Yamaha Guitar Information
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Artists and Yamaha
Artists and Yamaha CONTENTS Turning The Artist’s Imagination INTRO CONTENTS 1 ELECTRIC BASSES OTHERS YAMAHA GUITAR DEVELOPMENT 3 RBX4A2/4A2M/5A2 22 GIGMAKER 39 YASH (YAMAHA ARTIST SERVICES HOLLYWOOD) 3 BB INTRO 23 ACCESSORIES/AMP 40 YMC (YAMAHA MUSIC CRAFT) 4 Into Tomorrow’s Music. BB2024/2024X/2025/2025X 25 YAMAHA ARTISTS 41 ELECTRIC GUITARS BB1024/1024X/1025/1025X 27 For over 60 years, we’ve been committed to improving the quality, sound, playability, durability, and design of our instruments. Feedback SG INTRO 5 BB424/424X/425/425X 29 from our valued customers and the professional musicians that use our instruments has always played an instrumental role in our passion SG FEATURES 7 ATTITUDE LTD3 31 for constant improvement. Because we believe that instruments are the tools musicians use to create music, our strive to create the ideal SG1820 9 BB714BS 32 instrument for the player is never ending. SG1820A/1802 11 BBNE2 33 Professional musicians are the most critical when it comes to requests and requirements, and we focus a great deal of time and effort bringing CV820WB 13 TRBJPII 34 their ideas to life. Our purpose is to turn what exists only in their imagination, into something they can hold and use in their hands—fi nding PAC1511MS 14 TRB1006J/1005L/1004J 35 the right type of tone, the perfect attack, or a neck that fi ts better in the hand. PAC212VFM/VQM/112V 15 RBX374/375/270J/170 37 The evolution of Yamaha guitars has always been closely related to our long-standing relationships with the musicians that use them. -

Felder Competition Winners
Feature: Felder furniture making competition The Final Five in the Felder UK HQ FAR LEFT: Tony Wood showroom, behind the first prize of the with his wine table coveted A3-26 planer/thicknesser MIDDLE: Nathan Millar with his winning walnut Felder cabinet on stand LEFT: Patrick Walsh competition with his hall unit winners unveiling excellence After six long months, we finally unveil the five Felder competition finalists and Josh Milton kneels beside his ’Tilt Lounger’ Jamie Lake beside his ‘Wall of Heroes’ show you their fantastic pieces, before revealing the three overall winners for his wonderful wine table in American white multiplex; and for Nathan the nifty A3-26 oak; second place was given to Josh Milton for planer/thicknesser with Silent-Power spiral his ingenious ‘Tilt Lounger’; and finally, first place cutterblock. To say he looked pleased with his was awarded to the very well deserving Nathan prize was an understatement and it was great to s many of you will know, we task of having to choose our Final Five, each to receive so many excited emails in response, that this would be a worthwhile experience for Millar for his walnut and stone cabinet on stand, hear him say how he couldn’t wait to get it back have been running the Felder 60th of whom would be invited to a special judging and one of the finalists, Patrick Walsh, was even all. The next task was for myself, John and Peter which had people talking as soon as he brought to his workshop. He’s promised that he’ll keep anniversary competition in both ceremony held at Felder UK’s Milton Keynes HQ. -

Overview Guitar Models
14.04.2011 HOHNER - HISTORICAL GUITAR MODELS page 1 [54] Image Category Model Name Year from-to Description former retail price Musima Resonata classical; beginners guitar; mahogany back and sides Acoustic 129 (730) ca. 1988 140 DM (1990) with celluloid binding; 19 frets Acoustic A EAGLE 2004 Top Wood: Spruce - Finish : Natural - Guitar Hardware: Grover Tuners BR CLASSIC CITY Acoustic 1999 Fingerboard: Rosewood - Pickup Configuration: H-H (BATON ROUGE) electro-acoustic; solid spruce top; striped ebony back and sides; maple w/ abalone binding; mahogany neck; solid ebony fingerboard and Acoustic CE 800 E 2007 bridge; Gold Grover 3-in-line tuners; shadow P7 pickup, 3-band EQ; single cutaway; colour: natural electro-acoustic; solid spruce top; striped ebony back and sides; maple Acoustic CE 800 S 2007 w/ abalone binding; mahogany neck; solid ebony fingerboard and bridge; Gold Grover 3-in-line tuners; single cutaway; colour: natural dreadnought western guitar; Gruhn design; 20 nickel silver frets; rosewood veneer on headstock; mahogany back and sides; spruce top, Acoustic D 1 ca. 1991 950 DM (1992) scalloped bracings; mahogany neck with rosewood fingerboard; satin finish; Gotoh die-cast machine heads dreadnought western guitar; Gruhn design; rosewood back and sides; spruce top, scalloped bracings; mahogany neck with rosewood Acoustic D 2 ca. 1991 1100 DM (1992) fingerboard; 20 nickel silver frets; rosewood veneer on headstock; satin finish; Gotoh die-cast machine heads Top Wood: Sitka Spruce - Back: Rosewood - Sides: Rosewood - Guitar Acoustic -

Acoustic Guitar Buying Guide
Acoustic Guitar Buying Guide A Starter’s Guide to Buying an Acoustic Guitar Shopping for an acoustic guitar can be an overwhelming experience. Because guitar makers use a wide range of woods, hardware, and design elements, there are many factors to consider. Specifically, there are four primary areas you will want to consider and/or know about before you start shopping. Table of Contents Purpose and Budget - How are you going to use your guitar, and how much will you spend? Construction and Design - Learn the basics before you shop. Styles and Sound - Understand how different features affect the sound of the guitar. Acoustic Guitar Variants - 12-string acoustics and alternate body shapes Don't Forget Personal Preference Glossary Purpose and Budget Before you think about brand names or body styles, consider what you are going to use the guitar for, and how much money you have to spend on one. Skill Level - Amateur or Advanced If you are a new player who is looking for an instrument to learn on, you may not want to spend too much on a high-end acoustic guitar just yet. Thanks to modern manufacturing techniques, there is a wide selection of good, low- to mid-range acoustic guitars to choose from. But maybe you are an experienced player who is ready to upgrade to a better guitar. In that case, it is important to know the difference between tonewoods, and how the soundboard effects resonance. Purpose - Acoustic-Electrics Expand Your Options Will you be playing with a band, or taking your guitar to public events such as open mic nights? If so, you may want to consider an acoustic-electric guitar. -
2019 Custom Guitar
2019 FENDER CUSTOM GUITAR CUSTOMDESIGN SHOP GUIDE | 2019 CUSTOM GUITAR DESIGN GUIDE '62 Strat® Heavy Relic,2018 Aged '50s Shoreline Jazzmaster Gold,® PN#Faded 9216088727, Daphne Blue, Built PN# by 9235000535 Jason Smith CUSTOM SHOP CUSTOM SHOP CUSTOM ® ® FENDER FENDER FOREWORD A Fender Custom Shop instrument is extraordinary. You know it knowledge and skill into every instrument they build. It’s no when you play one—it’s definitely more than the sum of its parts. ordinary place, and the creations that come from it are no It’s filled with intangible, electrifying elements that add a new ordinary instruments. Welcome to the Fender Custom Shop. dimension to your playing experience. It’s as if the instrument itself is imbued with history, alive with the spirit of the place For players who wish to create a completely custom where it was built and the devotion of those who crafted it. instrument—anything from a humbucking pickup-equipped banjo to a custom-engraved aluminum-bodied Strat®—we The Custom Shop is home to Fender’s most skilled and talented offer Masterbuilt, a singular experience working one-on- builders. It’s a bustling, noisy and creatively volcanic place one with one of our Master Builders. Custom-Built is for those that re-earns its nickname—the Dream Factory—every day. prefer to start with one of our time-honored models and Custom Shop builders are completely dedicated to their personalize the specifications to meet your specific needs. Use art—part craftsman, part artist, part music fan and, more this guide to design your very own Masterbuilt or Custom- often than not, part mad scientist. -

The BEST $500 VIOLIN
Serving All Levels Of Players The SHAR Connection Just Starting A Global Network Have questions about instruments? SHAR’s purchasing agents are string players, and they Only Musicians Answer the phone at travel the globe to work directly with our partner SHAR 800.248.7427 workshops. For nearly 50 years we have established longstanding relationships with the world’s leading makers and workshops in America, Europe, and Asia. How can I tell the quality of my student violin? Of course, a violin must sound good in order to From the wood selection to the acoustic models motivate your young student. But a high quality used, from the neck shapes to the various varnish instrument must also have easy-turning pegs that stay properties, our purchasing agents work with our in tune. The bridge, fingerboard, nut and soundpost partners to ensure that every detail is crafted to our must be carefully shaped and fit so that the violin is specifications. Our world-wide logistics network also easy to play and feels good to the hand. guarantees that our instruments and bows arrive here in Ann Arbor in ideal, safe condition. What makes one violin more expensive than another? The two biggest factors are the quality and age of the wood and the skill of the makers. Only a skilled maker is able to make all the parts fit together The SHAR Setup properly so the violin will work perfectly. Where Millimeters Count What size violin does my child need? That is best answered by the child’s teacher. The musicians who SHAR’s own Setup Shop, Restoration and Repair answer the phone at SHAR are well qualified to make department, staffed by experienced luthiers and a recommendation based on your child’s age and arm technicians, ensures each instrument is in healthy, length, but there’s no substitute for having a good stable condition and adjusted for optimal tonal response. -

Popular Woodworking Magazine November 2010 #186
1 Easy Trick Stops Sags in Your Finish Forever NOVEMBER 2010 ■ #186 Country Corner Cabinet Easier Ways to Do Tombstone Doors & Fancy Curves Miter Box Saws: Cheap, Accurate, A Cinch to Find Ticking Sticks: A Carpentry Trick To Fit Any Door How to Age Your Projects So They Don’t Look Fake US $5.99 11 Free Video Visit with the Builder of this Project: Visit popularwoodworking.com/nov 10 0 FnL1 04 0120 01 JUYrVyBQdWJsaWNhdGlvbnMsIEluYyAo 02 SW9sYSBkaXZpc2lvbikPR3JlZ29yeSBL 03 cnVlZ2VyAEu7AL4EMTAuNAI4MAExBVVQ Qy1BDDA3NDQ3MDAxMzU1NgA= 74470 01355 6 Display until November 29, 2010 popularwoodworking.com ~~c1_1011_PWM_Cover_US.inddc1_1011_PWM_Cover_US.indd C1C1 99/10/10/10/10 112:13:412:13:41 PPMM Meet a new company with a 64 year heritage. We’re new to the neighborhood. But not the industry. For more than 60 years, Canadian-based General Mfg. has been designing, producing and selling high quality, reliable woodworking machinery. Now we’ve opened our first American distribution center in Murfreesboro, TN. This new venture will allow us to better serve our American distributors and their customers. So you’ll enjoy faster, easier access to our extensive line of woodworking products. And know that whatever you build, your tools were built on a long, proud heritage of trust. For more information visit general.ca. www.general.ca General® International USA Inc., 760 Jessica St., Murfreesboro, TN 37130 For more information, go to PWFREEINFO.COM. ~~c2-03_1011_PWM_TOC.inddc2-03_1011_PWM_TOC.indd c2c2 99/8/10/8/10 33:37:58:37:58 PPMM CONTENTS NOVEMBER 2010 36 40 48 FEATURES 30 Hanging Corner 40 Cut, Glue & 48 Fit Doors with Cupboard Sand Veneer Ticking Sticks Graceful curves and a clever tombstone-panel Simple and inexpensive tools are the core of a This traditional trick used by carpenters can door add a stylish challenge to this 18th- successful veneering job. -

Thorsen House Side Table
Thorsen House Side Table A small project that’s big on details. ’ve always appreciated the look of furniture designed by architects Charles and Henry IGreene. Though often equated with the Arts & Crafts movement at the beginning of the 20th century, their furniture designs reflect an Asian influence that softens the often hard lines of Arts & Crafts furniture. While looking for a piece to build, I was talking with Robert W. Lang, senior editor for Popular Woodworking and author of the just-published “Shop Drawings for Greene & Greene Furni- ture” (Fox Chapel). He suggested adapting a small side table originally made for the Thorsen House in Berkeley, Calif. The cutouts on the aprons quickly won me over, but I did make a couple modifications that lightened the look of the table. Rather than a full-width shelf captured between two straight stretchers, I opted to make the stretcher with a top-and-bottom cloudlift design and make the shelf only half the width of the original. I also added some 1⁄16" quirk details to the corners of the legs and the edges of the aprons, stretch- ers and the shelf. These “rabbets” add a simple shadow line to a very pleasant design. Start With the Lumber Selecting your lumber for this table is an impor- tant step. Because it’s such a small piece, wild grain will dramatically change the overall appearance. You want to look for mahogany Photo by Al ParrishAl by Photo that is as straight grained as possible. This by David Thiel David is the executive editor for Popular Woodworking Books. -

SUMMER 2009 “Failure Is Instructive
A Magazine Committed to Finding the Better Way to Build Filled with Good Craftsmanship, the Best Techniques and No Ads Simple Stickley Sideboard Finish the Inside? It’s a Stinking Lie Why Wood Warps – And How to Stop It 3 Tips for Stout Tenons And 3 Tools to Get Them Just-right Tight Don’t Get the Shaft: We Test Drawbore Pins New Technique: Make Ripple Mouldings With Your Router Table POPULAR WOODWORKING PRESENTS US $5.99 CAN $7.99 93 0 FnL1 04 0120 01 JUYrVyBQdWJsaWNhdGlvbnMsIEluYyAo 02 SW9sYSBkaXZpc2lvbikPR3JlZ29yeSBL 03cnVlZ2VyAEk3vSkEMTAuNAI4MAExBVVQ 04 Qy1BDDA3NDQ3MDAxMzU1NgA= 74470 01355 6 Display until August 17, 2009 woodworking-magazine.com ■ SUMMER 2009 “Failure is instructive. The person who really thinks learns quite as much from his failures as from his successes.” Contents — John Dewey (1859 - 1952), American philosopher and psychologist 1 On the Level 27 New Drawbore Pins Are there any true secrets left in wood- We review four new examples of a very working? Should there be? old tool, and they’re all a little different. Learn how to pick the one that’s right for 2 Letters your work. Questions, comments and wisdom from readers, experts and our staff. 30 Finish the Inside? Period woodworkers rarely – if ever – 4 Shortcuts finished the insides of their drawers and cases, yet many modern makers swear Tricks and tips that will make your by it. Learn the pros and cons before you woodworking simpler and more accurate. decide on your approach. 6 Why Wood Warps 32 Lessons from It’s an inescapable fact that wood warps. Craftsman Farms The challenge is in predicting that move- MAKING FRAMES: PAGE 21 ment and working with that knowledge to Gustav Stickley envisioned a different avoid problems. -
Appendix 1: Appropriate Street Trees
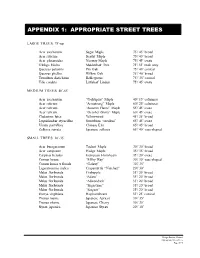
APPENDIX 1: APPROPRIATE STREET TREES LARGE TREES: 75’-up Acer saccharum Sugar Maple 75’/45’ broad Acer rubrum Scarlet Maple 75’/45’ broad Acer platanoides Norway Maple 75’/45’ ovate Ginkgo biloba Maidenhair Tree 75’/35’ male only Quercus palustris Pin Oak 75’/40’ conical Quercus phellos Willow Oak 75’/40’ broad Taxodium distichium Baldcypress 75’/35’ conical Tilia cordata Littleleaf Linden 75’/45’ ovate MEDIUM TREES: 40’-65’ Acer saccharum “Goldspire” Maple 40’/15’ columnar Acer rubrum “Armstrong” Maple 60’/25’ columnar Acer rubrum “Autumn Flame” Maple 55’/45’ ovate Acer rubrum “October Glory” Maple 60’/45’ ovate Cladastrus lutea Yellowwood 45’/35’ broad Lyquidambar styraciflua Sweetbum “seedless” 65’/45’ ovate Ulmus parviflora Chinese Elm 65’/45’ broad Zelkova serrata Japanese zelkova 65’/40’ vase-shaped SMALL TREES: 20’-35’ Acer buergeranum Trident Maple 30’/30’ broad Acer campestre Hedge Maple 35’/35’ broad Carpinas betulus European Hornbeam 35’/20’ ovate Cornus kousa “Milky Way” 30’/30’ vase-shaped Cornus kousa x florida “Galaxy” 30’/35’ Lagerstroemia indica Crapemyrtle “Natchez” 20’/30’ Malus floribunda Crabapple 35’/20’ broad Malus floribunda “Adam” 35’/20’ broad Malus floribunda “Adirondack” 35’/20’ broad Malus floribunda “Sugartime” 35’/20’ broad Malus floribunda “Sargent” 35’/20’ broad Ostrya virginiana Hophornbeam 35’/25’ conical Prunus mume Japanese Apricot 30’/35’ Prunus okame Japanese Cherry 30’/35’ Styrax japonica Japanese Styrax 20’/10’ Design Review Manual Appropriate Street Trees Page A1-1 APPENDIX 2: GLOSSARY OF TERMS Alligatored - Cracked or having acquired the appearance of alligator hide, as from weathering or improper application to a surface. -

Engel's Nursery
Engel’s Nursery 2015-2016 Price List DECIDUOUS SIZE 25-75 100-375 400 & Up SIZE 25-75 100-375 400 & Up Acer ginnala “flame” Amelanchier Alnifolia Flame Maple Juneberry Serviceberry H W 15-18 ft Zone 2-8 H 3-18 ft Zone 4-9 Can be grown as a tree or multi-stemmed shrub. Is very hardy tree known Also known as Saskatoon. Is a native to Northern Great Plains, Intermountain for its brilliant autumn color ranging from orange-red to deep red. West and Canada. Is a small to medium suckering shrub that bears white 6-12” .72 .54 .36 flowers followed by edible fruit in June-July. 12-18” .94 .70 .47 6-12” .72 .54 .36 18-24” 1.14 .86 .57 12-18” .94 .70 .47 24-36” 1.40 1.05 .70 18-24” 1.14 .86 .57 36-48” 1.70 1.28 .85 24-36” 1.40 1.05 .70 Acer rubrum Amelanchier laevis Red Maple Alleghany Serviceberry H 40-60 ft Zone 3-9 Zone 4-9 A rapid grower that can adapt to a wide range of soil conditions. Bright red Bears sweet black fruit and is characterized by the bronzy color of its flowers in spring followed by green leaves. Fall colors vary from yellow to unfolding leaves. Leaves turn orange-red in fall. scarlet. 6-12” .72 .54 .36 6-12” .72 .54 .36 12-18” .94 .70 .47 12-18” .94 .70 .47 18-24” 1.14 .86 .57 18-24” 1.14 .86 .57 24-36” 1.40 1.05 .70 24-36” 1.40 1.05 .70 10-199 200 & Up 10-199 200 & Up TR* 12-18” 1.50 1.00 TR* 18-24” 1.50 1.00 TR* 18-24” 1.88 1.25 TR* 24-36” 1.88 1.25 TR* 24-36” 2.93 1.95 TR* 36-48” 2.93 1.95 Amelanchier Lamarckii Acer saccharinum Lamarcki Serviceberry Silver Maple H Zone H 50-70 ft Zone 3-9 Bears purple-black fruit and soft pale pink flower buds in the spring. -

Acoustic Guitars
About Acoustic Guitars Acoustic guitars have a long history - four string guitar-like instruments were played in Asia Minor and Syria as early as 1400 B.C. Six-string instruments developed in Spain around the late 1700s to early 1800s, and they are thought to have evolved into the guitars we play today. The first guitars were small and narrow, but changes made to the guitar's interior bracing by the end of the 19th century allowed designers to produce larger guitars with louder, deeper tones. Other developments included the use of a variety of woods and finishes, a reinforced, raised wider neck and machine tuners in place of the earlier wooden tuning pegs. Today's acoustic guitars come in a variety of shapes and sizes with special characteristics developed by individual manufacturers. Woods and Construction Guitar designers have experimented with the use of many different woods trying to create just the right combination of tonal quality and sound projection in the instruments they produce. Here are some examples of the woods used in modern guitar construction: Spruce: Most acoustics feature spruce for the soundboard because it possesses the best balance between strength and flexibility. It is strong enough to insure structural durability, but lightweight and flexible enough to project the sound. It is light in color with a straight grained pattern. Spruce has a well- balanced tone for both low and high notes. North American Sitka and European spruce are most commonly used. Cedar: Also popular for soundboards, the use of cedar creates a slightly darker sound with an accent on the mid-range.