Page 1 of 2 June 2017 MARKET SURVEY TECHNICAL NOTE
Automation of the Fabrication of ITER First Wall Panels
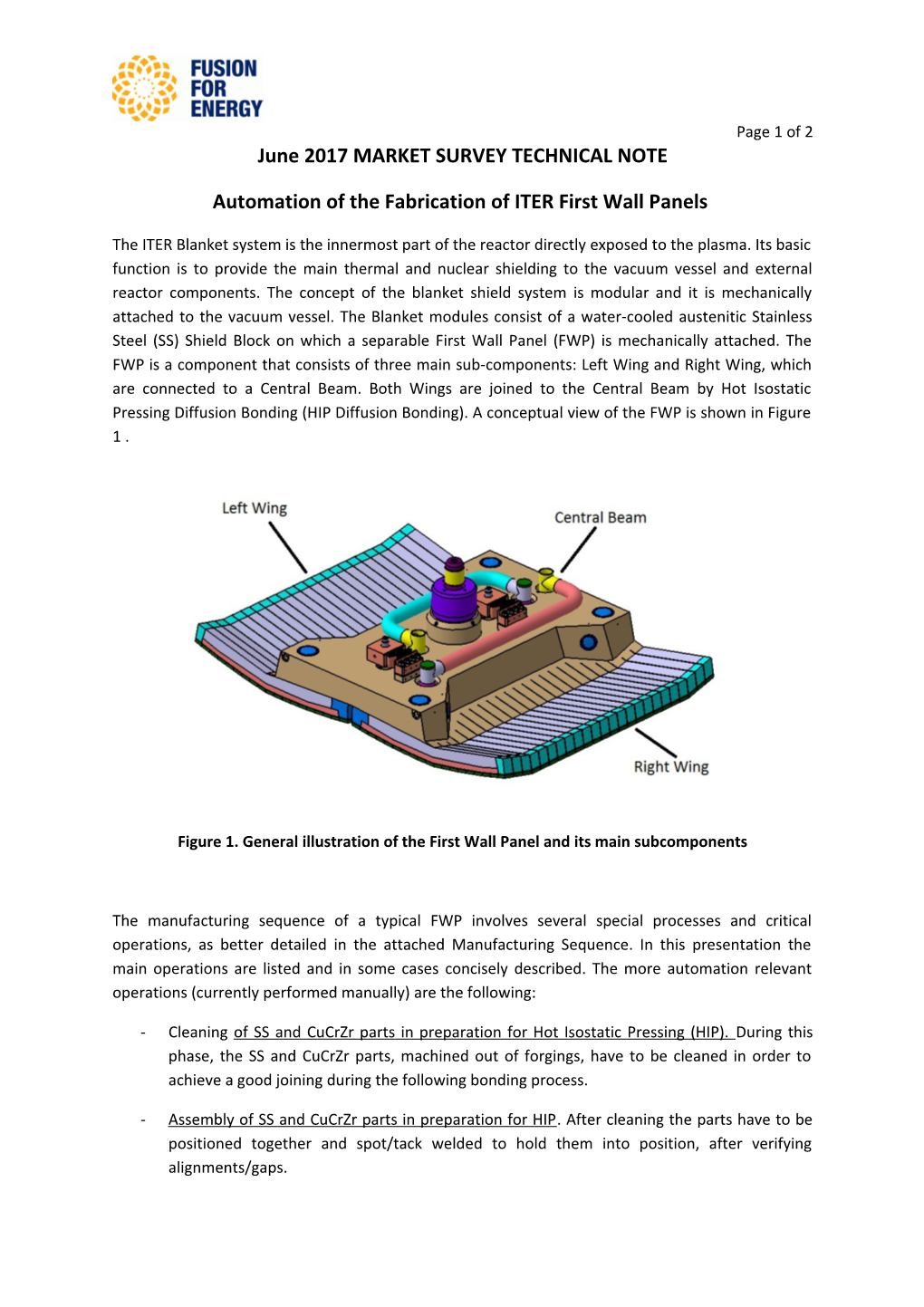
The ITER Blanket system is the innermost part of the reactor directly exposed to the plasma. Its basic function is to provide the main thermal and nuclear shielding to the vacuum vessel and external reactor components. The concept of the blanket shield system is modular and it is mechanically attached to the vacuum vessel. The Blanket modules consist of a water-cooled austenitic Stainless Steel (SS) Shield Block on which a separable First Wall Panel (FWP) is mechanically attached. The FWP is a component that consists of three main sub-components: Left Wing and Right Wing, which are connected to a Central Beam. Both Wings are joined to the Central Beam by Hot Isostatic Pressing Diffusion Bonding (HIP Diffusion Bonding). A conceptual view of the FWP is shown in Figure 1 .
Figure 1. General illustration of the First Wall Panel and its main subcomponents
The manufacturing sequence of a typical FWP involves several special processes and critical operations, as better detailed in the attached Manufacturing Sequence. In this presentation the main operations are listed and in some cases concisely described. The more automation relevant operations (currently performed manually) are the following:
- Cleaning of SS and CuCrZr parts in preparation for Hot Isostatic Pressing (HIP). During this phase, the SS and CuCrZr parts, machined out of forgings, have to be cleaned in order to achieve a good joining during the following bonding process.
- Assembly of SS and CuCrZr parts in preparation for HIP. After cleaning the parts have to be positioned together and spot/tack welded to hold them into position, after verifying alignments/gaps.
Page 2 of 2 - Seal weld of the HIP assembly boundaries. This phase includes the welding (TIG, Electron Beam &/or Laser) operations needed to seal the assembly in preparation for HIP. The parts to be welded can be both thin plates (e.g. 1-2 mm thickness) and more massive parts made of SS.
- Positioning of Be tiles on the surface of the panel. Each panel features on the surface facing the plasma Be tiles with typical dimensions 36 x 42 mm2 and thickness of 10 mm. Panels have on average 800 of these tiles.
- Final welding/assembly operations. In this phase the inlet/outlet pipes will have to be welded on the panel. Some accessories (e.g. pads, central bolt, and electrical straps) will have to be installed on the panel.
The set of 215 panels Fusion for Energy will have to produce for the ITER Blanket System is divided into 13 Major Variants (Significant differences among the panels, in terms of both dimensions and shape) and 18 minor variants (minor differences with respect to the corresponding major variant, such as an additional hole, hole in a different position, slightly different dimensions etc.). This results in small series of completely identical panels with quantities which vary from 12 to 35 panels. The minor variants are generally much less populated (1 to 3 panels), but they are generally very similar to the parent major variant. Details of the composition of the variants are reported in the embedded list of variants below (one Excel page).