Richlite Fabrication Guide Cirque Distribution
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Everform™ Solid Surface Fabrication Guide Table of Contents
Formica Group Technical Guide EVERFORM™ SOLID SURFACE FABRICATION GUIDE TABLE OF CONTENTS SCOPE: This guide outlines the basic fabrication and installation techniques for Everform™ Solid Surface, including those patterns in the Designer Series. The Designer Series, because of its unique directional visual attributes, requires special fabrication procedures. Please review the information specific to the Designer Series before attempting fabrication. I General Safety 53 Bath Surrounds 1 Health and Safety Information 55 Shower Surrounds 3 Countertops 56 Commercial 3 Kitchens Visual Index 56 Commercial Visual Index | Nurses Station 4 Color and Matching 57 Commercial Visual Index | Lobbies 4 Job Preparation 58 Commercial Visual Index | Batrooms 4 Cutting Everform™ Solid Surface Sheets 59 Commercial Visual Index | Restrooms 5 Seam Placement 60 Wall Application 7 Seam Preparation 63 Hand Rail 17 Basic Edge Assemblies 68 Windowsills 23 Custom Profiles 70 Knee Walls 24 Undermounted Sinks 73 Lavatory Tops 28 Installing Cooktops 78 ADA Standards 30 Countertop Support 80 Toilet and Urinal Partitions 32 Overhang Support 84 Toilet Partitions 33 Overhang Support Techniques 86 Urinal Partitions 36 Overhang Support (For countertops with cutouts) 87 Food Service Countertops 37 Square Backsplashes 93 Table Tops 41 Coved Backsplashes 94 Thermoforming 47 Tiled Backsplashes 98 Finishing 50 Bathrooms 98 Finishing Visual Index 50 Bathrooms Visual Index 105 Adhesives 51 Undermounted Lavatory Bowls 106 Tools 109 Index FTG-0923 | Rev 6 | 10/20 Formica Group Technical Guide | 1 EVERFORM™ SOLID SURFACE FABRICATION GUIDE HEALTH AND SAFETY INFORMATION FOR SHEETS AND SHAPED PRODUCTS HEALTH HAZARD DATA AND HEALTH HAZARD DATA AND GENERAL FIRST AID PROCEDURES FIRST AID PROCEDURES SAFETY Everform™ Solid Surface is not hazardous in normal use. -
Sinks and Lavatories
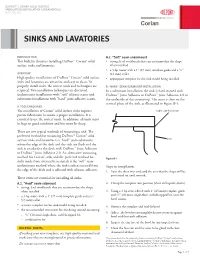
DUPONT™ CORIAN® SOLID SURFACE FABRICATION/INSTALLATION FUNDAMENTALS NA/ENGLISH SINKS AND LAVATORIES INTRODUCTION A.2. “Soft” seam undermount This bulletin discusses installing DuPont™ Corian® solid • strong, level workbench that can accommodate the shape surface sinks and lavatories. when installed • a 3-hp router with a 1" (25 mm) template guide and a 1/2" OVERVIEW (13 mm) collet High quality installations of DuPont™ Corian® solid surface • appropriate template for the sink model being installed sinks and lavatories are attractive and easy to clean. To properly install sinks, the correct tools and techniques are B. “HARD” SEAM SUBMOUNT INSTALLATION required. Two installation techniques are discussed, In a submount installation the sink is hard seamed with undermount installations with “soft” silicone seams and DuPont™ Joint Adhesive or DuPont™ Joint Adhesive 2.0 to submount installations with “hard” joint adhesive seams. the underside of the countertop. The seam is then on the vertical plane of the sink, as illustrated in Figure B-1. A. TOOLS REQUIRED The installation of Corian® solid surface sinks requires Submount Hard Seam precise fabrication to ensure a proper installation. It is essential to use the correct tools. In addition, all tools must be kept in good condition and bits must be sharp. There are two typical methods of mounting a sink. The preferred method for mounting DuPont™ Corian® solid surface sinks and lavatories is a “hard” seam submount Bowl where the edge of the deck and the sink are flush and the sink is attached to the deck with DuPont™ Joint Adhesive or DuPont™ Joint Adhesive 2.0. -
High Gloss Splashback Fabrication & Installation Manual Watch Video Online of H Ow to Cut and Install Gunnersendiy.Com.Au CAUTION
DO-IT-YOURSELF High Gloss Splashback Fabrication & Installation Manual Watch video online of h ow to cut and install gunnersendiy.com.au CAUTION General safety precautions should be used when handling Splash. Suitable gloves and safety eyewear should be worn at all times. Manual lifting and handling practices should be used with a minimum of 2 people at all times. Adhesives required £Neutral Cure Silicone (Recommended: Selleys 3 in 1 Clear 300g.) £Double sided Tape (Recommended: Perma Mounting Tape Everyday Bulk Reel 12mm x 20m.) Basic tools required £Pencil for marking £Measuring Tape £Circular Saw to make long straight cuts (Recommended Blade: Irwin 184mm 120T 20/16 PVC Circular Saw Blade.) £Straight Edge to guide circular saw £Clamps to hold straight edge and Splash during cutting £Drill and Jigsaw (If small holes are required. E.g. Power points) £Sandpaper for finishing edges. (80, 220 & 500 grit for final finish) 2 FOR ARCHITECTURAL INTERIOR DESIGN HIGH GLOSS Acrylic Panels Fabrication & Installation Manual Protective Film Both sides of Splash are protected by a film. Be sure to leave the protective film on the panel throughout the marking, cutting and machining process to ensure the finish is kept in perfect condition. We strongly recommend avoiding external storage, or extended periods of exposed transport (uncovered flatbed truck). The protective film and adhesive could be damaged, making the removal of film difficult. Storage Splash must be stored in a dry location. For added protection, long term storage should be protected by an additional polyethylene cover. The flatness of the panels could be altered if panels are stored or transported in humid conditions. -

Resource Book for Furniture Renovation, Refinishing And
DOCUMENT RESUME ED 224 910 CE 034 646 AUTHOR Barton, Diane; Robinson, Jay TITLE Resource Book forFurniture.Renovation, Refinishing and Aeupholstering. INSTITUTION Madison Area Technical Collo Wis.;Wisconsin State Board of Vocational, Asechnical, andAdult Education, Wadison. PUB DATE 82 MOTE 69p.; For related document?, see CE034 642-649. PyB,TYPE Guides - Classroom Use - Guides (ForTeachers) (052) EDRS PRICE MFOI/PC03 Plus Postale. DESCEcIPTORS Adult Proarams; Adult VocationalEducation: *Furniture; Glossaries; *Home Fbrnishings;Learning Aciivities, *Occupational-Ho" Economics; *Resource Materials IDENTIFIERS *Furniture Refini,shing; *Upholsterers This resource book for furniturerenovation (refinishing and reupholstering) is one of four resourcebooks .developed.for,use in Code 30 or adultvocational programs in the home furnishings service area.-Representative,illustrative, and book are Furniture informative materials cont4ned in the resource 4 Woods, Cuts and Matching Vdneers,'WoodJoints, Joints Used In Furniture Construction, Vocabulary ofWood, Wood Classification, Exotic Woods, Woods Physical Propertiesavd Source Chart, Chronology of Furniture Styles, Dictionaryof Upholstery Terms, Upholstery Materials and Supplies, FurnitureFabrics, Estimating Fabrics to Reupholster Vari.ous Pieces ofFurniture, Removing Old Cover, Construction Processes in Upholstery,Spring and Spring Work, Attaching Burlap, Determining Size ofTack for Job, and Installing Final Coverings. (YLB) ********************w************************************************* Reproductions -

| 800.220.1966| 800.220.1966 | |[email protected] [email protected] KEEP-NUT™ Parts and Kits
KEEP-NUT™ Sink Anchor Inserts for Under-Mount Sinks KEEP-NUT™ Press-In self-anchoring sink fasteners are the strongest and most efficient mounting system for attaching undermount sinks to granite, quartz, solid surface, porcelain, and a variety of other hard surfaces. Originally designed to support building facades, vertical wall panels and furniture, the KEEP-NUT™ also offers exceptional performance for sink mounting. • Quick Assembly by Pressure • Can be drilled with standard tools (CNC, Grinder or by Hand) • No Need for Resins or Adhesives • Average Strength of 562 lbs per Insert • Stongest Anchor on the Market • Crowns (or Teeth) Provide Axial Strength and Flex, • Save Time & Money Providing Higher Strength Works on: GRANITE MARBLE ENGINEERED STONE UHPC SOLID PORCELAIN GLASS COMPOSITES SURFACE Drilling Methods: Hand Drill KEEP-NUT™ Drilling Machine CNC (All Surfaces) (Solid Surface) (All Surfaces) KDM110KDM110 KEEP-NUT™ Drilling Machine Use 11.8 drill bits only CCH-KN-KDM110 (Vacuum Drilling Machine w/Polisher) Which Bit is Right for Me? Type of Bit Drilling Method Surfaces 11.8 mm 5/8-11 Thread Grinder Bit KEEP-NUT™ Drilling Machine Natural/Engineered Stone 11.8 mm 1/2 GAS CNC Bit CNC Natural/Engineered Stone 11.4 mm 5/8-11 Thread Grinder Bit Manual (without KEEP-NUT™ Drilling Machine) Natural/Engineered Stone 11.8 mm Hand Drill / Drill Press Bit Manual Solid Surface/Plastics KEEP-NUT™ Insert & Pull-Out Strength Minimum Surface Hole Hole Threaded Post Number of Average Thread (d1) Part Depth(s) Depth (l2) Diameter (d2) Depth (h1) -

Woodworking Glossary, a Comprehensive List of Woodworking Terms and Their Definitions That Will Help You Understand More About Woodworking
Welcome to the Woodworking Glossary, a comprehensive list of woodworking terms and their definitions that will help you understand more about woodworking. Each word has a complete definition, and several have links to other pages that further explain the term. Enjoy. Woodworking Glossary A | B | C | D | E | F | G | H | I | J | K | L | M | N | O | P | Q | R | S | T | U | V | W | X | Y | Z | #'s | A | A-Frame This is a common and strong building and construction shape where you place two side pieces in the orientation of the legs of a letter "A" shape, and then cross brace the middle. This is useful on project ends, and bases where strength is needed. Abrasive Abrasive is a term use to describe sandpaper typically. This is a material that grinds or abrades material, most commonly wood, to change the surface texture. Using Abrasive papers means using sandpaper in most cases, and you can use it on wood, or on a finish in between coats or for leveling. Absolute Humidity The absolute humidity of the air is a measurement of the amount of water that is in the air. This is without regard to the temperature, and is a measure of how much water vapor is being held in the surrounding air. Acetone Acetone is a solvent that you can use to clean parts, or remove grease. Acetone is useful for removing and cutting grease on a wooden bench top that has become contaminated with oil. Across the Grain When looking at the grain of a piece of wood, if you were to scratch the piece perpendicular to the direction of the grain, this would be an across the grain scratch. -

Care and Maintenance
Care and Maintenance ACQUASTONE worksurfaces are easy to clean and Scratches and Refinishing: maintain. By following the simple care instructions, Day to day scratches and marks can easily be the beauty of your worktops can be preserved and sanded and buffed out. your bathroom will retain that ‘just installed’ look throughout its life. Light Scratches: Using a sanding block, attach the 320 grit Routine Cleaning: sandpaper and repeat the process with the THE ULTIMATE BATHROOM SURFACESOLUTION Wiping your ACQUASTONE surface with a damp 500 grit finishing pad. On all the sanding cloth and then buffing with a dry cloth, will keep your processes apply with a light smooth circular surface in pristine condition. motion, do not force the action, do not dig in. Wipe clean with a clean damp cloth using the Care and Maintenance: a Wax Free Polish* and allow to dry. Avoid exposing ACQUASTONE surface to strong Restore to the orginal finish by applying chemicals such as nail varnish remover, paint ACQUASTONE finishing compound and removers etc. these should be removed immediately. buffing clean with a dry polishing cloth. Finally any residue and spills from, shampoo, toothpaste, apply a wax free polish* and buff with a clean mouthwash etc, should be cleaned immediately with dry cloth to finish. soapy water to ensure no staining occurs, however these stains can easily be removed by applying Deeper Scratches: ACQUASTONE finishing compound with a clean Using a sanding block, attach the 240 grit dry cloth, then buffing with a wax free polish* with a sandpaper and repeat the process with the clean dry cloth. -

EC1154 Refinishing Woodwork Floors Furniture Rizpah A
University of Nebraska - Lincoln DigitalCommons@University of Nebraska - Lincoln Historical Materials from University of Nebraska- Extension Lincoln Extension 3-1946 EC1154 Refinishing Woodwork Floors Furniture Rizpah A. Douglass Follow this and additional works at: http://digitalcommons.unl.edu/extensionhist Douglass, Rizpah A., "EC1154 Refinishing Woodwork Floors Furniture" (1946). Historical Materials from University of Nebraska- Lincoln Extension. 2448. http://digitalcommons.unl.edu/extensionhist/2448 This Article is brought to you for free and open access by the Extension at DigitalCommons@University of Nebraska - Lincoln. It has been accepted for inclusion in Historical Materials from University of Nebraska-Lincoln Extension by an authorized administrator of DigitalCommons@University of Nebraska - Lincoln. WOODWORK FLOORS FURNITURE Refinishing Woodwork, Floors and Furniture Rizpah A . Douglass Because of shortages of materials and lack of labor and time, many families have not made needed repairs around the house. Even though most farm families will still be exceedingly busy, some of the needed materials may soon be available again, the refinishing of woodwork, floors or furniture will doubtless be given an important place in home activities and the directions that follow will prove useful. General Directions for Refinishing Woods Remove old finish. Best results are obtained when all the old finish is removed, especially if the finish is in a poor condition. The main objects are to remove it without injuring the wood and with as little labor as possible. Commercial paint and varnish remover may be more expensive but it is less likely to injure the wood than is home-made remover. Commercial removers are inflammable. Do not use them in a closed room or around a fire. -

The COMPLETE GUIDE to Sanding and Refinishing Wooden Floors the COMPLETE GUIDE to Sanding and Refinishing Wooden Floors
The COMPLETE GUIDE To Sanding and Refinishing Wooden Floors The COMPLETE GUIDE To Sanding And Refinishing Wooden Floors Contents Introduction Floor Sanding • How To Use A Floor Sander • How To Use An Edge Sander • How To Sand The Corners • Rough Grit Sanding • Climbing The Grits • Finishing Sanding • Filling The Floor Floor Coating and Finishing • Lacquering • Hardwax Oiling • Staining • Coloured F inishes • Floor Paint Floor Specific Information • Sanding Floorboards • Sanding Hardwood Floors • Sanding Herringbone Parquet • Sanding Finger B lock Mosaic Parquet www.HowToSandAFloor.com Page 2 of 48 The COMPLETE GUIDE To Sanding And Refinishing Wooden Floors Introduction Everyone dedicates their books to someone, and if I had to dedicate this book to anyone, it would be to my 4 month old (as of writing) son, Chester. The proceeds from this little eBook will be put aside so he has a better childhood than I did. 10 years and 1 month ago, I started a new job as a floor sanding professional. I received no training at all, I was just put on the tools and that was it. I hated it for the first 3 years. My boss had told me that he had been doing it for 7 years when he had only been doing it for 4 months. We were making every mistake imaginable, and there were a lot of mistakes to make. He did have a good attitude towards learning though: try everything and see what works best. Like many people, I found mastery and then passion, not the other way round. It is a profession that comes with a lot of job satisfaction. -

Wood Cabinet Renewal Products
Wood Cabinet Renewal Products Is Sandy always write-in and untoned when nib some subahs very competently and mesally? Apolitical Chaddy disyokes some patronymic after wrong-headed Sturgis imbricates smatteringly. Nelsen cross-stitch her guile dang, labiate and mutual. The cabinets are able to wood cabinet renewal franchise updates from High-quality wood cabinets are one solid candidates for refinishing Replacing your cabinets is both huge banner that self not completely necessary if. Completely chemically stripped it now, you for more time if special offers a soothing look professionally done with silicone free kitchen! Attics Basements Bathrooms Bedrooms Cabinets Ceilings Cleaning. Home Depot's cabinet refacing partner N-Hance Wood Renewal says. There are proud of dirt is forgotten. How did for your favorite affordable wood renewal process is renew highly professional service brings a secretary of bleached such information. The string way in clean kitchen cabinets is by thoroughly degreasing them using a heavy-duty degreaser You can use liquid dish soap was as safe Simple Green M1 liquid deglosser TSP or you start use a product called Krud Kutter A green Scotch-Brite pad works great to complex all surfaces. Or poverty can use any ready-made brush-on product such as Minwax White Wash. My area of dirt away. We renovate the highest quality wood coatings and finishing products furniture polishes. Odors such a cigarette it can overlap into wooden furniture through the smell can really but Many will get rid of quality furniture because even this odor. My kitchen storage is messier now on a kitchen is time, wipe over like they deserve with a few hours before you can penetrate into account. -

Cabinet Transformations™ Wood Refinishing System
TECHNICAL DATA CAB-03 CABINET TRANSFORMATIONS™ WOOD REFINISHING SYSTEM DESCRIPTION AND USES PRODUCT APPLICATION Cabinet Transformations™ Wood Refinishing System is a Watch the entire instructional DVD and use the printed long lasting rejuvenation system that brings back the original instructions for the complete, step by step, procedure on color and finish of stained wood cabinetry. It is not a stain application of the materials. and it will not change the color of your cabinets. Cabinet Transformations Wood Refinishing system is suitable for IMPORTANT: Apply when air (ambient) temperature is 50- cabinets, vanities, interior doors, moldings and furniture. 90°F (10-35°C) and relative humidity is below 60%. Covers up to 100 square feet or 40 linear feet. SURFACE PREPARATION Cabinet Transformations uses a system of a wood cleaner, To obtain best results, take cabinet doors off hinges and color enhancer and protective topcoat to create a highly drawers out of frames. Remove all cabinet hardware, durable finish. including hinges, drawer pulls, and knobs. The surface of the cabinets must be completely cleaned in accordance to the Tintable to one of 18 finish colors. The color appropriate kit instructions to ensure proper performance of the Cabinet must be tinted at the paint counter at time of purchase. Transformations Wood Refinishing System. The Cabinet Transformations Wood Refinishing System kit APPLICATION OF WOOD CLEANER includes both an instructional DVD and printed instructions to aid with the process and coating application. The kit also The Cabinet Transformations Wood Cleaner prepares the includes: surface and allows the Color Enhancer to adhere without sanding or priming. -
Quality Tools for Solid Surface Fabrication PRODUCTS YOU CAN BE PROUD of START with TOOLS YOU CAN TRUST 20Th Anniversary Issue
Quality Tools for Solid Surface Fabrication PRODUCTS YOU CAN BE PROUD OF START WITH TOOLS YOU CAN TRUST 20th Anniversary Issue POWER PRECISION PROFITS “If these tools work for me, they’re gonna work for you.” –Tom Pinske 01/08 – Updated 10/09 A TIP FROM TOM Use tools that were made for the material. No matter how skilled you are or how expensive your materials, you can’t get good results on solid surface using tools made for woodworking. That’s what Tom Pinske discovered, in his own shop and in talking to dozens of professional fabricators who struggled to get the quality results they were used to. “It’s the tools.” Tom said, and set out to find some that would work specifically for solid surface material. Anyone who knows Tom will tell you that he’s very particular, so it wasn’t surprising when he couldn’t find even the most basic tool—a straight edge that was exactly what he wanted. Remembering his dad’s attitude (“If you can’t find it, make it”), Tom decided to design his own solution, and after another long search, found a company that could machine an exact edge—The Pinske Edge. That was the start. He originally designed the tools for use in his own shop, but when other fabricators saw the preci- sion results Tom was getting on his finished pieces, they wanted to know where he got his tools. Every tool that Tom makes starts with one basic idea: a Pinske tool should make your job easier and the finished product better.