Industrial Experiment on Electrodialized Separation of Highly Concentrated Multicomponent Technological Solutions at Thermal Power Plants
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Mass Transfer Phenomena During Electrodialysis of Multivalent Ions: Chemical Equilibria and Overlimiting Currents
applied sciences Article Mass Transfer Phenomena during Electrodialysis of Multivalent Ions: Chemical Equilibria and Overlimiting Currents Manuel César Martí-Calatayud * , Montserrat García-Gabaldón and Valentín Pérez-Herranz * IEC Group, Departament d’Enginyeria Quimica i Nuclear, Universitat Politècnica de València, Camí de Vera s/n, 46022 València, Spain; [email protected] * Correspondence: [email protected] (M.C.M.-C.); [email protected] (V.P.-H.); Tel.: +34-96-3877632 (V.P.-H.) Received: 26 July 2018; Accepted: 3 September 2018; Published: 6 September 2018 Featured Application: Selective ion transport through polymer electrolytes is crucial for environmental applications, especially in deionization of water for drinking and irrigation purposes and in effluents’ treatment. Ion transport through permselective membranes is relevant in emerging energy applications as well. Abstract: Electrodialysis is utilized for the deionization of saline streams, usually formed by strong electrolytes. Recently, interest in new applications involving the transport of weak electrolytes through ion-exchange membranes has increased. Clear examples of such applications are the recovery of valuable metal ions from industrial effluents, such as electronic wastes or mining industries. Weak electrolytes give rise to a variety of ions with different valence, charge sign and transport properties. Moreover, development of concentration polarization under the application of an electric field promotes changes in the chemical equilibrium, thus making more complex understanding of mass transfer phenomena in such systems. This investigation presents a set of experiments conducted with salts of multivalent metals with the aim to provide better understanding on the involved mass transfer phenomena. Chronopotentiometric experiments and current-voltage characteristics confirm that shifts in chemical equilibria can take place simultaneous to the activation of overlimiting mass transfer mechanisms, that is, electroconvection and water dissociation. -

Commercial Thermal Technologies for Desalination of Water from Renewable Energies: a State of the Art Review
Preprints (www.preprints.org) | NOT PEER-REVIEWED | Posted: 4 January 2021 doi:10.20944/preprints202101.0033.v1 Review Commercial Thermal Technologies for Desalination of Water from Renewable Energies: A State of the Art Review Jhon Feria-Díaz 1, 2, *, María López-Méndez 1, Juan Rodríguez-Miranda 3, Luis Sandoval-Herazo 1 and Felipe Correa-Mahecha 4 1 Instituto Tecnológico Superior de Misantla, Km 1.8 Carretera Lomas del Cojolite, 93821 Misantla, México; [email protected]; [email protected]; [email protected] 2 Universidad de Sucre, Cra. 28 #5-267, Sincelejo, Colombia; [email protected] 3 Universidad Distrital Francisco José de Caldas, Cra. 7 #40b-53, Bogotá, Colombia; [email protected] 4 Fundación Universidad de América, Avda Circunvalar No. 20-53, Bogotá, Colombia; [email protected] * Correspondence: [email protected] Abstract: Thermal desalination is yet a reliable technology in the treatment of brackish water and seawater; however, its demanding high energy requirements have lagged it compared to other non- thermal technologies such as reverse osmosis. This review provides an outline of the development and trends of the three most commercially used thermal or phase change technologies worldwide: Multi Effect Distillation (MED), Multi Stage Flash (MSF), and Vapor Compression Distillation (VCD). First, state of water stress suffered by regions with little fresh water availability and existing desalination technologies that could become an alternative solution are shown. The most recent studies published for each commercial thermal technology are presented, focusing on optimizing the desalination process, improving efficiencies, and reducing energy demands. Then, an overview of the use of renewable energy and its potential for integration into both commercial and non- commercial desalination systems is shown. -

Electrodialysis Principle
Setup of a 20 m3/h ED/RO plant to produce pure water from river water. A case study focusing on the electrodialysis process and the compatibility with RO pretreatment by Rudolf E. Brunner and Dr. Patrick Altmeier Ioncontract GmbH PCCell GmbH Znaimer Straße 34 Lebacher Straße 60 71263 Weil der Stadt 66265 Heusweiler [email protected] www.electrodialysis.de Electrodialysis principle • Anions move towards anode • Cations move towards cathode • Cation exchange membranes let cations through and block anions • Anion exchange membranes let anions go through and block cations • Electroneutrality 1 Electrodialysis Model Principle of electrodialysis is a stack of alternating cation and anion exchange membranes. Model: A tower block with alternating red and blue floors, filled with people Looking down, youmay see either blue or red floors. Electrodialysis Rules • Yellow: go up! Do not pass blue ceiling! • Green: go down! Do not pass red floor! 2 Apply Rules • All have moved until the blocking rule apply. • Result is: blocking rule apply in each second floor. • Note: We ignored the electroneutrality, for instance. An ED stack scheme 3 Continuous ED processing • A Diluate enter the cell, DC will be processed and Diluate Electrodialyzer out leave the cell as the finished product. Concen- trate out • The solute for the uptake of the ions enter the cell and leave it as the final concentrate. Electrode rinse Diluate • Electrode rinse will be in circulated (option: use of concentrate stream) Concen- trate in continuous mode Batch ED process DC • Each process solutionis Electrodialyzer hydraulical sealand cirulated often. • Ionic concentration shift slowly; each solution remain the same. -

Boron Removal from Dual-Staged Seawater Nanofiltration Permeate by Electrodialysis
Desalination and Water Treatment 10 (2009) 60–63 www.deswater.com October 1944-3994 / 1944-3986 © 2009 Desalination Publications. All rights reserved. doi: 10.5004/dwt.2009.782 Boron removal from dual-staged seawater nanofiltration permeate by electrodialysis Marian Turek*, Piotr Dydo, Barbara Bandura-Zalska Silesian University of Technology, Faculty of Chemistry, ul. B. Krzywoustego 6, 44–100 Gliwice, Poland Tel. +48 (32) 2372735; Fax +48 (32) 2372277; email: [email protected] Received 30 September 2008; accepted in revised form 10 July 2009 abstract The dual-staged nanofiltration to desalinate seawater is being proposed. The promising energy consumption, much lower than for RO seawater desalination, is reported. However, further reduc- tion in boron is needed. In the authors’ opinion, since the salinity of the second stage NF permeate is rather low, the easiest way to remove boron is to transfer it through an ion-exchange membrane (electrodialysis, ED). The relatively deep demineralization necessity is a shortcoming in the boron removal electrodialysis process, but ED seems to be privileged, since under these conditions boron (most likely borate) with its low mobility has to compete with small Cl– content only. In order to determine the applicability of the electrodialysis for boron removal from dual-staged nanofiltration the set of laboratory measurements was conducted. The simulated dual-staged nanofiltration per- 2+ 2+ + – 2– meate composition was as follows (mg/L): Mg — 0.2; Ca — 0.1; Na — 92; Cl — 117; SO4 — 0.2; B — 2.4. An ED unit, equipped with AMX and CMX Neosepta (Tokuyama Co.) membranes and 0.4 mm membrane-to-membrane distance, was applied. -

Wastewater Treatment by Electrodialysis System and Fouling Problems
The Online Journal of Science and Technology - January 2016 Volume 6, Issue 1 WASTEWATER TREATMENT BY ELECTRODIALYSIS SYSTEM AND FOULING PROBLEMS Elif OZTEKIN, Sureyya ALTIN Bulent Ecevit University, Department of Environmental Engineering, Zonguldak-Turkey [email protected], VDOWÕQ#NDUDHOPDVHGXWU Abstract: Electrodialysis ED is a separation process commercially used on a large scale for production of drinking water from water bodies and treatment of industrial effluents (Ruiz and et al., 2007). ED system contains ion exchange membranes and ions are transported through ion selective membranes from one solution to another under the influence of electrical potential difference used as a driving force. ED has been widely used in the desalination process and recovery of useful matters from effluents. The performance of ED, depends on the operating conditions and device structures such as ion content of raw water, current density, flow rate, membrane properties, feed concentration, geometry of cell compartments (Chang and et al., 2009, Mohammadi and et al., 2004). The efficiency of ED systems consist in a large part on the properties of the ion exchange membranes. Fouling of ion exchange membranes is one of the common problems in ED processes (Lee and et al., 2009, Ruiz and et al., 2007). Fouling is basically caused by the precipitation of foulants such as organics, colloids and biomass on the membrane surface or inside the membrane and fouling problem reduces the transport of ions. The fouling problems are occasion to increase membrane resistance, loss in selectivity of the membranes and affect negatively to membrane performance (Lee and et al., 2002, Lindstrand and et al., 2000a, Lindstrand and et al., 2000b). -

Application of Electrodialysis in Waste Water Treatment and Impact Of
ne Scien ra ce b & m T Akhter and Habib, J Membr Sci Technol 2018, 8:2 e e M c h f n o DOI: 10.4172/2155-9589.1000182 o l l a o Journal of Membrane n g r y u ISSN: 2155-9589 o J Science & Technology Review Article Open Access Application of Electrodialysis in Waste Water Treatment and Impact of Fouling on Process Performance Mohsan Akhter, Ghulam Habib* and Sana Ullah Qamar Department of Chemical Engineering, National University of Science and Technology, Islamabad, Pakistan Abstract Electrodialysis (ED) is a new advanced separation process that is commonly utilized for producing drinking water from water bodies as well as for the treatment of industrial effluents. ED process is applied on commercial scale. Basically, an ED process consists of an ion exchange membrane and the diving force necessary for applicability of the process is electric potential. Due to the presence of electric potential ions from one solution after passing through ion selective membrane barrier are transferred to another solution. The main factors on which ED process performance depends on concentration of ion in raw water, flow rate, concentration of feed, current density, membrane properties and cell compartments geometry. Fouling which is produced by foulants including organics, colloids and biomass on the inside membrane internal structure or on the outside surface results in reduction of process separation efficiency and energy consumption is enhanced. Fouling increases the membrane resistance and selectivity of membrane is reduced by fouling. Therefore, some methods are proposed to reduce fouling in ED system such as pre-treatment of feed solution, zeta potential control, membrane properties modification and flowrate optimization. -

Citric Acid Concentration by Electrodialysis: Ion and Water Transport Modelling
Journal of Membrane Science 199 (2002) 59–67 Citric acid concentration by electrodialysis: ion and water transport modelling Lay-Pee Ling, Heng-Fatt Leow, Mohamad Roji Sarmidi∗ Department of Bioprocess Engineering, Faculty of Chemical and Natural Resources Engineering, Universiti Teknologi Malaysia, 81310 UTM Skudai, Johor, Malaysia Received 12 March 2001; accepted 20 September 2001 Abstract The work in this paper was aimed at the study of the ion transport behaviour of citrate ion through ion exchange membranes. A mathematical model to represent the ion and water transport behaviour of an electrodialysis (ED) process for concentrating citric acid under the influence of different current density was developed. This model is valid for any ED process with ion exchange membranes used under a similar operating condition. The value for the phenomenological coefficients is different for other types of membranes and solutes. The corresponding phenomenological coefficients have to be determined experimentally. The reliability of developed ion and water transport model was assessed through comparison with the experimental data. The results obtained showed that the developed ion and water transport model was in good agreement with the experimental data and it could be used to predict the performance of ED for citric acid concentration. © 2002 Elsevier Science B.V. All rights reserved. Keywords: Electrodialysis; Ion exchange membranes; Current density; Citric acid; Ion and water transport 1. Introduction Citric acid is produced by fermentation or by chem- ical synthesis. The production cost in the chemical Citric acid is widely used in the field of pharmaceu- synthesis of citric acid is economically not feasible. ticals, foods, cosmetics and other chemical products. -

Operating Conditions Effects of an Electrodialysis Module on Hydrochloric Acid and Sodium Hydroxide Formation
International Journal of GEOMATE,International Oct., 2019 Journal Vol.17, of GEOMATE, Issue 62, pp. Oct. 140, -2019 146 Vol.17, Issue 62, pp. 140 - 146 ISSN: 2186-2982 (P), 2186-2990 (O), Japan, DOI: https://doi.org/10.21660/2019.62.4504 Special Issue on Science, Engineering & Environment OPERATING CONDITIONS EFFECTS OF AN ELECTRODIALYSIS MODULE ON HYDROCHLORIC ACID AND SODIUM HYDROXIDE FORMATION Medina Juan1, Diaz Zoila2 and Rojas Jorge3 Faculty of Chemical Engineering, National University of Callao, Peru *Corresponding Author, Received: 31 Dec. 2018, Revised: 20 March. 2019, Accepted: 10 April. 2019 ABSTRACT: Sodium hydroxide is produced mainly by the electrolysis of an aqueous solution of sodium chloride using mercury, diaphragm and membrane technologies. The membrane cell gained greater importance in recent years due to its environmental advantages and lower energy consumption. In this work, electrodialysis equipment has been built on a laboratory scale, using cation exchange membrane and anion exchange membrane, the effect of the operating conditions of the electrodialysis module on the concentration of hydrochloric acid and sodium hydroxide has been studied. The experimental results show that 15 volts are the most suitable operating condition, initial acid and base concentration of 0.05N and sodium chloride concentration of 50 g/L. reaching a hydrochloric acid concentration of 0.22N and 0.25N of sodium hydroxide, respectively, during 210 minutes of operation of the electrodialysis module. The energy consumption was 14.9kWh/Kg of sodium hydroxide and the current efficiency of 53.5%. The process offers the advantage of using clean technology compared to traditional processes for acid and base production. -
Desalination Methods for Producing Drinking Water
E-249 04-10 Desalination Methods for Producing Drinking Water *Justin K. Mechell and Bruce Lesikar s populations increase and sources of high- Source waters quality fresh drinking water decrease, many Several factors influence the selection of source Acommunities have considered using desalina- waters to feed desalination plants: the location of the tion processes to provide fresh water when other plant in relation to water sources available, the deliv- sources and treatment procedures are uneconomical ery destination of the treated water, the quality of or not environmentally responsible. the source water, the pretreatment options available, Desalination is any process that removes excess and the ecological impacts of the concentrate dis- salts and other minerals from water. In most desali- charge. nation processes, feed water is treated and two streams of water are produced: Seawater • Treated fresh water that has low concentra- Seawater is taken into a desalination plant ei- tions of salts and minerals ther from the water’s surface or from below the sea • Concentrate or brine, which has salt and floor. In the past, large-capacity seawater desalina- mineral concentrations higher than that of tion plants have used surface intakes on the open the feed water sea. The feed water for desalination processes can Although surface water intake can affect and be be seawater or brackish water. Brackish water con- affected by organisms in the ocean, the issues related tains more salt than does fresh water and less than to this method can be minimized or resolved by salt water. It is commonly found in estuaries, which proper intake design, operation, and maintenance of are the lower courses of rivers where they meet the technologies. -

Evaluation of Electrodialysis Desalination Performance of Novel Bioinspired and Conventional Ion Exchange Membranes with Sodium Chloride Feed Solutions
membranes Article Evaluation of Electrodialysis Desalination Performance of Novel Bioinspired and Conventional Ion Exchange Membranes with Sodium Chloride Feed Solutions AHM Golam Hyder 1,* , Brian A. Morales 1, Malynda A. Cappelle 1, Stephen J. Percival 2, Leo J. Small 2, Erik D. Spoerke 2, Susan B. Rempe 2 and W. Shane Walker 1,* 1 Center for Inland Desalination Systems (CIDS) and Nanotechnology Enabled Water Treatment (NEWT) Engineering Research Center, The University of Texas at El Paso, 500 W., University Ave., El Paso, TX 79968-0684, USA; [email protected] (B.A.M.); [email protected] (M.A.C.) 2 Sandia National Laboratories, Albuquerque, NM 87185-1315, USA; [email protected] (S.J.P.); [email protected] (L.J.S.); [email protected] (E.D.S.); [email protected] (S.B.R.) * Correspondence: [email protected] (A.G.H.); [email protected] (W.S.W.) Abstract: Electrodialysis (ED) desalination performance of different conventional and laboratory- scale ion exchange membranes (IEMs) has been evaluated by many researchers, but most of these studies used their own sets of experimental parameters such as feed solution compositions and concentrations, superficial velocities of the process streams (diluate, concentrate, and electrode rinse), applied electrical voltages, and types of IEMs. Thus, direct comparison of ED desalination Citation: Hyder, A.G.; Morales, B.A.; Cappelle, M.A.; Percival, S.J.; Small, performance of different IEMs is virtually impossible. While the use of different conventional IEMs L.J.; Spoerke, E.D.; Rempe, S.B.; in ED has been reported, the use of bioinspired ion exchange membrane has not been reported yet. -
Comparison of Advanced Treatment Methods for Partial Desalting of Tertiary Effluents
Desalination and Water Purification Research and Development Program Report No. 97 Comparison of Advanced Treatment Methods for Partial Desalting of Tertiary Effluents U.S. Department of the Interior Bureau of Reclamation September 2009 REPORT DOCUMENTATION PAGE Form Approved OMB No. 0704-0188 Public reporting burden for this collection of information is estimated to average 1 hour per response, including the time for reviewing instructions, searching existing data sources, gathering and maintaining the data needed, and completing and reviewing this collection of information. Send comments regarding this burden estimate or any other aspect of this collection of information, including suggestions for reducing this burden to Department of Defense, Washington Headquarters Services, Directorate for Information Operations and Reports (0704-0188), 1215 Jefferson Davis Highway, Suite 1204, Arlington, VA 22202-4302. Respondents should be aware that notwithstanding any other provision of law, no person shall be subject to any penalty for failing to comply with a collection of information if it does not display a currently valid OMB control number. PLEASE DO NOT RETURN YOUR FORM TO THE ABOVE ADDRESS. T T T T T 1.T REPORT DATE (DD-MM-YYYY) 2. REPORT TYPE 3. DATES COVERED (From - To) September 2009 Final October 1998 to September 2004 4.T TITLE AND SUBTITLE 5a. CONTRACT NUMBER Comparison of Advanced Treatment Methods for Partial Desalting of Tertiary Effluents Agreement No. 99-FC-81-0189 5b. GRANT NUMBER 5c. PROGRAM ELEMENT NUMBER 6. AUTHOR(S) 5d. PROJECT NUMBER Samer Adham, Ph.D. Geno Lehman Thomas Gillogly, Ph.D. Eric Rosenblum, P.E. 5e. TASK NUMBER Eric Hansen Task D 5f. -
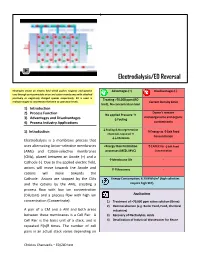
Electrodialysis/ED Reversal
1 Electrodialysis/ED Reversal Electrodes create an electric field which pushes negative and positive Advantages (+) Disadvantages (-) ions through semipermeable anion and cation membranes with attached positively or negatively charged species respectively. ED is used in Treating >70,000 ppm (RO multiple stages to concentrate the brine to saturation levels. Current Density Limit limit), No concentration limit 1) Introduction Doesn’t remove 2) Process Function No applied Pressure → microorganisms and organic 3) Advantages and Disadvantages ↓Fouling 4) Process Industry Applications contaminants ↓Fouling & No regeneration 1) Introduction ↑Energy as ↑Salt Feed chemicals required → Concentration ↓↓Chemicals Electrodialysis is a membrane process that uses alternating Anion–selective membranes <Energy than Distillation ↑CAPEX for ↓Salt Feed (AMs) and Cation-selective membranes processes (MED, MVC) Concentration (CMs), placed between an Anode (+) and a ↑Membrane life - Cathode (-). Due to the applied electric field, anions will move towards the Anode and ↑↑Recovery - cations will move towards the Cathode. Anions are stopped by the CMs Energy Consumption; 6.73 KWh/m3 (high salinities and the cations by the AMs, creating a require high SEC) process flow with low ion concentration (Dilutant) and a process flow with high ion Applications concentration (Concentrate). 1) Treatment of >70,000 ppm saline solution (Brine) 2) Demineralization (e.g. Boiler Feed, Food, Chemical A pair of a CM and a AM and both areas industries) between these membranes is a Cell Pair. A 3) Recovery of Electrolytes, Acids Cell Pair is the basis unit of a stack, and is 4) Desalination of Industrial Wastewater for Reuse repeated “(n)” times. The number of cell pairs in an actual stack varies depending on Christos Charisiadis – ED/ZLD text 2 the electrodialysis system, with as many as 600 cell pairs in a typical industry-scale system.