Degana Tungsten Project—Present Plant
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Rajasthan Urban Sector Development Investment Program - Nagaur Water Supply
Initial Environmental Examination Document Stage: Revised Project Number: 40031-053 February 2014 IND: Rajasthan Urban Sector Development Investment Program - Nagaur Water Supply Subproject (Additional Scope) The work of water supply subproject is already under execution in Tr-02. The scope of works under execution includes construction/rehabilitation of distribution network construction of raising mains, OHSRs, CWR and an intermediate pump house. Some additional areas are proposed to lay distribution network and construction of ESRs. Prepared by Local Self Government Department For the Government of Rajasthan Rajasthan Urban Infrastructure Development Project The initial environmental examination is a document of the borrower. The views expressed herein do not necessarily represent those of ADB’s Board of Directors, Management, or staff, and may be preliminary in nature. ABBREVIATION ADB - Asian Development Bank DSC - Design and Supervision Consultancy EA - Executing Agency EAC - Expert Appraisal Committee FI - Financial Intermediary GLSR - Ground Level Service Reservoir GoI - Government of India GoR - Government of Rajasthan GSI - Geological Survey of India IA - Implementing Agency IEE - Initial Environmental Examination IPMC - Investment Programme Management Consultancy IPMU - Investment Programme Management Unit JNNURM - Jawaharlal Nehru National Urban Renewal Mission LSGD - Local Self-Government Department MFF - Multitranche Financing Facility MoEF - Ministry of Environment and Forests NAAQS - National Ambient Air Quality Standards -
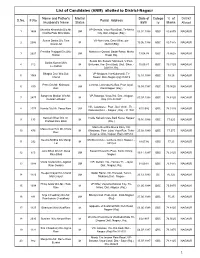
(ANM) Allotted to District-Nagaur
List of Candidates (ANM) allotted to District-Nagaur Name and Father's Marital Date of Catego % of District S.No. F.No Postal Address /Husband's Name Status Birth ry Marks Alloted Shushila Khandolia D/o Mr. VP-Sensda, Vaya-Riya Badi, Te-Merta 1 1489 UM 03.01.1988 OBC 80.6875 NAGAUR Chotha Ram Khandolia City, Dist.-Nagaur (Raj.) Sunita Dhaka D/o Tara Vill-Neterwas, Disst-Sikar, pin- 2 2086 M 10.06.1988 OBC 80.1875 NAGAUR chand Jat 332001(Raj) Preetika Prajapat D/o Shiv Mahaveer Ostwal, Sadar Bazar, Merta 3 2621 UM 13.04.88 OBC 79.5625 NAGAUR Rattan Road, Raj. Sunita D/o Sanwar Mal Gora, V.Post- Sunita Kumari W/o 4 312 M Bhilunda, Via- Sihot Badi, Distt. Sikar, - 15.05.87 OBC 79.3125 NAGAUR Leeladhar 332028, Raj. Bhagoti Devi W/o Duli VP-Motipura Via-Kukanwali ,Te- 5 1968 M 12.10.1988 OBC 79.25 NAGAUR Chund Nawan,Dist.-Nagore(raj)314519 Prem D/o Mr. Khinwasi Lomrod, Lomrodo Ka Bas, Post-Jayal, 6 490 UM 16.03.1987 OBC 79.0625 NAGAUR Ram Distt-Nagaur (Raj.) Sangeeta Bhakar W/o Mr. VP-Ratanga, Vaya-Rol, Dist.- Nagaur 7 2477 M 05.07.1988 OBC 78.8125 NAGAUR Dularam Bhakar (Raj.) Pn-341027 Vill.- Jatanpura , Post - Beri Choti , Th. - 8 2777 Kamla D/o Mr. Parsa Ram UM 8/7/1986 OBC 78.3125 NAGAUR Didwana Distt. - Nagaur , Raj. - 341551 Santosh Bhati D/o mr. Inside Nakash Gate Badi Kuwa, Nagaur 9 135 M 30.01.1986 OBC 77.625 NAGAUR Prahlad Ram Bhati (Raj.) Mastu Devi D/o Moola Ram, Vill- Mastu Devi W/o Mr. -

District-Nagaur
Medical Health & FW Department Govt of Rajasthan FACILITYWISE SCORE CARD FOR DISTRICT HOSPITAL, CHC & PHC DISTRICT-NAGAUR Period - April 2018 to March 2019 Data Source: - PCTS (Form 6,7 &), e- Aushadhi, OJAS, e- Mail Summary of District 1. District Hospital Name of Hospital Marks obt. Out of 91 Rank in the State District hospital Nagaur 49.71 18 2. CHCs Total 31 Marks Obtained Grade Performance No of CHCs in grade >80% A+ Outstanding 0 >70 - <=80% A Very Good 3 >60- <=70% B Good 6 >50- <=60% C Average 14 <50% D Unsatisfactory 8 Top 5 CHCs Last 5 CHCs Rank in Rank in Name of CHC % Achi. Name of CHC % Achi. State State 1 Nimbijodha 77.6 20 27 MEETHRI ladnu 43.4 473 2 Jayal 76.24 27 28 Nawan City 43.07 475 3 Parbatsar 73.16 52 29 Chhoti Khatu 42.06 482 4 Merta 68.13 119 30 Shri Balaji 40.67 493 5 Degana 68.09 120 31 Deh 39.79 498 3. PHCs Total 118 Marks Obtained Grade Performance No of CHCs in grade >80% A+ Outstanding 31 >70 - <=80% A Very Good 29 >60- <=70% B Good 18 >50- <=60% C Average 15 <50% D Unsatisfactory 25 Top 5 CHCs Last 5 CHCs Rank in Rank in Name of PHC % Achi. Name of CHC % Achi. State State 1 Tarnau 98.82 1577 114 Khinyala 39.24 1690 2 Alay 98.43 1578 115 Hudeel 38.48 1691 3 Sankhwas 97.46 1579 116 Bhagwanpura 37.16 1692 4 Jodhiyasi 96.62 1580 117 Nandola Chandawata 34.4 1693 5 Kitalsar 96.43 1581 118 LOONWA 32.21 1694 Medical,Health & FW Department Govt of Rajasthan MONTHLY REPORT CARD OF DH,SDH,SH April 2018 to March District :- Nagaur Month 2019 Name of Hospital :- District hospital Nagaur No of Beds 300 Name of Incharge :- Dr.V.K Khatri No of Doctors & Staff posted 37 ELA Achi. -
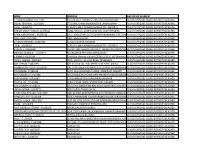
Name Address Nature of Payment P
NAME ADDRESS NATURE OF PAYMENT P. NAVEENKUMAR -91774443 NO 139 KALATHUMEDU STREETMELMANAVOOR0 CLAIMS CHEQUES ISSUED BUT NOT ENCASHED VISHAL TEKRIWAL -31262196 27,GOPAL CHANDRAMUKHERJEE LANEHOWRAH CLAIMS CHEQUES ISSUED BUT NOT ENCASHED LOCAL -16280591 #196 5TH MAIN ROADCHAMRAJPETPH 26679019 CLAIMS CHEQUES ISSUED BUT NOT ENCASHED BHIKAM SINGH THAKUR -21445522 JABALPURS/O UDADET SINGHVILL MODH PIPARIYA CLAIMS CHEQUES ISSUED BUT NOT ENCASHED ATINAINARLINGAM S -91828130 NO 2 HINDUSTAN LIVER COLONYTHAGARAJAN STREET PAMMAL0CLAIMS CHEQUES ISSUED BUT NOT ENCASHED USHA DEVI -27227284 VPO - SILOKHARA00 CLAIMS CHEQUES ISSUED BUT NOT ENCASHED SUSHMA BHENGRA -19404716 A-3/221,SECTOR-23ROHINI CLAIMS CHEQUES ISSUED BUT NOT ENCASHED LOCAL -16280591 #196 5TH MAIN ROADCHAMRAJPETPH 26679019 CLAIMS CHEQUES ISSUED BUT NOT ENCASHED RAKESH V -91920908 NO 304 2ND FLOOR,THIRUMALA HOMES 3RD CROSS NGRLAYOUT,CLAIMS CHEQUES ROOPENA ISSUED AGRAHARA, BUT NOT ENCASHED KRISHAN AGARWAL -21454923 R/O RAJAPUR TEH MAUCHITRAKOOT0 CLAIMS CHEQUES ISSUED BUT NOT ENCASHED K KUMAR -91623280 2 nd floor.olympic colonyPLOT NO.10,FLAT NO.28annanagarCLAIMS west, CHEQUES ISSUED BUT NOT ENCASHED MOHD. ARMAN -19381845 1571, GALI NO.-39,JOOR BAGH,TRI NAGAR0 CLAIMS CHEQUES ISSUED BUT NOT ENCASHED ANIL VERMA -21442459 S/O MUNNA LAL JIVILL&POST-KOTHRITEH-ASHTA CLAIMS CHEQUES ISSUED BUT NOT ENCASHED RAMBHAVAN YADAV -21458700 S/O SURAJ DEEN YADAVR/O VILG GANDHI GANJKARUI CHITRAKOOTCLAIMS CHEQUES ISSUED BUT NOT ENCASHED MD SHADAB -27188338 H.NO-10/242 DAKSHIN PURIDR. AMBEDKAR NAGAR0 CLAIMS CHEQUES ISSUED BUT NOT ENCASHED MD FAROOQUE -31277841 3/H/20 RAJA DINENDRA STREETWARD NO-28,K.M.CNARKELDANGACLAIMS CHEQUES ISSUED BUT NOT ENCASHED RAJIV KUMAR -13595687 CONSUMER APPEALCONSUMERCONSUMER CLAIMS CHEQUES ISSUED BUT NOT ENCASHED MUNNA LAL -27161686 H NO 524036 YARDS, SECTOR 3BALLABGARH CLAIMS CHEQUES ISSUED BUT NOT ENCASHED SUNIL KUMAR -27220272 S/o GIRRAJ SINGHH.NO-881, RAJIV COLONYBALLABGARH CLAIMS CHEQUES ISSUED BUT NOT ENCASHED DIKSHA ARORA -19260773 605CELLENO TOWERDLF IV CLAIMS CHEQUES ISSUED BUT NOT ENCASHED R. -

Nagaur District Survey Report
NAGAUR DISTRICT SURVEY REPORT 1 CONTENTS PAGE(S) 1. INTRODUCTION 2 2. OVERVIEW OF MINING ACTIVITY IN THE DISTRICT 8 3. THE LIST OF MINING LEASES IN THE DISTRICT 39 4. DETAILS OF ROYALTY OR REVENUE RECEIVED IN LAST 147 THREE YEARS 5. DETAILS OF PRODUCTION OF SAND OR BAJARI OR 150 MINOR MINERALS IN LAST THREE YEARS 6. PROCESS OF DEPOSITION OF SEDIMENTS IN THE RIVERS OF 152 THE DISTRICT 7. GENERAL PROFILE OF THE DISTRICT 152 8. LAND UTILIZATION PATTERN IN THE DISTRICT 161 9. PHYSIOGRAHY OF THE DISTRICT 163 10. RAINFALL 165 11. GEOLOGY AND MINERAL WEALTH 166 2 [ Nagaur District Survey Report CHAPTER 1: Introduction Nagaur district falls almost in the central part of Rajasthan covering an area of 17,718 sq.km. The district is bounded by the latitudes 26°02'12" to 27°37'39" and longitudes 73°05'20" to 75°24'. The NH-65 which connects district H.Q. with Jodhpur and NH-89 connecting it with Ajmer and Bikaner are passing through the district. It is also connected with Jaipur, Jodhpur and Bikaner through broad gauge railway line. It is oval in shape. The district forms a part of great Thar desert and a large part of it is covered by wind blown sand. The district boundary is shared by seven districts of Rajasthan viz.-Jaipur, Ajmer, Pali, Jodhpur, Bikaner, Churu and Sikar. It falls in Ajmer division and administratively divided into four sub divisional offices viz. Didwana, Nagaur, Merta, and Parbatsar. Nagaur, Merta, Jayal, Ladnun, Didwana, Nawa, Makrana, Degana, Parbatsar and Khimsar are the ten tehsil head quaters of the district. -

District Boundary Assembly Constituency
NEW ASSEMBLY CONSTITUENCIES (Based on Rajasthan Gazette Notification SADULSHAHAR-1 Dated 25th January, 2006) GANGANAGAR-2 SANGARIA-7 KARANPUR-3 RAJASTHAN PILIBANGA (SC)-9 HANUMANGARH- 8 GANGANAGAR RAISINGHNAGAR (SC)-5 SURATGARH-4 HANUMANGARH BHADRA-11 NOHAR-10 ® ANUPGARH (SC)-6 TARANAGAR-20 LUNKARANSAR-16 SADULPUR-19 KHAJUWALA SARDARSHAHAR-21 (SC)-12 CHURU PILANI CHURU-22 (SC)-25 BIKANER MANDAWA-28 SURAJGARH-26 JHUNJHUNUN-27 TIJARA-59 JHUNJHUNUN DUNGARGARH-17 BIKANER FATEHPUR-32 WEST-13 KHETRI-31 BEHROR- BIKANER RATANGARH-23 EAST-14 NAWALGARH- 62 MUNDAWAR- 61 29 KISHANGARH KOLAYAT-15 UDAIPURWATI- BAS-60 LACHHMANGARH-33 30 NEEM KA THANA-38 KAMAN-70 SUJANGARH KOTPUTLI-40 (SC)-24 SIKAR-35 BANSUR-63 KHANDELA-37 ALWAR LADNUN- URBAN-66 RAMGARH-67 NOKHA-18 106 DHOD (SC)-34 SIKAR SRIMADHOPUR-39 ALWAR NAGAR-71 ALWAR VIRATNAGAR-41 RURAL (SC)-65 DEEG - DANTA KUMHER-72 RAMGARH-36 KATHUMAR DEEDWANA-107 SHAHPURA-42 PHALODI-122 (SC)-69 JAYAL RAJGARH - (SC)-108 BHARATPUR- NAGAUR- CHOMU-43 THANAGAZI-64 LAXMANGARH (ST)-68 73 109 NADBAI-74 NAWAN- JAISALMER- 115 JAMWA BHARATPUR 132 AMBER-47 MAHUWA-86 NAGAUR MAKRANA- RAMGARH BANDIKUI-85 WEIR 113 (ST)-48 (SC)-75 JAISALMER KHINVSAR-110 JHOTWARA-46 JAIPUR DAUSA- LOHAWAT-123 BAYANA POKARAN- ADARSH 88 NAGAR-53 DAUSA (SC)-76 133 PHULERA-44 SIKRAI RAJAKHERA-80 DEGANA- (SC)-87 HINDAUN 112 PARBATSAR- BASSI (SC)-82 BAGRU 114 (ST)-57 PUSHKAR- (SC)-56 TODABHIM DHOLPUR- JODHPUR 99 (ST)-81 DHAULPUR 79 OSIAN- DUDU BARI-78 125 (SC)-45 CHAKSU KARAULI-83 MERTA (SC)-58 LALSOT BAMANWAS BASERI BHOPALGARH (SC)-111 (ST)-89 (SC)-126 -

Morphotypic Diversity of Microalgae from Arid Zones of Rajasthan (India)
J. Algal Biomass Utln. 2010, 1 (2): 74 – 92 Morphotypic diversity of microalgae © PHYCO SPECTRUM INC Morphotypic diversity of microalgae from arid zones of Rajasthan (India) Mohammad Basha Makandar 1*, Ashish Bhatnagar 2 1 Post Graduate department of Microbiology and Biotechnology, Al-Ameen college, Opposite to Lalbagh Main gate, Hosur Road, Bangalore-560027 2 Department of Microbiology, M.D.S. University, Ajmer-375009 ABSTRACT The morphotypc diversity of microalgae from Rajsthan was studied by collecting samples from 29 places. A total of 32 samples of soil, 25 samples of fresh water and 27 of saline water were analysed. We identified a total of 31 species representing 12 genera of cyanobacteria on the basis of Bergey's mannual of Systematic Bacteriology, 2001. Vol.1. IInd edition and 9 species of green algae and diatoms representing 7 genera of 3 families and 3 order as per recent system of classification. Morphologiacal descriptions and habitats were described for each species identified that were represented systematically. Of these 40 species, 8 unicellular cyanobacteria and 7 unicellular green algae, 7 heterocystous filamentous cyanobacteria, 16 nonheterocystous filamentous cyanobacteria and 2 diatoms . Key Words: diversity, morphotype, microalgae, cyanobacteria, arid zones * corresponding author. [email protected] INTRODUCTION diurnal thermal fluctuations creating Rajasthan state is full of extreme uncommon ecosystems. Many of the aquatic habitats. Other than the hot arid desert (Thar) habitats also exhibit excess of fluoride, covering ca. 196, 150 km2, there are saline carbonate and heavy metals (Bhatnagar and playas, saline and alkaline soils and wide Bhatnagar 2001). The popular belief that J. Algal Biomass Utln. -
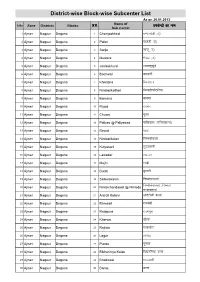
SC Nagaur.Pdf
District-wise Block-wise Subcenter List As on 26.01.2013 Name of S.No Zone Districts Blocks Ø-la- Sub Center midsUnzks dk uke 1 Ajmer Nagaur Degana 1 Champakhedi pEik[ksMh (m½ 2 Ajmer Nagaur Degana 2 Palari ikyMh (m½ 3 Ajmer Nagaur Degana 3 Sanju lkatw (m½ 4 Ajmer Nagaur Degana 4 Mewara esoMk (m½ 5 Ajmer Nagaur Degana 5 Jaalsukhurd tkylw[kqnZ 6 Ajmer Nagaur Degana 6 Bachwari cNokjh 7 Ajmer Nagaur Degana 7 Khiwtana f[koarkuk 8 Ajmer Nagaur Degana 8 Nimbarikothari fuEcMhdksBfj;k 9 Ajmer Nagaur Degana 9 Bamana cke.kk 10 Ajmer Nagaur Degana 10 Rajod jktksn 11 Ajmer Nagaur Degana 11 Chuwa pqvk 12 Ajmer Nagaur Degana 12 Paliyas @ Paliyawas ikfy;kl (ikfy;kokl½ 13 Ajmer Nagaur Degana 13 Rewat jsoar 14 Ajmer Nagaur Degana 14 Nimbarikalan fuEcMhdyka 15 Ajmer Nagaur Degana 15 Kutyasani dqR;kluh 16 Ajmer Nagaur Degana 16 Lawadar yoknj 17 Ajmer Nagaur Degana 17 Majhi eka>h 18 Ajmer Nagaur Degana 18 Butati cqVkVh 19 Ajmer Nagaur Degana 19 Sinbolakalan fuEcksykdyka fuEchpankork (fuEcMk 20 Ajmer Nagaur Degana 20 Nimbichandawat @ Nimbda Candawtan pUnkorku½ 21 Ajmer Nagaur Degana 21 Antroli Kalann vkarjksyh dyka 22 Ajmer Nagaur Degana 22 Ramsari jkeljh 23 Ajmer Nagaur Degana 23 Rajapura jktkiqjk 24 Ajmer Nagaur Degana 24 Kherwa [kSjok 25 Ajmer Nagaur Degana 25 Rajlota jktyksrk 26 Ajmer Nagaur Degana 26 Lagor yaxksM 27 Ajmer Nagaur Degana 27 Punas iwukl 28 Ajmer Nagaur Degana 28 Bikhariniya Kalan fc[kjfu;k dyka 29 Ajmer Nagaur Degana 29 Bhadwasi Hkknoklh 30 Ajmer Nagaur Degana 30 Barna cjuk Name of S.No Zone Districts Blocks Ø-la- Sub Center midsUnzks dk -

Posting List of Dy.Sp., As on 01.04.2017 S
POSTING LIST OF DY.SP., AS ON 01.04.2017 S. No SH./ Name of officers Father Name Present Posting Place Date of Birth Home Distt. Date of SMT. Posting 1. SH. AAN RAJ RAJPUROHIT S/O SH.BAGH SINGH DY.SP. ACB 01/06/1971 BARMER 13/05/2015 2. SH. AAS MOHD. S/O SH.CHANDER KHAN ACP JHOTWARA JAIPUR POLICE (WEST) 25/01/1961 ALWAR 19/06/2016 3. SH. ABDUL AHAD KHAN S/O SH.A.R.KHAN CIRCLE JHUNJHUNU -RURAL JHUNJHUNU 10/07/1966 DAUSA 02/02/2017 4. SH. ABDUL AZIZ S/O SH.BASHIRUDDIN ASSTT.COMDT. R.A.C.-II KOTA 13/07/1957 KOTA 07/11/2015 5. SH. ABHAY KUMAR SHARMA S/O SH.SHYAM SUNDER SHARMA DY.SP. ACB 03/10/1973 JAIPUR 21/11/2016 6. SH. ABHAY SINGH BHATI S/O SH.NARPAT SINGH CIRCLE NIMBAHERA CHITTORGARH 17/03/1957 JAISALMER 07/11/2015 7. SMT. ADIT KANWAT D/O DR.MADAN LAL KANWAT DY.SP. GRP AJMER G.R.P. AJMER 26/03/1985 JAIPUR 02/02/2017 8. SH. AHAMAD SHRIF S/O SH.MUNAF ALI DY.SP ATRO(W/SC/ST) NAGAUR 21/04/1965 CHURU 18/02/2017 9. SH. AJAY SINGH S/O SH.MAHAVEER SINGH DY.SP.PTS BIKANER BIKANER 25/07/1966 SIKAR 02/02/2017 10 . SH. AJIT S/O SH.BABU LAL DY.SP. U/TRG. DISTT. NAGAUR 08/06/1986 JHUNJHUNU 29/12/2016 11. SH. AJIT SINGH S/O SH.SAJJAN SINGH CIRCLE BALESAR JODHPUR-RURAL 02/09/1960 PALI 02/02/2017 12 . -

Stdy Rgeco.Pdf
PREFACE AND ACKNOWLEDGEMENTS Regional economic inequalities are generally an outcome of uneven distribution of physical and natural resources. Sometimes disparities in the levels of performance also emanate from lack of technical know-how, low level of human development, social inhibitions and virtual absence of initiatives on the part of those who govern the destiny of people. A good number of studies have been undertaken in India and outside which focus on the existing state of inequalities. While some studies attempt to measure inequalities among different countries, others analyse inter-regional or inter-state inequalities. Generally, these studies are based on secondary data, and tend to measure the existing level of inequalities. But very few researchers have enquired into the factors responsible for such disparities. Rajasthan is a developing state of the Indian sub continent, where Mother Nature has not been kind enough to provide a rich endowment of physical and natural resources. Notwithstanding a peaceful political environment and a rich heritage of Marwari entrepreneurship, the State has not registered a very high level of growth in agriculture and industries. Infrastructure development and conservation of scarce water resources have generally received a low priority in the process of planned development. The present study selected 97 indicators pertaining to 12 sectors. A simple weighted average of scores was used to rank 32 districts of the State according to the nature of their relationship with development. Such ranking was done first for each sector, and then a composite rank for all the indicators was assigned to each district. One novel experiment undertaken in this study was to rank the districts on the basis of allocation of plan outlays over the period 1993-2001. -

Ladnu Sewerage Subproject, District-Nagaur, Rajasthan
Initial Environmental Examination Document Stage: Draft Project Number: 42267-031 May 2020 IND: Rajasthan Secondary Towns Development Sector Project – Ladnu Sewerage Subproject, District-Nagaur, Rajasthan Prepared by Project Management Unit, Rajasthan Urban Drinking Water Sewerage and Infrastructure Corporation Limited, Government of Rajasthan for the Asian Development Bank. This initial environmental examination is a document of the borrower. The views expressed herein do not necessarily represent those of ADB's Board of Directors, management, or staff, and may be preliminary in nature. Your attention is directed to the “terms of use” section of this website. In preparing any country program or strategy, financing any project, or by making any designation of or reference to a particular territory or geographic area in this document, the Asian Development Bank does not intend to make any judgments as to the legal or other status of any territory or area. CURRENCY EQUIVALENTS (As of 29 May 2020) Currency unit – Indian rupee (₹) ₹1.00 = $ 0.01321 $1.00 = ₹ 75.7085 ABBREVIATIONS ACM – Asbestos containing Material ADB – Asian Development Bank BOCW – Building and Other Construction Workers CGWB – Central Ground Water Board CLC – City Level Committee CPCB – Central Pollution Control Board CPHEEO – Central Public Health and Environmental Engineering Organization CTE – consent to establish CTO – consent to operate CWR – Clear Water Reservoir DBO – Design-Build-Operate DPR – Detailed Project Report EHS – Environmental Health and Safety EIA – Environmental -
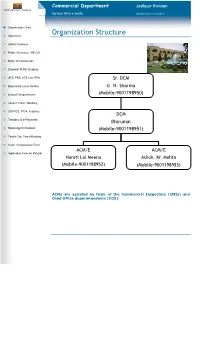
Organization Structure
Commercial Department Jodhpur Division North Western Railway Service With a Smile. (Updated Upto 31.08.2011) Organization Chart Objectives Organization Structure Salient Features Public Grievance /NR Cell Right To Information Coolies/ R.Rs/ Enquiry UTS, PRS, UTS Cum PRS Sr. DCM Registered Lease Holders G. N. Sharma Leased Compartments (Mobile-9001198950) Comml. Plots/ Handling STD/PCO, RTSA, Pay&Use DCM Tenders & e-Payment Dhirumal Stacking Permission (Mobile-9001198951) Tourist Car, Coach Booking Claim Compensation Form ACM/E ACM/E Application Form for Refund Hareti Lal Meena Ashok. Kr. Mehta (Mobile-9001198952) (Mobile-9001198953) ACMs are assisted by team of the Commercial Inspectors (CMIs) and Chief Office Superintendents (COS). Commercial Department Jodhpur Division Service With a Smile. (Updated Upto 31.08.2011) Organization Chart Objectives Objectives of Commercial Department Salient Features The commercial Department is the interface between the Public Grievance /NR Cell Railways and its customers, ensuring comfortable, safe and Right To Information secure journey to its passengers. On Freight side it is looking after marketing and transportation of Goods. Coolies/ R.Rs/ Enquiry It is also taking care of passenger amenities at the stations and UTS, PRS, UTS Cum PRS maintaining friendly relation with the passengers and traders. Registered Lease Holders The fixing of rates, fares and other charges and the correct collection, accountal and remittance of traffic receipts are also Leased Compartments among its functions. Comml. Plots/ Handling STD/PCO, RTSA, Pay&Use Tenders & e-Payment Stacking Permission Tourist Car, Coach Booking Claim Compensation Form Application Form for Refund Commercial Department Jodhpur Division North Western Railway Service With a Smile.