(10) Patent No.: US 8596075 B2
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Steady State Modeling and Analysis of a De-Coupled Fuel Cell - Gas Turbine Hybrid
STEADY STATE MODELING AND ANALYSIS OF A DE-COUPLED FUEL CELL - GAS TURBINE HYBRID FOR CLEAN POWER PRODUCTION By GARRETT SCOTT HEDBERG A thesis submitted in partial fulfillment of the requirements for the degree of MASTER OF SCIENCE IN MECHANICAL ENGINEERING WASHINGTON STATE UNIVERSITY School of Mechanical and Materials Engineering MAY 2017 © Copyright by GARRETT SCOTT HEDBERG, 2017 All Rights Reserved ii © Copyright by GARRETT SCOTT HEDBERG, 2017 All Rights Reserved i To the Faculty of Washington State University: The members of the Committee appointed to examine the thesis of GARRETT SCOTT HEDBERG find it satisfactory and recommend that it be accepted. _____________________________ Dustin McLarty, Ph.D., Chair _____________________________ Cecilia Richards, Ph.D. _____________________________ Jacob W. Leachman, Ph.D. ii ACKNOWLEDGEMENT Wow, I guess I do not know where to begin. There is so many people to thank and give credit to for this work. I could not have done it alone. First, I must thank my family Scott, Chris, Madi and Justin. You guys have been the rock for which I could stand on and have always encouraged and pushed me to be the best person I can be. Thank you for always being there, even if you were 1500 miles away. I love you guys. Next, I want to thank my advisor, Dr. Dustin McLarty. I remember you outlining this idea on the first day I arrived in Washington. We weren’t sure what results we were going to get, but I’d say it worked out well right? Thank you for continuing to push me even when I thought we had reached the finish line. -

(12) United States Patent (10) Patent N0.: US 8,596,075 B2 Allam Et A1
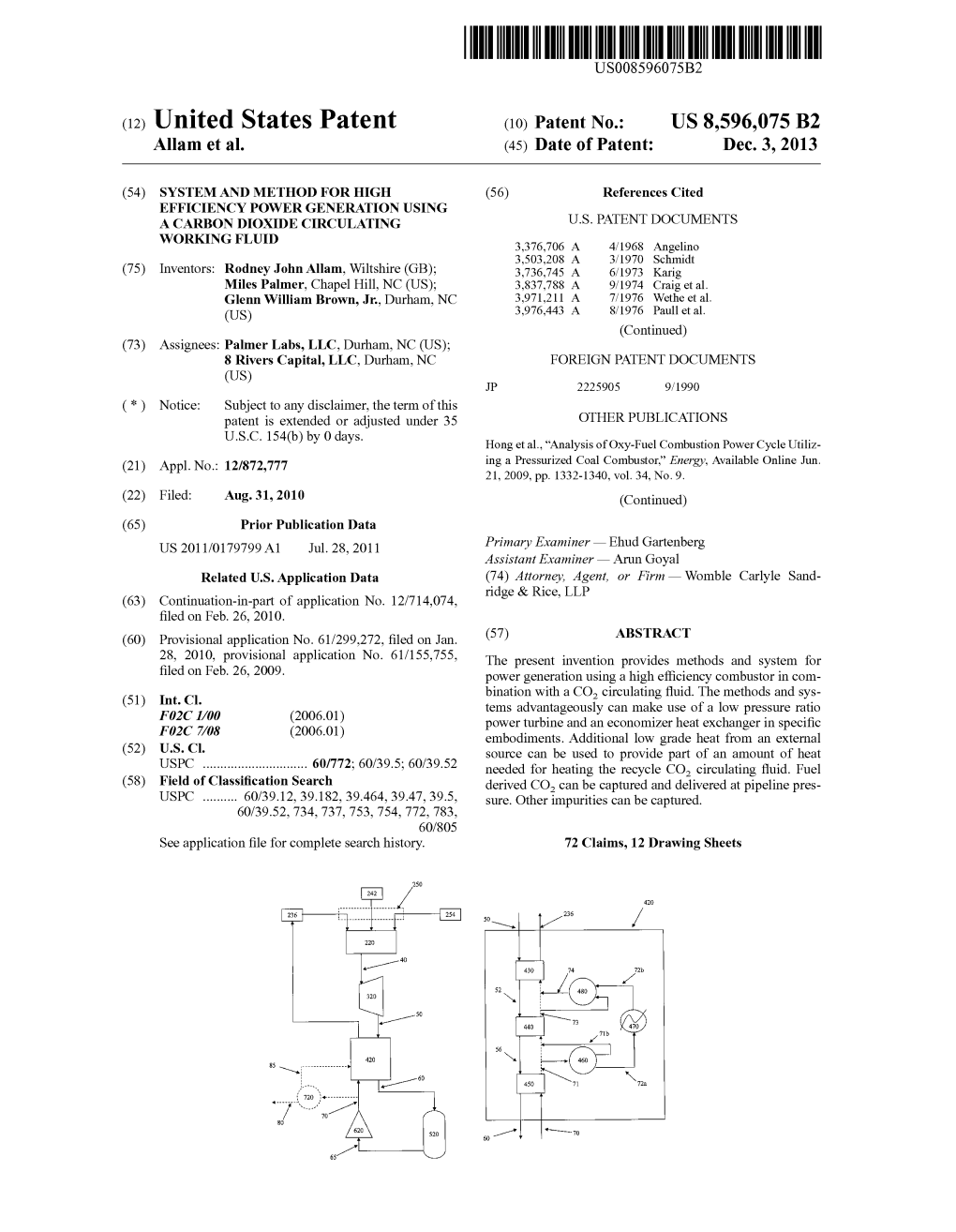
US008596075B2 (12) United States Patent (10) Patent N0.: US 8,596,075 B2 Allam et a1. (45) Date of Patent: Dec. 3, 2013 (54) SYSTEM AND METHOD FOR HIGH (56) References Cited EFFICIENCY POWER GENERATION USING A CARBON DIOXIDE CIRCULATING U.S. PATENT DOCUMENTS WORKING FLUID 3,376,706 A 4/1968 Angelino 3,503,208 A 3/1970 Schmidt (75) Inventors: Rodney John Allam, Wiltshire (GB); 3,736,745 A 6/1973 Karig Miles Palmer, Chapel Hill, NC (US); 3,837,788 A 9/1974 Craig et a1. Glenn William Brown, J r., Durham, NC 3,971,211 A 7/1976 Wethe et a1. (Us) 3,976,443 A 8/1976 Paull et a1. (Continued) (73) Assignees: Palmer Labs, LLC, Durham, NC (US); 8 Rivers Capital, LLC, Durham, NC FOREIGN PATENT DOCUMENTS (Us) JP 2225905 9/1990 Notice: Subject to any disclaimer, the term of this patent is extended or adjusted under 35 OTHER PUBLICATIONS U.S.C. 154(b) by 0 days. Hong et al., “Analysis of Oxy-Fuel Combustion Power Cycle Utiliz (21) Appl. N0.: 12/872,777 ing a Pressurized Coal Combustor,” Energy, Available Online Jun. 21, 2009, pp. 1332-1340, vol. 34, No. 9. (22) Filed: Aug. 31, 2010 (Continued) (65) Prior Publication Data US 2011/0179799 A1 Jul. 28, 2011 Primary Examiner * Ehud Gartenberg Assistant Examiner * Arun Goyal Related US. Application Data (74) Attorney, Agent, or Firm * Womble Carlyle Sand ridge & Rice, LLP (63) Continuation-in-part of application No. 12/714,074, ?led on Feb. 26, 2010. (60) Provisional application No. 61/299,272, ?led on Jan. -

(12) United States Patent (10) Patent No.: US 8,091,369 B2 Allam Et Al
US008091.369B2 (12) United States Patent (10) Patent No.: US 8,091,369 B2 Allam et al. (45) Date of Patent: Jan. 10, 2012 (54) METHOD AND APPARATUS FOR 5,724.805 A * 3/1998 Golomb et al. ................. 60.783 GENERATINGELECTRICAL POWER 6,117,916 A * 9/2000 Allam et al. .................. 51877O2 6,244,033 B1 6/2001 Wylie (75) Inventors: Rodney John Allam, Chippenham (GB); OTHER PUBLICATIONS Vincent White,O O Ashtead (GB); Julia Dillon.IllOn, D. J.C.J..et al. “OXV-CombustionXy-UompuSuon ProcessesP forIor CO2 Carotapture Elizabeth Milligan, Leatherhead (GB) From Advanced Supercritical PF and NGCC Power Plant”, presented a the 7th International Conference on Greenhouse Gas Control Tech (73) Assignee: As Produced hemicals, Inc., nologies (GHGT-7), Vancouver, Canada, Sep. 2004. entown, (US) Panesar, Ragi, et al., “Coal-Fired Advanced Supercritical Boiler / c Turbine Retrofit with CO2 Capture', presented at Greenhouse Gas (*) Notice: Subject to any disclaimer, the term of this Control Technologies: Proceedings of the 8th International Confer patent is extended or adjusted under 35 ence (Jun. 19-22, 2006, Trondheim, Norway). U.S.C. 154(b) by 851 days. * cited by examiner (21) Appl. No.: 12/171,699 Primary Examiner — Ehud Gartenberg (22) Filed: Jul. 11, 2008 Assistant Examiner — Vikansha Dwivedi e ----9 (74) Attorney, Agent, or Firm — Keith D. Gourley; Bryan C. (65) Prior Publication Data Hoke, Jr. US 201O/OOO7146A1 Jan. 14, 2010 (57) ABSTRACT (51) Int. Cl. A. superheater ina power plant that superheats steam to opera F22G 3/00 (2006.01) tion conditions exceeding an operating limit of an associated (52) U.S. -

Supporting Sustainable Energy Industry Development
Supporting Sustainable Energy Industry Development Annual Report 2019 About the report In this Annual Report, references Report preparation Changes in reporting from to the “Global Energy Association”, the Annual Report 2018 “Global Energy”, “we”, “GEA”, or the In preparing this Annual Report, we “Association” mean the Global Energy reviewed the Association’s activities The main change is that this Annual Association on development of in 2019. This Report discloses the Report discloses information in international research and projects in Association’s key performance accordance with the GRI Standards: the field of energy metrics for the period between 1 core option. January and 31 December 2019, along with areas of future development and Report profile efforts to establish a basis for a long- Disclaimer term sustainable development. 102–45 102–46 102–49 The information contained in this Annual Report includes, inter alia, projections or other forward-looking 102–50 102–51 102–52 102–44 102–45 statements related to future events or future financial performance of the Association. There can be no 102–54 102–56 102–48 102–49 assurance that such forward-looking statements will prove to be accurate, as actual results and future events This Annual Report includes could differ materially from those Reporting cycle: annual. information about the results of the anticipated in them. Forward-looking Report format: Annual Report. Association’s sustainability-related statements disclose information up to Key topic: Supporting Sustainable activities. We recognise that by the beginning of the next reporting Energy Industry Development. providing regular information about period. Many factors may cause GRI disclosure level: this report has our financial performance, corporate actual results to differ materially been prepared in accordance with the governance and social responsibility to from those projected or implied in GRI Standards: core option. -

|||||IIIIUSOO5779 767A United States Patent (19) 11 Patent Number: 5,779,767 Golden Et Al
|||||IIIIUSOO5779 767A United States Patent (19) 11 Patent Number: 5,779,767 Golden et al. (45) Date of Patent: Jul. 14, 1998 54 USE OF ZEOLITES AND ALUMINAN 4.477364 10/1984 Garcia ..................................... 252/42 ADSORPTION PROCESSES 4493.75 1/1985 Hogan et al. ........ ... 55/68 4.507,271 3/1985 Van Deyck et al., 95/106 X 75 Inventors: Timothy Christopher Golden. 4.541851 9/1985 Bosquain et al. ... ... 55/208 Allentown, Pa.; Mohammed Ali 4,696.680 9/1987 Ghate et al. ..... ... 95/03 4,711,645 12/1987 Kumar ...... 55.26 Kalbassi. Walton-on-Thames, England: 4.713,090 2/1987 Yokoe et al. ... ... 95/96 Fred William Taylor. Allentown, Pa.; 4,762.537 8/1988 Fleming et al. ..... 95/902 X Rodney John Allam, Guildford. 4775,396 10/1988 Rastelli et al. ..... ... 55/58 England 4,795,735 1/1989 Liu et al. .............................. 95/139 X 4,986.835 1/99 Uno et al. ................................... 95/99 73) Assignee: Air Products and Chemicals, Inc. 5,137.548 8/1992 Grenier et al. 55/23 Allentown, Pa. 5.232.474 8/1993 Jain .............. ... SS/26 5,417,950 5/1995 Sheu et al. .... 95/902 X 5,475.150 12/1995 Rastelli et al. .......................... 568/699 21 Appl. No.: 814,749 5514204 5/1996 Sheu et al. .................. ... 9.5/121 X 22 Filed: Mar. 7, 1997 5.531.808 7/1996 Ojo et al. ...... 95/101 X 5.531.809 7/1996 Golden et al. ............................ 95/10 51 Int. Cl. .................................... BOD 53/047 5536,301 7/1996 Lansbarkis et al. -

Breakthrough Ideas in Energy for the Next Years
Association on development of the international research and projects in the field of energy «Global Energy» BREAKTHROUGH IDEAS IN ENERGY FOR THE NEXT YEARS 2 3 CONTENTS Dear colleagues! Carbon capture 4 Popularisation and support of research and energy, and biofuels that formalise environmentally developments in the sphere of energy alongside clean solutions, is served by technological burst of with assisting the expansion of energy cooperation new concepts of energy generation, creation, and Smart Grid and Digitalisation of Energy System 9 have always been the crucial to the development of production of new materials, as well as development Russia’s fuel and energy sector. and implementation of digital solutions. These are the materials prepared under Digitalisation of production facilities, problems Hydrogen and High Capacity Hydrogen Carriers 20 the initiative of The Global Energy Association of reducing the volume of harmful emissions into on development of the international research and the atmosphere and climate change as a result projects in the field of energy with the participation of anthropogenic activity of mankind, the Small Modular Reactors 25 of representatives of world expert community, development of alternative energy, fighting energy leading specialists and energy scientists. poverty – these and many other issues are reflected Power-to-Gas 37 Today’s society is actively searching for in this report. adequate solutions to challenges driven by the It is clear that promising planning and rapidly changing and competitive world of high tech. sustainable development projects for Russia’ Technologies for Compact and Efficient Energy Storage 43 Technological development cannot be stopped, fuel and energy complex should be based on the so the efficiency and sustainability of companies’ results of continuous scientific research, advanced business activities depend on the way they are ready technologies, and innovative technical solutions. -
Simulation of Prospective Oxygen Combustion Thermodynamic Cycles by Application of Software Sets
International Journal of Mechanical Engineering and Technology (IJMET) Volume 9, Issue 11, November 2018, pp.2106–2111, Article ID: IJMET_09_11_222 Available online at http://iaeme.com/Home/issue/IJMET?Volume=9&Issue=11 ISSN Print: 0976-6340 and ISSN Online: 0976-6359 © IAEME Publication Scopus Indexed SIMULATION OF PROSPECTIVE OXYGEN COMBUSTION THERMODYNAMIC CYCLES BY APPLICATION OF SOFTWARE SETS A. N. Rogalev, V. P. Sokolov, V.O. Kindra, S.K.Osipov Department of Innovative Technologies of High-Tech Industries, National Research University “Moscow Power Engineering Institute”, Moscow, Russia E.Yu.Grigoriev Department of Steam and Gas Turbines, Ivanovo State Power University named after V. I. Lenin, Ivanovo, Russia ABSTRACT In last six decades the atmospheric carbon dioxide content is growing and this is one of the main sources of the global greenhouse effect. Power industry produces about 25% of carbon dioxide emissions which may be mitigated by transition to “zero emission” cycles. These cycles differ from the traditional ones by application of the oxygen combustion and closed circuit cycles with carbon dioxide precipitation for its burial. The goal of numerous parametric studies of power block thermal schemes is to determine structures and parameters that provide maximal thermal efficiency. This problem may be solved mainly by computer simulation methods. Specific features of structure, parameters and working substance chemical contents limit application of software sets traditionally used for power block analysis. The paper presents a review of advanced software sets advantages and shortages and methods used for computer simulation of oxygen combustion thermodynamic cycles. Examples disclose computer simulation results for the oxygen combustion thermodynamic cycle. -
An Improved Carbon-Dioxide Thermodynamic Model Applied for Reservoir Simula- Tion N.W
An improved carbon-dioxide thermodynamic model applied for reservoir simula- tion N.W. Morshuis Implementation of an improved thermodynamic model in Delft Advanced Terra Simulator (DARTS) and an investigation into the effects of impurities on gas plume behaviour. An improved carbon-dioxide thermodynamic model applied for reservoir simulation by N.W. Morshuis to obtain the degree of Master of Science at the Delft University of Technology, to be defended publicly on Friday November 22e, 2019 at 1:30 PM. Student number: 4228952 Project duration: December 1, 2018 – November 22, 2019 Thesis committee: Prof. dr. ir. D. V. Voskov, TU Delft, supervisor Prof. dr. ir. F. C. Vossepoel, TU Delft Prof. dr. ir. K. H. A. A. Wolf, TU Delft PhD. X. Lyu, TU Delft An electronic version of this thesis is available at http://repository.tudelft.nl/. Abstract Geological storage of CO is a crucial and upcoming technology to reduce anthropogenic greenhouse gas emissions. Due to the buoyant characteristic of injected gas, the security of underground storage is a major concern. To asses the security of CO storage, an accurate prediction of the gas plume behaviour is essential. In this study, a fully physical 2D model is developed to describe gas behaviour in a saline aquifer. In particular, we investigate the effect of gas impurities on injectivity, macroscopic dissolution and resulting plume migration. The model includes an investigation of 4-component buoyancy driven multiphase convective flow with miscible convective mixing. For an accurate description of the phase behaviour, a recently developed thermodynamic model based on a combination of cubic Equation of state with activity model has been implemented. -

Medals and Prizes 2020 Winners Icheme Advances Chemical Engineering’S Contribution Worldwide for the Benefit of Society
Medals and Prizes 2020 winners IChemE advances chemical engineering’s contribution worldwide for the benefit of society. We support the development of chemical engineering professionals and provide connections to a powerful network of over 35,000 members in more than 100 countries. We support our members in applying their expertise and experience to make an influential contribution to solving major global challenges, and are the only organisation to award Chartered Chemical Engineer status and Professional Process Safety Engineer registration. For more information: www.icheme.org Through our annual medals and prizes we recognise both achievement and exceptional work across all aspects of chemical, process and biochemical engineering So, if you are a chemical engineer, student or experienced leader, and want to be part of our vibrant community, join us today: [email protected] or visit www.icheme.org 2 Contents President’s introduction ............................. 4 Vice President’s introduction ...................... 5 Research and teaching Davidson Medal ....................................... 6 Nicklin Medal ........................................... 7 Sargent Medal .......................................... 8 Publication Hanson Medal .......................................... 9 Hutchison Medal .....................................10 Junior Moulton Medal ..............................12 Senior Moulton Medal ..............................13 Special interest groups Clean Energy Medal .................................16 Donald -
Oxygen Technologies
IMPROVED OXYGEN PRODUCTION TECHNOLOGIES Technical Study Report Number: 2007/14 Date: October 2007 This document has been prepared for the Executive Committee of the IEA GHG Programme. It is not a publication of the Operating Agent, International Energy Agency or its Secretariat. INTERNATIONAL ENERGY AGENCY The International Energy Agency (IEA) was established in 1974 within the framework of the Organisation for Economic Co- operation and Development (OECD) to implement an international energy programme. The IEA fosters co-operation amongst its 26 member countries and the European Commission, and with the other countries, in order to increase energy security by improved efficiency of energy use, development of alternative energy sources and research, development and demonstration on matters of energy supply and use. This is achieved through a series of collaborative activities, organised under more than 40 Implementing Agreements. These agreements cover more than 200 individual items of research, development and demonstration. The IEA Greenhouse Gas R&D Programme is one of these Implementing Agreements. DISCLAIMER This report was prepared as an account of work sponsored by the IEA Greenhouse Gas R&D Programme. The views and opinions of the authors expressed herein do not necessarily reflect those of the IEA Greenhouse Gas R&D Programme, its members, the International Energy Agency, the organisations listed below, nor any employee or persons acting on behalf of any of them. In addition, none of these make any warranty, express or implied, assumes any liability or responsibility for the accuracy, completeness or usefulness of any information, apparatus, product or process disclosed or represents that its use would not infringe privately owned rights, including any party’s intellectual property rights. -

Book of Abstracts
SICHEM 2018 BOOK OF ABSTRACTS 6 – 7 September 2018 Romanian Chemical Engineering Society Romanian Chemical Society Academy of Technical Sciences – Chemical Engineering Section University Politehnica of Bucharest, Faculty of Applied Chemistry and Materials Science SICHEM 2018, BOOK OF ABSTRACTS University Politehnica of Bucharest, Romania, 6 – 7 September Scientific Committee Șerban AGACHI – Babeș-Bolyai University of Cluj, ASTR Petru ILEA – Babeș-Bolyai University of Cluj Alexandru OZUNU – Babeș-Bolyai University of Cluj Liviu LITERAT – Babeș-Bolyai University of Cluj, ASTR Cristian Calin CORMOȘ – Babeș-Bolyai University of Cluj Mircea Vasile CRISTEA – Babeș-Bolyai University of Cluj Liana Graziella TURDEANU – Babeș-Bolyai University of Cluj Maria GAVRILESCU – Gh Asachi Technical University of Iași Dan CAȘCAVAL – Gh Asachi Technical University of Iași Ilie SIMINICEANU – Gh Asachi Technical University of Iași, ASTR Ioan MĂMĂLIGĂ – Gh Asachi Technical University of Iași Ionel Marcel POPA – Gh Asachi Technical University of Iași Silvia CURTEANU – Gh Asachi Technical University of Iași Corneliu DAVIDESCU – Politehnica Uniuversity of Timișoara, ASTR Delia PERJU – Politehnica University of Timișoara, ASTR Teodor TODINCĂ – Politehnica University of Timișoara Lucian Mircea RUSNAC – Politehnica University of Timișoara. Claudia KONCSAG – Ovidius University of Constanța Irina NIȚĂ – Ovidius University of Constanța Timur CHIS – Ovidius University of Constanța Ion ONUȚU – Petrol – Gaze University of Ploiești Denisa NISTOR – Vasile Alecsandri University -
What Have We Learnt from Ieaghg Co2 Capture and Ccs Generic Technical
WHAT HAVE WE LEARNT FROM IEAGHG CO2 CAPTURE AND CCS GENERIC TECHNICAL STUDIES Report: 2010/TR1 Revised August 2010 INTERNATIONAL ENERGY AGENCY The International Energy Agency (IEA) was established in 1974 within the framework of the Organisation for Economic Co-operation and Development (OECD) to implement an international energy programme. The IEA fosters co-operation amongst its 28 member countries and the European Commission, and with the other countries, in order to increase energy security by improved efficiency of energy use, development of alternative energy sources and research, development and demonstration on matters of energy supply and use. This is achieved through a series of collaborative activities, organised under more than 40 Implementing Agreements. These agreements cover more than 200 individual items of research, development and demonstration. IEAGHG is one of these Implementing Agreements. DISCLAIMER This report was prepared as an account of the work sponsored by IEAGHG. The views and opinions of the authors expressed herein do not necessarily reflect those of the IEAGHG, its members, the International Energy Agency, the organisations listed below, nor any employee or persons acting on behalf of any of them. In addition, none of these make any warranty, express or implied, assumes any liability or responsibility for the accuracy, completeness or usefulness of any information, apparatus, product of process disclosed or represents that its use would not infringe privately owned rights, including any parties intellectual property rights. Reference herein to any commercial product, process, service or trade name, trade mark or manufacturer does not necessarily constitute or imply any endorsement, recommendation or any favouring of such products.