ASQ Section 1525 Workshop Process Capability Using Minitab
ENTER DATA Copy and Paste pipe data from morning session into columns C20 to C25. Note that you can only include one row of text labels in the tan header rows. If you have copy and pasted correctly, columns C20, C22, C23, C24 and C25 will be formatted as numerical data. Column C21 will automatically be formatted as date data.
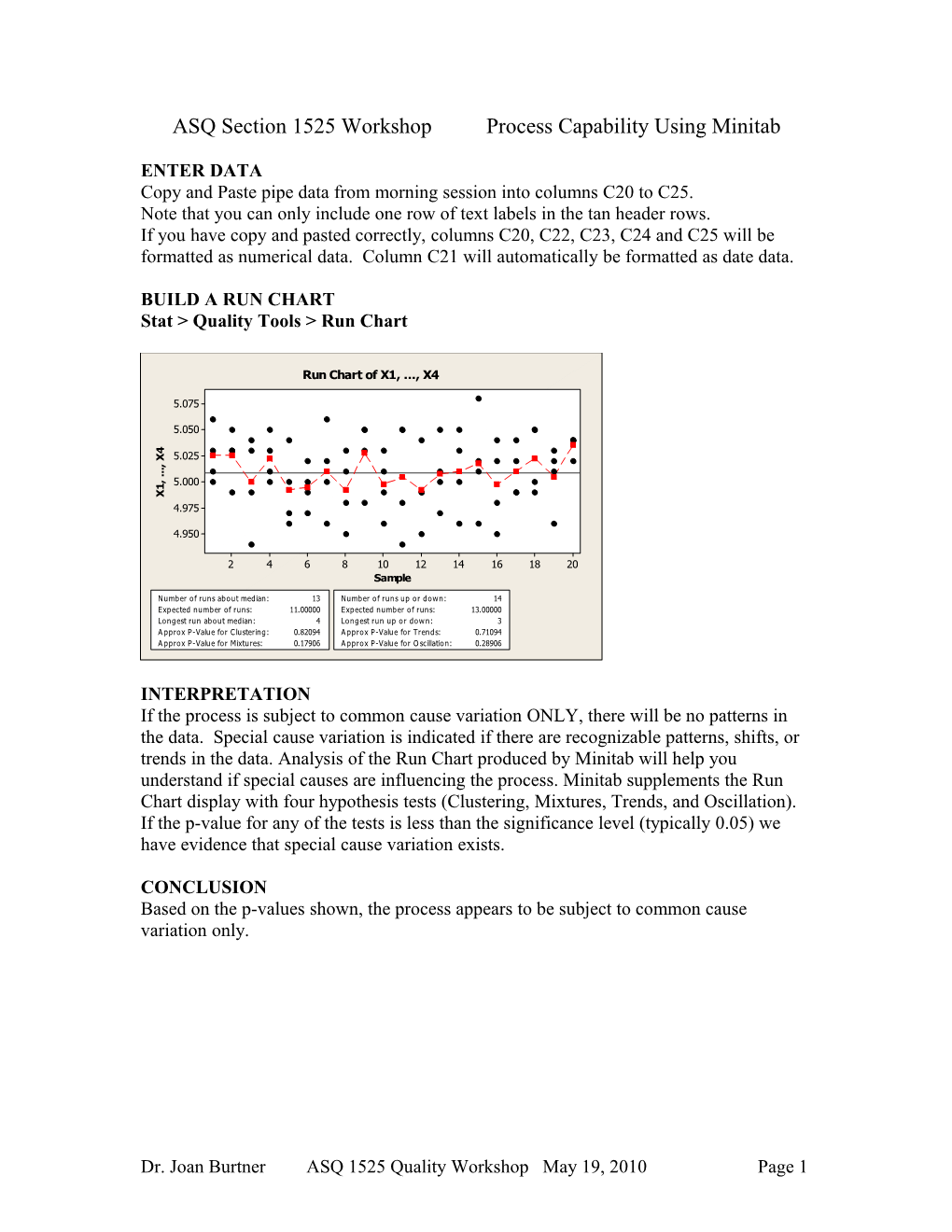
BUILD A RUN CHART Stat > Quality Tools > Run Chart
Run Chart of X1, ..., X4
5.075
5.050 4
X 5.025
, . . .
, 5.000 1 X 4.975
4.950
2 4 6 8 10 12 14 16 18 20 Sample
Number of runs about median: 13 Number of runs up or dow n: 14 Expected number of runs: 11.00000 Expected number of runs: 13.00000 Longest run about median: 4 Longest run up or dow n: 3 A pprox P-Value for C lustering: 0.82094 A pprox P-Value for Trends: 0.71094 A pprox P-Value for Mixtures: 0.17906 A pprox P-Value for O scillation: 0.28906
INTERPRETATION If the process is subject to common cause variation ONLY, there will be no patterns in the data. Special cause variation is indicated if there are recognizable patterns, shifts, or trends in the data. Analysis of the Run Chart produced by Minitab will help you understand if special causes are influencing the process. Minitab supplements the Run Chart display with four hypothesis tests (Clustering, Mixtures, Trends, and Oscillation). If the p-value for any of the tests is less than the significance level (typically 0.05) we have evidence that special cause variation exists.
CONCLUSION Based on the p-values shown, the process appears to be subject to common cause variation only.
Dr. Joan Burtner ASQ 1525 Quality Workshop May 19, 2010 Page 1 ***** BUILD A TRIAL CONTROL CHART Stat > Control Charts > Variables Charts for Subgroups > Xbar-R
For this example, the observations for a subgroup are in a row of columns
Before we execute the command, we want to tell Minitab which tests to run. We could select specific tests or we could choose the option to perform all of the tests.
Dr. Joan Burtner ASQ 1525 Quality Workshop May 19, 2010 Page 2
Dr. Joan Burtner ASQ 1525 Quality Workshop May 19, 2010 Page 3 INTERPRETATION
If the process is subject to common cause variation ONLY, there will be no violations of the tests. Special cause variation is indicated if the data fail one or more tests. Minitab will place red numbers on the chart to show which points violated which tests. Minitab will also explain the violation in the Session Window. Based on the Xbar-R Chart produced by Minitab, we have evidence that no special cause variation exists.
CONCLUSION
Since no tests were violated, we can use these control limits to monitor our process on the shop floor. We conclude that the process is in-control.
Dr. Joan Burtner ASQ 1525 Quality Workshop May 19, 2010 Page 4 EXECUTE A PROCESS CAPABILITY ANALYSIS
Stat > Quality Tools > Capability Analysis > Normal
We can use Minitab’s Capability Analysis (Normal) to produce a process capability report when our data are from a normal distribution. Minitab also gives us the option to transform the data to follow normal distribution using Box-Cox transformation. The report can be used to visually assess whether the data are normally distributed, whether the process is centered on the target, and whether it is capable of consistently meeting the process specifications.
A model that assumes the data are from a normal distribution suits most process data. If your data are very skewed, see the discussion of nonnormal data..
Dialog box items
Data are arranged as
Subgroups across rows of: Choose if subgroups are arranged in rows across several columns. Enter the columns. For our data, C22 C23 C24 C25
Lower spec: Enter the lower specification limit. For our data enter 4.85.
Upper spec: Enter the upper specification limit. For our data enter 5.15.
Select OK
Process Capability Sixpack of X1, ..., X4
Xbar Chart Capability Histogram UCL=5.0619 LSL USL 5.05
n Specifications a e _ LSL 4.85
M _
e X=5.0095 USL 5.15 l
p 5.00 m a S LCL=4.9571 4.95 1 3 5 7 9 11 13 15 17 19 4.88 4.92 4.96 5.00 5.04 5.08 5.12
R Chart Normal Prob Plot A D: 0.992, P: 0.012 0.16 UCL=0.1642 e g n a R
_
e 0.08 l R=0.0720 p m a S 0.00 LCL=0 1 3 5 7 9 11 13 15 17 19 4.9 5.0 5.1
Last 20 Subgroups Capability Plot Within Within O v erall 5.05 StDev 0.0349664 StDev 0.0331332 s e
u C p 1.43 Pp 1.51 l O v erall a 5.00
V C pk 1.34 Ppk 1.41 C pm * 4.95 Specs 5 10 15 20 Sample
Dr. Joan Burtner ASQ 1525 Quality Workshop May 19, 2010 Page 5 Dr. Joan Burtner ASQ 1525 Quality Workshop May 19, 2010 Page 6 INTERPRET THE RESULTS
Left Side Graphs
R Chart: No out of control points. Centerline, Upper Control Limit(UCL), and Lower Control Limit(LCL) values as shown.
Xbar Chart: No out of control points. Centerline, Upper Control Limit(UCL), and Lower Control Limit(LCL) values as shown.
Conclusion: The process is in control.
Right Side Graphs
Capability Histogram: The figure shows the hypothesized normal distribution curve based on the mean and the standard deviation of the data points entered. The bar graph shows a histogram based on the data points entered. The dashed lines indicate the location of the specified USL and LSL.
Normal Probability Plot: The Anderson-Darling hypothesis test for normality is based on the null hypothesis that the data are normally distributed. Assuming a significance level of 0.05, the AD statistic and the corresponding p-value indicate we should reject the null hypothesis.
Conclusion: The data are not normally distributed.
Further Analysis: 1)We may take the position that the procedure is “fairly robust to slight deviations from normality” and continue our analysis. Many practitioners would make this claim.
The Cp of 1.43 indicates that the process is capable. The Cpk of 1.34 indicates that the process is capable and centered near the nominal.
Further Analysis: 2)We may want to use Minitab to conduct the analysis without assuming the data are normally distributed.
Stat > Quality Tools > Capability Analysis > Non normal
(Johnson Transformation option)
Dr. Joan Burtner ASQ 1525 Quality Workshop May 19, 2010 Page 7 time we will select a Weibull transformation. we a Weibull select will time option. analysisnon-normal This capability usingthe another to mayconduct want 3)We Pp transformed the forthe orPpk data. calculate did Minitab not However, successful. was the p-value that transformation The of0.131suggests data. transformed Test oftheDarlingon the shows Anderson Normality the side ofsixpack results Right control. the isin process side indicates Left Dr. Joan Burtner Joan Dr. management effort---they and engineering younothing.” tell 373of Page about and Pp Ppk. thestatement process following makes statistical control and ofdesign theofexperiments author area respected in a very well Montgomery, Douglas that isnoCporCpkcalculation. there Note Sample Range Values Sample Range Sample Mean Values Sample Mean 0 2 5 - 4 5 5 0 0 0 4 5 5 - . . . 5 0 2 0 2 3 0 3 0 ...... 9 0 0 0 0 1 9 0 0 5 0 5 0 8 6 5 0 5 1 1 1 1 3 3 3 3 5 5 5 5 5 5 7 7 L L 7 7 Introduction to Statistical Process Control Introduction to Statistical a a s s t t X X P P - 2 2 9 9 9 9 b b R R 0 J 0 r 0 r S a a o S . 1 a 1 C C r o a r o 6 0 h 0 S S m m
h h C C 1 u c u n c 1 1 p 1 1 p a a b 1 1 h l b 1 1 h 0 s l e e e r e r g a g a o t t s + s r r r r n o t o t s s 1 1 1 1 u u 1 3 3 T 3 3
p p . C C r 3 s s a a 7 a ASQ 1525 Quality Workshop May 19,2010 ASQ Workshop 1525Quality n 1 1 1 1 1 1 0 5 5 5 p p 5 5 5 s
f a * a o
b b r 1 1 L 1 1 m 7 7 i o i 7 7 l l g a i i ( t t t 1 1 i y y o 9 9 1 1 ( 9 9
n
2 X S S 0 2 0 w i - i L R _ U L X _ _ U x x i C C = C = C L R _ U L X _ _ U 4 t C C L L = = L L C C h 0 5 p p L L = = . = = 2 L 0 L . . = = 0 0 = = 8 . . 0 4 0 5 a 0 4 - 0 a 7 0 S 5 1 . 1 . . 7 4 9 2 9 9 1 0 . . . 0 6 6 8 0 5 5 c 7 B c 6 6 4 3 4 7 5 4 1 4 5 1 k 3 k
2 9 D )
i o o / s
- t f L f P P S L 5 ( P P S S r S p p c o .
L 0 i p p c h k a c 5 b X 4 X a - k a l a 4 . e 2 l 8 t . u p O . e 8 i 1 1 0 C o e C 8 t v n 8 i a O a , , o e 4 - p 6 . v 1 p 5 1 r 9 n . a . e a . 7 2 a r . 0 l .
- 0 1 4 l b a b T T . 2 4 . 0 l . . . - i l . . i , 9 2 5 7 , 2 X 9 l 0 r 0 l y 1 i . 4 4 3 9 6 4 i a 5 t . t p X X 1 6 N W A y n y ) 3 1 5 e C o
2 8 D . s A 4 e 4 0 H 5 9 H ) 4 r a f D 1 0 : i * * 8 6 . o m 9 b i : p i 0 s
5 s r u 0 a . . t a t 0 m . 7 l o 5 b o 4 l l 7 7 2
g i e g 5 P 9 P l 5 r , i d 0 r , .
r t r 0 a . P a 0 y P 8 o o : C m m : b 3 b 0 P 5 a . 0
O . 1 1 p P S l P . 3 o 2 0 v a 1 p O l l U t 4 S o 5 o e S 4 e . 2 L v P p t 0 t r c e a e l s o r l c S l a t 2 s S U L p . l 5 p S l e “ S e L c c L i i f f i i c c 5 4 a a . . t t 1 8 i i They are awasteThey are of o o 5 5 5 n n . s 1 s Page 8
However, the process performance indices Pp and Ppk are recommended by the Automotive Industry Action Group when the process is not in control. Even though this violates the Statistical Process Control philosophy, your quality assurance program may require these calculations. *** One of the benefits and costs of a program as versatile as Minitab is that you have many options. Suppose we chose to conduct the capability Sixpack function based on the range as an estimate of variation. Here are the results from Minitab for the same data set.
Process Capability Sixpack of X1, ..., X4 Xbar Chart Capability Histogram LSL USL UCL=5.0641
n 5.05 Specifications a e 7 7 _ LSL 4.85 M _ 7
e USL 5.15
l X=5.0095
p 5.00 7 7 m a S 4.95 LCL=4.9549 1 3 5 7 9 11 13 15 17 19 4.88 4.92 4.96 5.00 5.04 5.08 5.12
R Chart Normal Prob Plot A D: 0.992, P: 0.012 0.16 UCL=0.1711 e g n a R
_ e l 0.08 R=0.075 p m a S 0.00 LCL=0 1 3 5 7 9 11 13 15 17 19 4.9 5.0 5.1
Last 20 Subgroups Capability Plot Within Within O v erall 5.05 StDev 0.0364254 StDev 0.0331332 s e
u C p 1.37 Pp 1.51 l
a 5.00 O v erall
V C pk 1.29 Ppk 1.41 C pm * 4.95 Specs 5 10 15 20 Sample The control limits and capability index values are slightly different. Most importantly, however, is the fact that the left side graphs indicate the process is not in-control. It is incorrect to calculate Cp and Cpk values for a process that is not in-control.
How do the capability values change when the process is not centered? Let’s try 4.95 for lower specification limit and 5.15 for the upper specification limit.
Process Capability Sixpack of X1, ..., X4 Xbar Chart Capability Histogram LSL USL UCL=5.0619 5.05 n Specifications a e _ LSL 4.95
M _
e X=5.0095 USL 5.15 l
p 5.00 m a S LCL=4.9571 4.95 1 3 5 7 9 11 13 15 17 19 4.95 4.98 5.01 5.04 5.07 5.10 5.13
R Chart Normal Prob Plot A D: 0.992, P: 0.012 0.16 UCL=0.1642 e g n a R
_
e 0.08 l R=0.0720 p m a S 0.00 LCL=0 1 3 5 7 9 11 13 15 17 19 4.9 5.0 5.1
Last 20 Subgroups Capability Plot Within Within O v erall 5.05 StDev 0.0349664 StDev 0.0331332 s e
u C p 0.95 Pp 1.01 l
a 5.00 O v erall
V C pk 0.57 Ppk 0.6 C pm * 4.95 Specs 5 10 15 20 Sample
Is the process in control? Are the data somewhat normally distributed? Is the process capable?
Dr. Joan Burtner ASQ 1525 Quality Workshop May 19, 2010 Page 9