 123/.504 COMBUSTON ENGINES 3,913,548 10/1975 Wilson .................................... 123/496 4,567,872 2/1986 Kaver ...................................... 123,508 75 Inventors: Göran Axbrink, Björketorp; Nils-Olof 4,602,604 7/1986 Kaver ...................................... 123/508 Håkansson, Stenkullen, both of Sweden 4,917,068 4/1990 Takahashi et al.. 73 Assignee: AB Volvo, Gothenburg, Sweden 4,944,275 7/1990 Perr ......................................... 123/496 21 Appl. No.: 532,728 FOREIGN PATENT DOCUMENTS 22 PCT Filed: Mar 16, 1994 9420747 9/1994 European Pat. Off. ............... 123/507 86 PCT No.: PCT/SE94/00230 9420748 9/1994 European Pat. Off. ....... ... 123/507 9424421 10/1994 European Pat. Off. ............... 123/508 S371 Date: Sep. 18, 1995 810 558 8/1951 Germany. S 102(e) Date: Sep. 18, 1995 233 437 7/1944 Switzerland. 87 PCT Pub. No.: WO94/21912 Primary Examiner-Carl S. Miller PCT Pub. Date: Sep. 29, 1994 Attorney, Agent, or Firm-Young & Thompson 30 Foreign Application Priority Data 57 ABSTRACT Mar 17, 1993 SEl Sweden .................................. 9300882 A fuel injection device for internal combustion engines (51 int. C. ...mmm. F02M 37/04 comprises a unit injector for each cylinder and a rocker arm 52 U.S. Cl. ................... 123/496; 123/507: 123/508 driving the pump piston of each injector, the rocker arm (58) Field of Search ................................. 123/507,508, consisting of a rigid portion and a spring portion mounted 123/509, 496, 504 under tension to the rigid portion, the spring portion deflect 56 References Cited ing at a predetermined load to limit the increasing pressure as the injection volume increases. -

Item Description Engine Model 211249L Turbocharger
Item Description Engine Model 211249L Turbocharger VHP: P9390GL 295362M Turbocharger, Rr181 12V-AT27GL 280115B Wheel gear, Idler 16V-AT25H (Diesel) & 12V-AT25 475072 Manometer, Digital Manometer Tool used for all engines P312041 Cooling Radiator VGF-H24GL/GLD 741084 Cable Harness VHP L5794GSI, L7044GSI P317746 Cooling Radiator, F75-38 Stacked VHP L5790, L5794, L7042, L7044 A296235A Connector, Elbow, Turbo Exhaust 16V275GL, 16V275GL+ DA214594 Air Filter, Aircleaner, R.B. VHP L5790, L5794, L7042, L7044 Air Filter Assembly., Aircleaner, L.B. DA214595 Inver.Ted5.5" Duct VHP L5790, L5794, L7042, L7044 257028 Wheel Gear Gov Drive VHP: P8894DSIU, P9390 P317075 Cooling Radiator, F75-38Stacked VHP: L5904LTD ESM 205000M Gasket, Cyl. Head VHP F3521, L7042, P9390 167842B Switch Selector VGF: H24GL / VHP: P9390G 295174G Plate Lifting Beam, Lifting Assembly 12V-AT27GL, 16V-AT27GL, 12V275GL, 280511D Crankshaft W/ Oil Holes 8L-AT27GL P317679 Exhaust Silencer, Expansion Joint, VHP EPA engines AA169850S Filter Assembly, Lubeoil VHP 16 cyl VGF: H24GLD, H24GL HCR, L36GLD, 209678U Regulator, Gas L36GL HCR, P48GL, P48GLD VHP: F2895G, F3521GSI, F3521GL, A205010U Bearing L5794LT ESM, L5790GL, 280006A Pin, Piston AT25GL 307285 Pump, Prelube 24V Dc VGF: F18SE, F18SE-EPA, H24SE, H24SE- 285004E Piston (9:1) 12V-AT25GL 307281 Converter, Catalytic VGF: F18GSID, F18SE, F18SE-EPA, 168337G Wheel Gear VHP: P9390G/GU/Gl/GSI/GSIU, 290001 Nut, Bearing Cap 8L-AT27GL, 12V-AT27GL, 16V-AT27GL 169960F Intercooler VHP: P9390GSI 300054F Gearbox VGF: F18GSID, H24SE-EPA 307283 Converter Catalytic VGF: F18SE, H24SE, H24SE-EPA VHP: F3604GSI, F3604GSID ESM, L5904GSI ESM, L5904LT ESM, L57904LT ES, L5794GSI ESM, L7100GSID ESM, L7104GSI ESM, L7104GSID ESM, L7044GSI ESM, P9504GSI ESM, P9500GSI VGF: H24SE, L36GL.