Repair Techniques
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

DAP® PLASTIC WOOD® Solvent-Based Professional Wood Filler
DAP® PLASTIC WOOD® Solvent-Based Professional Wood Filler PRODUCT DESCRIPTION DAP® PLASTIC WOOD® Professional Wood Filler is a high-performance, solvent-based wood filler that hardens to give a repair that is 3X stronger*. This heavy-duty wood filler contains real wood fibers, so it looks and acts like real wood. It can be sanded, cut, drilled, screwed, planed, stained, varnished, painted or lacquered. It provides strong nail and screw anchoring without splitting. DAP® PLASTIC WOOD® Professional Wood Filler dries fast and hard, and is shrink, crack and crumble resistant. The thick, knife- grade formula is easy to handle and can be molded and sculpted, making it ideal for corners and vertical surfaces. For use on furniture, doors, paneling, molding, plywood and other wood surfaces. Available in several popular wood shades, this high-performance wood filler can also be stained to match any wood shade. Interior/exterior use. *Than competitive product. PACKAGING COLOR UPC 1.87 oz Natural (BOX) 7079821500 1.87oz Natural (CARD) 7079821510 4 oz Light Oak 7079821400 4oz Pine 7079821404 4oz Golden Oak 7079821408 4oz White 7079821412 4oz Walnut 7079821434 4oz Natural 7079821506 16 oz Natural 7079821506 08/2018 | www.dap.com KEY FEATURES & BENEFITS • Heavy-duty, solvent-based formula • 3X Stronger* • Contains real wood fibers to simulate wood’s original characteristics • Looks and acts like real wood • Can be sanded, planed, cut, drilled, screwed & planed • Easy handling- spreads smoothly & evenly • Thick, knife-grade formula can be molded & sculpted – ideal for corners and vertical surfaces • Dries fast • Shrink, crack and crumble resistant • Strong nail & screw anchoring • Stainable and paintable • Interior/Exterior use SUGGESTED USES Ideal for filling nail holes, gouges, cracks, scratches & imperfections on: • Furniture • Windows/Doors • Woodwork • Plywood • Cabinets • Deck Posts • Paneling • Painted Surfaces • Molding APPLICATION 1. -

PLASTIC WOOD® Solvent-Based Professional Wood Filler
Technical Bulletin 2400 Boston Street, Suite 200, Baltimore, Maryland 21224 Phone: 410-675-2100 or 800-543-3840 Revised: 3/7/14 DAP® PLASTIC WOOD® Solvent-Based Professional Wood Filler • Heavy-duty, solvent-based formula • 3X stronger than the wood itself* • Contains real wood fibers to simulate wood’s original characteristics • Looks and acts like real wood • Can be sanded, planed, cut, drilled, screwed & planed • Easy handling- spreads smoothly & evenly • Thick, knife-grade formula can be molded & sculpted – ideal for corners and vertical surfaces • Dries fast • Shrink, crack and crumble resistant • Strong nail & screw anchoring • Stainable and paintable • Interior/Exterior use Packaging: Net Weight 1.87 oz. (53g), 4 oz. (113g), 16 oz. (453g) Colors: Natural, Light Oak, Pine, Golden Oak, Walnut, White UPC Numbers: 7079821144, 7079821400, 7079821404, 7079821408, 7079821412, 7079821434, 7079821500, 7079821502, 7079821504, 7079821506, 7079821508, 7079821510 Company Identification: Manufacturer: DAP Products Inc., 2400 Boston Street, Baltimore, Maryland 21224 Usage Information: Call 1-888-DAP-TIPS or visit www.dap.com and click on “Ask the Expert” Order Information: 800-327-3339 Fax Number: 410-558-1068 Also, visit the DAP website at dap.com Product Description: DAP® PLASTIC WOOD® Professional Wood Filler is a high-performance, solvent-based wood filler that hardens to give a repair that is 3X stronger than the wood itself*. This heavy-duty wood filler contains real wood fibers so it looks and acts like real wood. It can be sanded, cut, drilled, screwed, planed, stained, varnished, painted or lacquered. It provides strong nail and screw anchoring without splitting. DAP® PLASTIC WOOD® Professional Wood Filler dries fast and hard, and is shrink, crack and crumble resistant. -

Effect on Tensile Strength of Nylon-6 by Adding Filler
International Research Journal of Engineering and Technology (IRJET) e-ISSN: 2395-0056 Volume: 06 Issue: 04 | Apr 2019 www.irjet.net p-ISSN: 2395-0072 Effect on Tensile Strength of Nylon-6 by Adding Filler Divya Teli1, Kadambari Dhotre2, Vivek Topale3, Pallavi Wankhade4, Pramod Suryavanshi5 1,2,3,4Student, Department of Mechanical Engineering, Bharti Vidyapeeth’s College of Engineering, Navi Mumbai, Maharashtra, India – 400 614 5Professor, Department of Mechanical Engineering, Bharti Vidyapeeth’s College of Engineering, Navi Mumbai, Maharashtra, India – 400 614 ---------------------------------------------------------------------***---------------------------------------------------------------------- Abstract - A Polymer matrix composites are designed to Nylon6 (base resin) + Mica (filler) improve the properties and reduce the cost of plastic engineering. In this study the effect of adding mica on the Dry mixing tensile strength of nylon6 was investigated (according to Transfer moulding ASTM D63). Composite of nylon6 with adding (10 % weight) of mica were prepared by binder. The composite improves the Testing of sample (Tensile strength) tensile strength on addition of filler. In present paper work to increase the tensile strength, Nylon 6- Mica based composite 2.2 Material selection has been prepared. After that as per tensile strength standard ASTM638 Component was made with transfer moulding. After making components tensile strength of components has been Nylon6 (325mesh) was selected as a binder material. Nylon6 checked using Universal Testing Machine. has medium melt viscosity and is most widely used for producing strapping, zippers, monofilaments, cords, and Key Words: Polymer matrix composite, compounding, mica, profiles. It is semi-crystalline engineering thermoplastic Transfer moulding, ASTM D638, Tensile strength. having good abrasion resistance, sliding properties, very tough, rigid, and electrically insulated, chemical resistance to 1. -

Effect of Gelatinization Temperature and Chitosan on Mechanical Properties of Bioplastics from Avocado Seed Starch (Persea Americana Mill) with Plasticizer Glycerol
The International Journal Of Engineering And Science (IJES) || Volume || 4 || Issue || 12 || Pages || PP -36-43|| 2015 || ISSN (e): 2319 – 1813 ISSN (p): 2319 – 1805 Effect of Gelatinization Temperature and Chitosan on Mechanical Properties of Bioplastics from Avocado Seed Starch (Persea americana mill) with Plasticizer Glycerol 1M. Hendra S. Ginting, 2M. Fauzy Ramadhan Tarigan , 3 Annisa Maharani Singgih 1,2,3Department of Chemical Engineering, Faculty Engineering, University of Sumatera Utara --------------------------------------------------------ABSTRACT----------------------------------------------------------- Bioplastics are polymers which are derived from renewable biomass resources, such as starch, cellulose and lignin for plants and casein, protein and lipid for animals. The aim of this research to obtain the effect of gelatinization temperature and chitosan on the psychochemical properties of bioplastic. Starch is the raw material for bioplastics which extracted by the avocado seeds, then characterized to determine its chemical composition.The variation composition of avocado seed starch - chitosan used 7: 3, 8: 2 and 9: 1 and temperature bioplastic solution was varied at 80, 85 and 90 °C. Bioplastics were analyzed physical and chemical properties. From the analysis, tbest condition of bioplastics obtained at temperature 90 °C with comparison of mass starch - chitosan 7: 3 for tensile strength 5.096 MPa, elongation at break 14.016% and Modulus Young 36.359 MPa. From the results of FT-IR analysis indicated O-H group and N-H groups on bioplastics due to the addition of chitosan and glycerol. The results of mechanical properties were supported by Scanning Electron Microscopy (SEM) showed the bioplastic with chitosan as filler and plasticizer glycerol have the fracture surfaces were smooth and soft and a little cavity. -
Financial Costs of Plastics Marking" Was Launched by the Com- Mission of the European Communities (DG-XI) in February 1999
&RPPLVVLRQRIWKH(XURSHDQ&RPPXQLWLHV '*;, )LQDQFLDO&RVWVRI3ODVWLFV 0DUNLQJ )LQDO5HSRUW $XJXVW )LQDQFLDOÃ&RVWVÃRIÃ3ODVWLFVÃ/DEHOOLQJ i 7DEOHRI&RQWHQWV $FURQ\PV ([HFXWLYH6XPPDU\ %DFNJURXQGDQGSXUSRVH 0HWKRGRORJ\ 6WXG\ILQGLQJV ,QWURGXFWLRQ 2EMHFWLYH 6WXG\$SSURDFK 6WUXFWXUHRIWKH5HSRUW $FNQRZOHGJHPHQWV %DFNJURXQG 3ODVWLFFRQVXPSWLRQLQWKHFRQYHUWHULQGXVWU\LQ(8 6PDOODQG0HGLXPVL]HG(QWHUSULVHV &RQVXPSWLRQLQ&(($FFHVVLRQ&RXQWULHV 7UDGH3HUVSHFWLYHV 5HYLHZRI0DUNLQJ6FKHPHV $SSURDFKWRFRVWHVWLPDWLRQ 0HWKRGRORJ\RQFRVWV 0DUNLQJ0HWKRGVDQG6KDUHV 8QLW&RVWV )LQDQFLDO&RVWVRI0DUNLQJ 7RWDO&RVWVDWWKH(8/HYHO &RVWV(VWLPDWHVE\&RXQWU\DQG6HFWRU ,PSDFWRQWKH&(($FFHVVLRQ&RXQWULHV 7UDGH,VVXHV 8?PPV?ILQDOGRF Ã ii )LQDQFLDOÃ&RVWVÃRIÃ3ODVWLFVÃ/DEHOOLQJ 7DEOHRI$SSHQGLFHV 5HIHUHQFHV &RQWDFWV 5HYLHZRI&RVW6WXGLHV 4XHVWLRQQDLUH6XUYH\ 4XHVWLRQQDLUHIRUWKHFRVWDVVHVVPHQWRIGLIIHUHQWSODVWLFLGHQWLILFDWLRQ VFKHPHV %DFNJURXQG,QIRUPDWLRQRQ3ODVWLF&RQYHUWHUV 1DWLRQDO6WDWLVWLFVIRU(VWRQLD)UDQFH,WDO\6ORYDNLDDQGWKH8QLWHG .LQJGRP 8?PPV?ILQDOGRF )LQDQFLDOÃ&RVWVÃRIÃ3ODVWLFVÃ/DEHOOLQJ iii $FURQ\PV STANDARDISATION CEN European Committee for Standardization ISO International Organization for Standardization IUPAC International Union of Pure and Applied Chemistry PLASTIC INDUSTRY AHPI Association of the Hungarian Plastics Industry APME Association of Plastics Manufacturers in Europe BPF British Plastics Federation CEPMC Council of European Producers of Materials for Con- struction CIPAD Council of International Plastics Associations Directors ERRA European Recovery -

Plastic Packaging Tax: Summary of Responses to the Consultation
Plastic packaging tax: summary of responses to the consultation July 2019 Plastic packaging tax: summary of responses to the consultation July 2019 © Crown copyright 2019 This publication is licensed under the terms of the Open Government Licence v3.0 except where otherwise stated. To view this licence, visit nationalarchives.gov.uk/doc/open- government-licence/version/3 or write to the Information Policy Team, The National Archives, Kew, London TW9 4DU, or email: [email protected]. Where we have identified any third party copyright information you will need to obtain permission from the copyright holders concerned. This publication is available at www.gov.uk/government/publications Any enquiries regarding this publication should be sent to us at [email protected] ISBN 978-1-912809-73-8 PU2276 Contents Chapter 1 Introduction 2 Chapter 2 Plastic packaging within scope of the tax 5 Chapter 3 Driving recycled content 8 Chapter 4 Setting the tax rate 13 Chapter 5 Liability for the tax 14 Chapter 6 Treatment of exports 17 Chapter 7 Excluding small operators 19 Chapter 8 Registering and reporting 22 Chapter 9 Ensuring compliance 23 Chapter 10 Understanding commercial practices and assessing 25 other impacts Chapter 11 Next steps 27 Annex A List of respondents 28 1 Chapter 1 Introduction 1.1 In March 2018, the government launched a call for evidence on using the tax system or charges to tackle single-use plastic waste. This received a record 162,000 responses, highlighting the strong public interest in action in this area. 1.2 Plastic packaging is typically only used for a short period and then disposed of, and accounts for 44% of plastic used in the UK,1 but 67% of plastic waste.2 1.3 Over 2 million tonnes of plastic packaging is used in the UK each year.3 The vast majority of this is made from new, rather than recycled plastic. -

Flex Filler for Plastic Art
TECHNICAL DATASHEET FLEX FILLER FOR PLASTIC ART. NO: #134.796 (1KG) FLEX FILLER FOR PLASTIC is a flexible, two-component polyester plastic outline filler made with the finest European resins available in order to obtain the easiest sanding capabilities on the market. Made for repairing small scratches and irregularities, FLEX FILLER virtually eliminates micro-pinholing, where it's black color highlights imperfections allowing for better visualization throughout the repair process. BPO pink hardener included. FEATURES 9 Self-leveling and smooth surface application 9 Exceptional sanding capabilities 9 Surface dry hardening prevents sandpaper clogging 9 Color matches almost all plastic subtrates 9 Extremely flexible and will not chip, peel or crack over time 9 Vacuum processed to virtually eliminate micro-pinholing 9 Creamy texture is easy to spread, reducing material costs 9 Finely tuned degree of hardness prevents bouncing during sanding so that the putty can be sanded to be virtually non-existent, creating a smooth finish AREA OF APPLICATION For filling smaller uneven spots as well as minor scratches on plastic bumpers of motor vehicles in the car and lorry sector. Can also be used on almost all other plastics employed in the automotive sector providing appropriate pretreatment is carried out beforehand. VOC INFORMATION CONDITIONS OF USE AND CONFORMITY Category Putties & Fillers The before mentioned technical data and information, especially the recommendations g/L LBS/GAL for applying and using our products, are based on our current knowledge and VOC 50.0 0.42 experience when applied under normal conditions. In practice, the materials, surfaces or site conditions are so different that no warranty regarding the working results or Density 1900 15.85 liability, arising out of any relationship, can be inferred neither from this information nor from a verbal consultation, except we are charged with intent or gross negligence. -

General Packaging Guidelines
General Packaging Guidelines Page 1 General Packaging Guidelines At FedEx, we know proper packaging can help ensure that your shipments arrive safely. So we offer general packaging guidelines — from measuring and weighing your package, to packing methods, sealing and label- ing instructions, and guidelines for restricted shipments. Shipment Size and Weight Restrictions Length and Girth Formula Girth is • With FedEx Express® U.S. services, you can ship (2 x width) + (2 x height) packages up to 150 lbs.; up to 119" in length and 165" in length and girth. • With FedEx Express international services, you can ship packages up to 150 lbs.; up to 108" in length and Height 130" in length and girth. • With FedEx Express® Freight Services, you can ship individual skids of 150 lbs. or more. Skids exceeding Width 2,200 lbs. in weight or exceeding 70" in height, 119" Length in length, or 80" in width require prior approval. FedEx Freight® shipments may be palletized or Length is the longest side of the package or object. nonpalletized, weigh up to 20,000 lbs., and measure up to 21 feet in length. Calculating Dimensional Weight • With FedEx Ground® and FedEx Home Delivery® Dimensional weight applies when the package is Services, you can ship packages up to 150 lbs; up to relatively light compared with its volume. If the 108" in length, and 165" in length plus girth. dimensional weight exceeds the actual weight, charges Place yellow and black safety heavyweight labels over the based on the dimensional weight will be assessed. To diagonal corners of the package if it weighs more than 75 calculate it: lbs. -

Glass Powder As Polyethylene Filler Janusz W
Research Article iMedPub Journals Polymer Sciences 2016 http://www.imedpub.com ISSN 2471-9935 Vol. 2 No. 2: 8 DOI: 10.4172/2471-9935.100016 Glass Powder as Polyethylene Filler Janusz W. Sikora1, Anna Kliszowska1 and Bjorn Noack2 Abstract 1 Lublin University of Technology, Faculty of Mechanical Engineering, Department The properties of a composite based on a high-density polyethylene Hostalen GD of Polymer Processing; Poland 7255 filled with a 10% addition of a glass powder called Mikrover were studied. The composite was obtained in the process of twin screw extrusion with cold 2 Westsächsische Hochschule Zwickau, pelletizing. The apparatus included a co-rotating twin-screw extruder with the Institut für Produktionstechnik, Germany extruder head equipped with a circular die, as well as a water cooling bath and a pelletizer. The mechanical properties of the composite were studied by producing appropriate specimens in the injection moulding process, at variable cooling times Corresponding author: Janusz W. Sikora of the injection moulded parts and at variable volume rates of polymer composite flow to the injection mould cavity. The basic strength properties were determined by uniaxial tensile testing, and hardness was determined by the Shore method. It [email protected] was found that injection moulding conditions influenced the mechanical properties under study. For example, an increase in cooling time was accompanied by an Lublin University of Technology, Faculty of increase in stress at break. An increase in the volume rate of polymer composite Mechanical Engineering, Department of flow to the injection mould cavity was accompanied by an increase in hardness, Polymer Processing; 36 Nadbystrzycka St; stress at break, tensile strength and strain at break. -
Enhanced Thermal Conductivity of Polyimide Composites with Boron
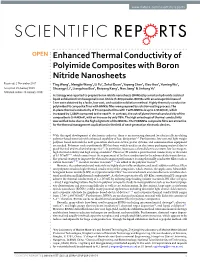
www.nature.com/scientificreports OPEN Enhanced Thermal Conductivity of Polyimide Composites with Boron Nitride Nanosheets Received: 2 November 2017 Ting Wang1, Mengjie Wang1, Li Fu2, Zehui Duan3, Yapeng Chen1, Xiao Hou1, Yuming Wu1, Accepted: 10 January 2018 Shuangyi Li1, Liangchao Guo1, Ruiyang Kang1, Nan Jiang1 & Jinhong Yu1 Published: xx xx xxxx A strategy was reported to prepare boron nitride nanosheets (BNNSs) by a molten hydroxide assisted liquid exfoliation from hexagonal boron nitride (h-BN) powder. BNNSs with an average thickness of 3 nm were obtained by a facile, low-cost, and scalable exfoliation method. Highly thermally conductive polyimide (PI) composite flms with BNNSs fller were prepared by solution-casting process. The in-plane thermal conductivity of PI composite flms with 7 wt% BNNSs is up to 2.95 W/mK, which increased by 1,080% compared to the neat PI. In contrast, the out-of plane thermal conductivity of the composites is 0.44 W/mK, with an increase by only 76%. The high anisotropy of thermal conductivity was verifed to be due to the high alignment of the BNNSs. The PI/BNNSs composite flms are attractive for the thermal management applications in the feld of next-generation electronic devices. With the rapid development of electronics industry, there is an increasing demand for electrically insulating polymer-based materials with enhanced capability of heat dissipation1–5. Furthermore, low cost and light weight polymer-based materials for next-generation electronic device, power systems, and communication equipment are needed. Polymers such as polyimide (PI) has been widely used as an electronic packaging material due to good thermal and mechanical properties6,7. -
New Focus on Peek
NEW FOCUS ON PEEK INTRODUCTION Polyether ether ketone, or PEEK, is a high-performance and highly popular engineered thermoplastic. PEEK is a member of the polyaryletherketone (PAEK) family which includes other familiar semi-crystalline polymers such as polyetherketone (PEK), polyetherketoneketone (PEKK), and polyetherether-ketoneketone (PEEKK). This family of polymers is known for such performance characteristics as excellent mechanical properties and chemical resistance. PAEK family polymers retain these attributes even at high temperatures, and thus their thermal stability has become one of their hallmarks. Although relatively new to the commercial synthetic polymer market (ca. 1978), PEEK has now found its way into such diverse applications as tubing, molded parts ranging from bearings to plates to gears, insulation such as motors parts and coating for wires, to prosthetics and implantables for use within the human body. For performance plastics, PEEK is often compared to fluoropolymers because it shares several high-performing and beneficial features with several of the best-performing fluoropolymers – including a service temperature up to 260 °C (500 °F). PEEK, however, provides more diversity options to attain properties that may be out of reach for some fluoropolymers. Today, PEEK is the most widely commercialized PAEK family polymer, and new uses continue to come to the fore. SYNTHESIS AND STRUCTURE PEEK was first synthesized in 1977 and was industrialized in 1981 [1, 2]. PEEK is produced most immediately from difluorobenzophenone and disodium hydroquinone (Fig. 1). Often viewed in a class with fluoropolymers such as PTFE or PFA, PEEK polymer, however, does not contain fluorine. Initial synthesis of PEEK was difficult due to its insolubility in most organic solvents [2, 3]. -

MPEX® Plastic Filler
V.1.0 GB REV 06-07.2017. Filler Products MPEX® Plastic Filler Technical Datasheet www.mpexdirect.com Marston Business Park | Rudgate | Tockwith | YO26 7QF | United Kingdom t. 01423 358000 | e. [email protected] | w. mpexdirect.com www.mpexdirect.com 1078 LEA V.1.0 GB REV 06-07.2017. Filler Products TDS Colour/Type Dark grey, Matt / Filling and Finishing Polyester Putty Bare steel, aluminum, zinc coated, galvanised steel , sanded glass fiber, Areas of usage: polyester putties, works primers and wood subsrates. Environment: Hazardous waste, Please check local requirements and SMDS Packaging: 250g / 400g PPE: Avoid skin contact, Do not inhale vapours. Refer to MSDS Storage: Min/Max temp –10 / +20 Surface prep: Sand, flatten and degrease surfaces Equipment needed: Coarse and finishing sand paper Tests: ISO9001. (For further information contact Leading Solvent Supplies Ltd) Hardening: 20 - 22 minutes at 20oC Origin/Manufacture: Leading Solvent Supplies Ltd www.mpexdirect.com Marston Business Park | Rudgate | Tockwith | YO26 7QF | United Kingdom t. 01423 358000 | e. [email protected] | w. mpexdirect.com www.mpexdirect.com 1078 LEA V.1.0 GB REV 06-07.2017. Filler Products Application Process Mixing ratio by weight Putty 100 parts Hardener 2 parts Stir thoroughly until achieving homogenous paste. Be careful not to create air inclusions. Layer thickness Putty can be applied in several thin coats. After each of them the product should dry through. Sand the coating before application of next coat. Pot life is 3 - 4 minutes at 20oC Hardening time 20 - 22 minutes at 20°C. Temperature below 20°C significantly increases the hardening time.