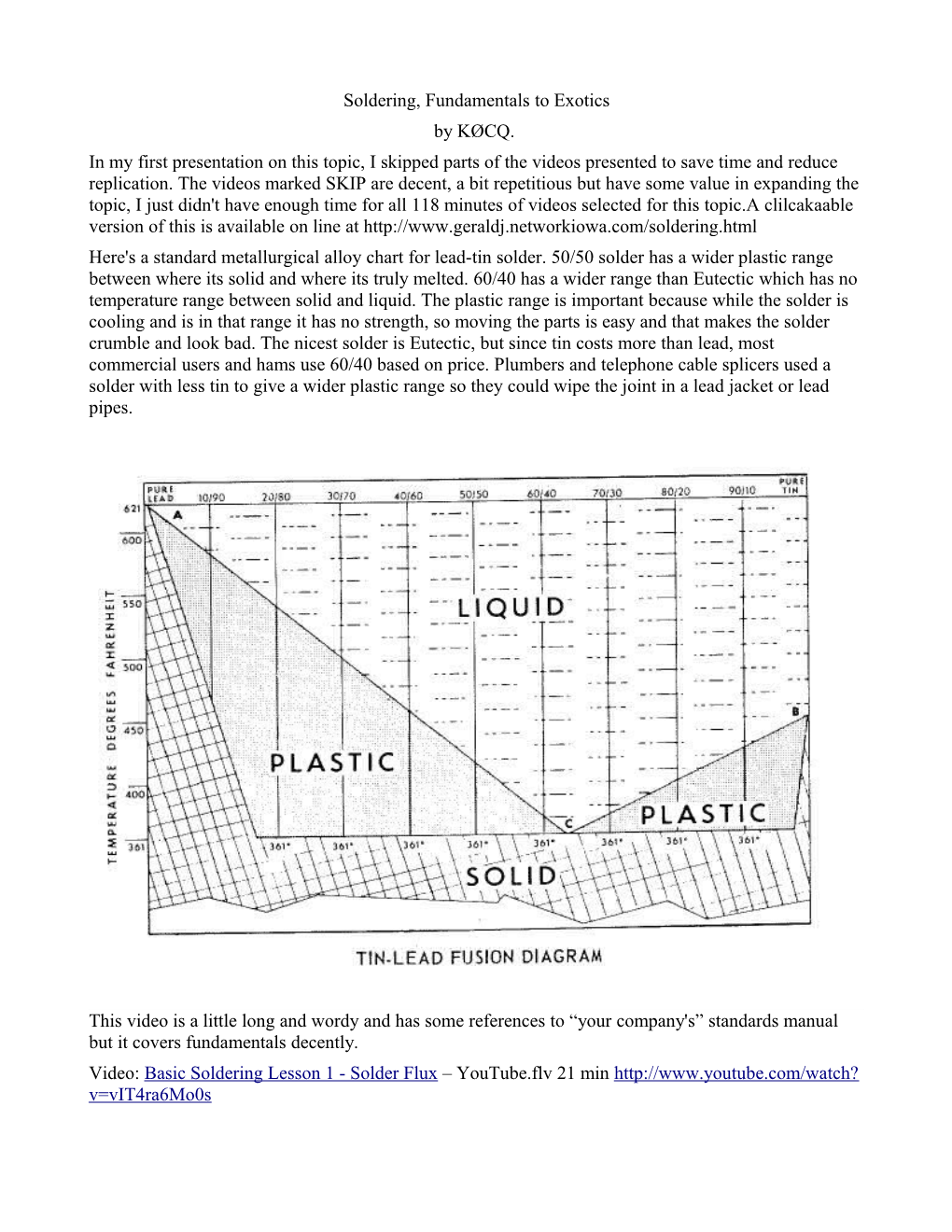
Soldering, Fundamentals to Exotics by KØCQ. In my first presentation on this topic, I skipped parts of the videos presented to save time and reduce replication. The videos marked SKIP are decent, a bit repetitious but have some value in expanding the topic, I just didn't have enough time for all 118 minutes of videos selected for this topic.A clilcakaable version of this is available on line at http://www.geraldj.networkiowa.com/soldering.html Here's a standard metallurgical alloy chart for lead-tin solder. 50/50 solder has a wider plastic range between where its solid and where its truly melted. 60/40 has a wider range than Eutectic which has no temperature range between solid and liquid. The plastic range is important because while the solder is cooling and is in that range it has no strength, so moving the parts is easy and that makes the solder crumble and look bad. The nicest solder is Eutectic, but since tin costs more than lead, most commercial users and hams use 60/40 based on price. Plumbers and telephone cable splicers used a solder with less tin to give a wider plastic range so they could wipe the joint in a lead jacket or lead pipes.
This video is a little long and wordy and has some references to “your company's” standards manual but it covers fundamentals decently. Video: Basic Soldering Lesson 1 - Solder Flux – YouTube.flv 21 min http://www.youtube.com/watch? v=vIT4ra6Mo0s 1 Video: How to Do It Basic Soldering – YouTube.flv 4:40 How not to. http://www.youtube.com/watch? v=BLfXXRfRIzY Tools. I prefer the Weller W60P, probably should be the W60P3 to be grounded for circuit board work and the W100P for vacuum tubes and power amplifiers.
I've not had great longevity with Ungar or Wen products. These Weller are temperature controlled and have enough heat capacity to do consistently good work. Here's a mixed module that I built last August: 2 A topic that's been argued for a long time is mechanical connection before soldering vs lay the wires together and stick them together with solder. Here's what Heathkit had to say more than 50 years ago.
Collins was much more specific. Simple wrapping wasn't sufficient for them. Direction and amount of wrap was critical. Trouble occasionally was that many wires were wrapped to a terminal and solder didn't soak all the way down and after a couple decades the connection has gone intermittant.
Then Tektronix shook up the electronics world with no mechanical connections at all. Just ceramic strips with U grooves. Lay the wire in the groove and solder it down. Lay the next one down and solder it. 3
Now nothing surface mount has any mechanical strength without solder. Compare the size of a 0805 capacitor to a typical terminal lug from yesterday. 4 And then compare the relative size and leverage of this paper capacitor and that 0805 capacitor. Granted there is much more electric energy storage in the paper capacitor but it weighs about 0.9 ounce while 100 of the 0805 and their package plus a package of desiccant weighs less than 0.1 ounce. Based on some tape and reel package weights, I've computed that the 0805 part weighs about 6.5 milligrams, while the Vitamin Q capacitor in this picture weighs 0.9 oz or 34 grams, a ratio of about 5200 yet the solder area on the SMT part is greater than on the wire lead if its not made mechanically solid before soldering. Tektronix soldered bigger capacitors without mechanical solidity. On to throughhole board soldering. Video: How and WHY to Solder Correctly – YouTube.flv 6:45 SKIP http://www.youtube.com/watch? v=vIT4ra6Mo0s Surface mount takes extra care because of the small parts that are easily lost. Working over a carpet means you better buy ten times the number parts you plan to solder. Tweezers are absolutely necessary but they are also very adept at launching parts. It probably is a good idea to include sideboards and a backboard on the SMT assembly work bench, like used by watchmakers for the last couple centuries. It is a good idea to have a solid colored work surface that is very smooth and also heat resistant, like Formica. I built such a bench last year, but so far haven't done any surface mount assembly on it.
5 Video: SMT soldering HQ – YouTube.flv 8:52 http://www.youtube.com/watch?v=BLfXXRfRIzY That's all there is to soldering ordinary SMT. Packages with many tiny leads sticking out can be mass soldered fairly well if you don't go to the hot plate and hot air gun with soldering paste. This soldering paste is not the stuff plumbers use that has only flux, this is a mix of solder ground to a powder mixed with flux. Costs $15 to $25 an ounce and has a limited shelf life because the flux seems to oxidize the solder particles and it gets hard to work. Or maybe its that the flux evaporates from the closed container. Or just a solvent. Ordinary wire solder runs $20 a pound these days. And a pound will last decades. Video: Professional SMT Soldering Hand Soldering Techniques - Surface Mount – YouTube.flv 3:18 SKIP http://www.youtube.com/watch?v=5uiroWBkdFY
QFN parts with no exposed leads are the latest fad in SMT. They are hard to hand solder, but the makers all say just use a standard reflow oven process. Which is great for production, and can be expensive for one of projects. Though there have been toaster ovens made into computer controlled reflow ovens. I won't go into those, there are many web pages about that. And its a great technique for small quantity production. This is an official method where the mask allows applying a precisely thin layer to all the pads. Just that it costs to get the mask. Video: QFN IC Prototyping [1 of 2] - Solder Paste and Chip Placement – YouTube.flv 1:24 http://www.youtube.com/watch?v=EqJN1CTCOQs And what reflow looks like in a toaster oven: Video: QFN IC Prototyping [2 of 2] - Reflow – YouTube.flv :28 http://www.youtube.com/watch?v=3p1JtBvQl98
This next technique depends on the board having been laid out so that the solder pad for each QFN pad extends beyond the chip so you can use the PC board trace to heat the pad on the part. Won't work as such for soldering the center pad, often ground and heatsink needing good soldering. Video: How to Solder QFN MLF chips Using Hot Air without Solder Paste and Stencils – YouTube.flv 7:22 http://www.youtube.com/watch?v=c_Qt5CtUlqY This one should have better success preparing the QFN without using solder paste. Video: PREPARING A QFN LGA LEADLESS DEVICE FOR SURFACE MOUNT REFLOW – YouTube.flv 2:05 SKIP http://www.youtube.com/watch?v=wB5T2-Furmk This one uses a bigger soldering iron on the bottom side as a concentrated hot plate: Video: QFN reflow without hot air – YouTube.flv 3:45 SKIP http://www.youtube.com/watch?v=d-f-SBC0GrU
6 Then for real prototypes without making a customized board there's Dead Bug with QFN: Video: EEVblog #181 - Dead Bug Prototype Soldering – YouTube.flv 11:25 http://www.youtube.com/watch?v=q53uPn1mKc0 Enough of QFN, how about Coax? Here's almost the official method by Scott Robins, used to be customer manager at TenTec, now owns Vibroplex. The official method in the Amphenol catalog requires the center conductor insulation to be 1/16” longer than the braid. Video: PL-259 Installation Made Easy for RG213 – YouTube.flv 6:15 http://www.youtube.com/watch? v=n1nabA6yMoI An alternative method, that could be more reliable. Tinning the braid before cutting ensures it doesn't flare out at the cut to interfer with screwing into the PL-259. Look for how it flared at the open end of the braid while tinning. During this video Dave, KIØQ, astutely observed that cleaning the cut face of the coax after the mototool abrasive cut would improve the longevity of the connector application. Video: PL-259 Connector Installation - Part 1 – YouTube.flv 14:00 http://www.youtube.com/watch? v=_jlPcBVg45E The official method for small coaxes. By Scott Robins. Video: PL-259 Installation Made Easy for RG8X – YouTube.flv 7:00 http://www.youtube.com/watch? v=PzXXjzmA-IE And an alternative: Video: PL-259 Connector Installation - Part 2 – YouTube.flv 6:45 http://www.youtube.com/watch? v=agkP9YMR3Kc I usually just flare the braid in a disk at the end of the adapter and solder to the end of the adapter not all the way back like he did. Can't say his is bad, just I think is more work than necessary. An aerosol can of freeze mist or dry air should be as good for cooling as the air compressor. The there's the K3LR scheme mentioned in QST recently: Video: Contest University Italy 09 - K3LR Trial – YouTube.flv 5:42 http://www.youtube.com/watch? v=PfI_fanRCq4 Edited January 13, 2013 by KDØFHS and KØCQ Coinverted to .doc May 21, 2013 by KØCQ 73, Jerry, KØCQ
7