Determination of the Effect of Edge Banding Thickness and Aging Period on the Mor and Moe of Melamine Coated Particle Board Using Taguchi Method
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Frameless Cabinet Construction
Wolverine Brand Cabinetry Econ Line - Frameless Cabinet Specifications Cabinet and Door Design: Overlay doors and drawer fronts with 3/16” reveal Doors and drawers are soft close Wood options are Soft Maple, Red Oak, Knotty Oak, and Cherry in a variety of stain options Painted doors are MDF with 5 paint color options 4 door style options: Richmond, Madison, and Harvest door styles are 2 ¼” frame Reno door style is a slab door Slab drawer fronts – outside profile will match outside profile of door selected Cabinets up to 36” wide have bi-parting doors, no partition or center stile Base Cabinets: 18mm cabinet grade plywood sides, top, and bottom in birch with UV coating and PVC edge-banding ¼” birch plywood back with UV coating and ¾” hanging rail ¾” birch plywood full depth adjustable shelf with metal shelf pins Dovetail joined 5/8” solid maple drawer box with ½” bottom Blum full extension, soft close, under mount drawer slides Blum 3-way adjustable soft close hinges Cabinet sides are ¾” wide loose panels to be installed on site to sit flush with face of door / drawer Wall Cabinets: 18mm cabinet grade plywood sides, top, and bottom in birch with UV coating and PVC edge-banding ¼” birch plywood back with UV coating and ¾” hanging rail ¾” maple plywood full depth adjustable shelf with metal shelf pins Standard 12” deep wall cabinets Blum 3-way adjustable soft close hinges Cabinet sides are ¾” wide loose panels to be installed on site to sit flush with face of door / drawer Wall cabinet bottoms are natural birch . -

Dura Supreme Cabinet Comparison
Dura Supreme Cabinet Comparison Crestwood Designer Bria Alectra 4 Frameless or Frameless or “Full-Access” 3/4” X 1-1/2” Solid Hardwood Face “Full-Access” 6 Construction with 1 Construction Frames with I-Beam Construction Construction with coordinating PVC wood edge banding 2 edge banding 1/2” thick 3/4” thick 3/4” thick 2 End Panels Furniture Board or 1/2” Plywood Furniture Board or Furniture Board or 5 Plywood upgrade Plywood upgrade Plywood upgrade 1/2” thick 3/4” thick 3/4” thick 3 3 Top/Bottom Furniture Board or 1/2” Plywood Furniture Board or Furniture Board or Plywood upgrade Plywood upgrade Plywood upgrade 1 7 1/2” thick 1/4” MDF core 1/4” MDF core Furniture Board or 1/2” Plywood 4 Back with Hanging Rail with Hanging Rail Plywood upgrade Adjustable 3/4” thick 3/4” thick 3/4” thick Crestwood and Designer 5 Furniture Board or 3/4” Plywood Furniture Board or Furniture Board or Shelves Plywood upgrade Plywood upgrade Plywood upgrade Premium 5/8” solid Premium 5/8” solid 5/8” hardwood box 5/8” hardwood Drawer box Maple box with Maple box with 4 with furniture box with furniture dovetailed joints dovetailed joints 6 & Roll-out dovetailed joints dovetailed joints sanded & finished - sanded & finished - Shelves 6 eased top edge eased top edge Blumotion Soft Close Full Extension Undermount Glides Glides for drawers and roll-out shelves 2 7 Toe Kick 4 1/2” High x 3” Recess Finished to Match Maple Woodgrain Maple Woodgrain Maple Woodgrain 5 Cabinet Print or Maple Veneer Print or Print or Interior Maple Veneer with Natural Finish Maple Veneer Maple Veneer 3 with Natural Finish with Natural Finish with Natural Finish 7 Matching Wood Matching Wood Matching Wood Matching Wood 1 Finished Ends Veneer Veneer Veneer Veneer Fully Adjustable Fully Adjustable Fully Adjustable Fully Adjustable with Optional Soft with Optional Soft Hinges with Soft Close with Soft Close Bria and Alectra Close Close ©Dura Supreme Inc. -

Section 400: Architectural Cabinets
Standing & Running Trim Section 300 ARCHITECTURAL CABINETS ARCHITECTURAL 300 SECTION © 2003 AWI/AWMAC - 8th Edition Quality Standards 400 116 Architectural Cabinets Section 400 Architectural Cabinets Architectural Cabinets Section 400 Section 400 Section 400 Selection and Specification Checklist Because most architecture, specification, and design firms have electronic master specifications in place, the AWI and AWMAC offer this quick checklist. A review of these items may help the design and specification team issue a complete and accurate contract document and avoid missing things vital to the successful completion of the project. The checklists are not considered a part of the Quality Standards for the purposes of compliance. Part 1. GENERAL 1.1. REFERENCES A. AWI/AWMAC Quality Standards Illustrated (QSI), current edition 1.2 SUBMITTALS A. Shop drawings: • Submit two copies; one of which will be returned with reviewed notations prior to commencement of work under this section. • Indicate plans and elevations, materials, surface grain directions, profiles, assembly methods, joint details, fastening methods, accessories, hardware, compliance with specified fire-retardant treatments, preservative treatments, and 400 schedule of finishes. 400 B. Finish samples: • When appropriate, submit one or more samples of veneer-on-substrate, 200 x 250 mm [8 x 10"] illustrating expected range of component finish color and/or grain. • When appropriate, submit one or more samples of solid lumber, 300 square centimeters [50 square inches] illustrating expected range of component finish color and/or grain. • The sample shall bear identification of the project, architect or designer, general contractor, woodwork manufacturer, items to which the finish applies and the system utilized to attain the finish. -

Serving Tray Materials and Tools
Serving Tray Free Plans to build a simple Serving Tray. Materials and Tools MaTerialS: • 1-1/4” brad nails • Edge banding, optional • Two – cabinet handles • Wood glue • Sandpaper (100, 150, 220 grits) • Finishing supplies (primer & paint, or stain, sealer) Tools: • Jigsaw, table saw, miter saw, or hand saw • Brad nailer • Drill • Pencil, ruler, square • Tape measure • Sander • Iron for edge banding • Edge banding trimmer or craft knife lumber: (will make two trays) • One – 2’ x 4 ’ x 1/2” PureBond plywood project panel AND: • One – 2’ x 4’ x 1/4” PureBond plywood project panel (the pieces will be laminated together to form one 3/4” thick piece of material - Mahogany and Cedar were used for the example) OR: • One – 2’ x 4’ x 3/4” PureBond plywood project panel Cut list: • Two – 3/4” PureBond plywood project panel at 13 1/2” x 17 1/2” – Bottom • Four – 3/4” PureBond plywood project panel at 3” x 13-1/2” – Ends • Four – 3/4” PureBond plywood project panel at 3” x 19” - Sides Notes: A two-tone tray can be created by laminating (gluing) a 1/4” piece of plywood to a 1/2” piece of plywood. The example uses 1/4” cedar on the inside and 1/2” mahogany on the outside. The pieces are then cut to size as one piece. Edge banding will be applied to the exposed FEATURING edges of the plywood prior to assembly. FORMALDEHYDE-FREE TECHNOLOGY Serving Tray STeP 1 Cut the pieces for the bottom and the ends. Secure the ends to the bottom using glue and 1-1/4” brad nails. -

Magentify Wood Processing. Two Representative Examples
HIGHLIGHTS 2021 Magentify SAWING: Wood Burr-free cuts in aluminum and Processing. plastic profiles RUN-THROUGH: Our tools and services Join abrasive front materials make production processes with 6 times the edge life more efficient and improve the quality of the results. CNC: Practical tips for nesting of solid core panels Picture: Tamedia Media building, Zurich (CH) Photographer: Didier Boy de la Tour FINGER JOINTS IN A RUN-THROUGH PROCESS: Finger joint cutters for higher quality and longer edge life Frank Diez, chairman of the LEUCO executive board (on the left) and Daniel Schrenk, CEO for Sales and Marketing of LEUCO PREFACE Last year, the Corona pandemic presented The key to this ability is our enthusiasm to de- us with completely new challenges, which we velop and manufacture efficient and resource- will continue to face in 2021. Time and again, saving tools for the machining of a living, re- we have successfully demonstrated our innova- newable resource. tive and creative strength, especially in difficult Equipped with these characteristics and ex- times. In addition to the construction of a new perience, we will continue to be a competent hall for the production site in Beinheim (France) and reliable partner for you – our customers in and the new construction of the ServiceCenter industry and craft businesses. in Horb (Germany), we have also succeeded in LEUCO Tools and Services, your partner for further developing the area of digitalization. The economical processes and best results. topics of digital twins and e-commerce are just Magentify Wood Processing. two representative examples. LEUCO products and services – permanently available and accessible. -

Hardwoods: a Rev Southern Forest Experiment Station New Orleans, Louisiana General Technical Report SO-71 Terry Sellers, Jr., James R
Department of Forest Service Hardwoods: A Rev Southern Forest Experiment Station New Orleans, Louisiana General Technical Report SO-71 Terry Sellers, Jr., James R. McSween, and William T. Nearn Over a period of years, increasing demand for softwoods in the Eastern United States has led to an increase in the growth of hardwoods on cut-over softwood sites. tinfortunately these hardwood trees are often of a size and shape unsuitable for the production of high-grade lumber and veneer. They do. however. represent a viable. economic source of raw material for plywood, fiberboard, particleboard. and oriented strandboard lor flakeboards), all products that require the successful use of adhesives in their manufacture. The current status of gluing eastern hardwoods is reviewed in this report, with emphasis on hardwoods growing on southern pine sites. The subjects covered include adhesives, wood and wood-surface properties and their interactions with the adhesive, and the quality of the bonds produced when these hardwoods are used in the manufacture of end joints, laminates, plywood, and other composite panels. A variety of adhesives are available that equal or exceed the strength of the hardwoods being bonded. The choice of a particular adhesive is dictated in large measure by the adhesive price and the end-use criteria for the finished product. In discussing the gluing of eastern hardwoods, the approach taken is that the fundamentals that determine the quality of an adhesive bond should remain the same whether the substrate is a softwood or a low-, medium-, or high-density hardwood. To illustrate the differences encountered in gluing the various hardwood species and the best approach for dealing with them in terms of bonding fundamentals, in this report we will concex~trateon: The quality and character of the surface as aflected by wood structure. -

Executive and Simplicity Frameless Cabinetry Features and Construction Details
Executive and Simplicity Frameless Cabinetry Features and Construction Details Frameless Cabinetry: • Frameless construction with full overlay doors and drawers. • Wall cabinets are 12” deep, base cabinets are 24” deep as standard. Warranty: • Limited Lifetime Warranty Cabinet Construction: • 3/4” CARB 2 birch plywood, or ¾” low emission particle board, is used for all structural cabinet components except the back, which is a matching fully captured ¼” panel. • All Panels are joined using wooden dowel and glue construction method, with screws and biscuit joints where the method is practical, (range hoods, some corner cabinets, face frames). • Center stiles are standard on wall, base and tall cabinets 39” and wider and will match the door face (edges will match the cabinet interior). • Mounting rails are dowelled into the back of the cabinet for added stability. • Finished side panels are 3/4” maple melamine interiors and wood veneer exteriors. Cabinet Tops and Bottoms: • 3/4” CARB 2 birch plywood, or ¾” low emission particle board, doweled and glued into the side panels. No tops on base and vanity cabinets. • Bottom panels are 3/4” CARB 2 birch plywood, or ¾” low emission particle board Shelf Construction: • Shelves are 3/4” and match the cabinet interior on top and bottom surfaces and front edge banded edge. They are adjustable every 32mm using 5mm metal pin system. • Wall and Tall cabinets have full depth adjustable shelves. • Base and vanity cabinets have a 14 7/8” deep adjustable shelves. Drawer Construction: • Drawer front, back and sides are 5/8” solid birch. Drawer bottom is 1/4” thick. The drawer sides are dovetailed and glued. -

Construction Specification ROUGH CARPENTRY Home Depot No
Section 06100 Construction Specification ROUGH CARPENTRY PART 1 - PART 1 - GENERAL 1.01 SUMMARY A. Extent of rough carpentry work is indicated on drawings and includes, but is not limited to, the following: 1. Miscellaneous wood framing 2. Wood nailers or blocking 3. Plywood (Fire Retardant Treated) 4. Oriented Strand Boards (OSB) B. All interior wood used for construction shall be fire retardant treated. C. All wood in roof construction and non-load bearing wall where the fire resistance rating is 1 hour or less, shall be fire resistant treated wood where required by code D. Related work specified elsewhere includes but may not be limited to: 1. Section 01012 - Preferred Purchasing 2. Section 06402: Interior Architectural Woodwork 1.02 PREFERRED PURCHASING A. Unless noted otherwise, Contractor and all subcontractors are encouraged to purchase all products listed in this specification section from a local The Home Depot Store. For more information, refer to Section 01012. 1.03 PRODUCT HANDLING A. Delivery and Storage: Keep materials under cover and dry. Protect against exposure to weather and contact with damp or wet surfaces. Stack lumber as well as plywood and other panels; provide for air circulation within and around stacks and under temporary coverings including polyethylene and similar materials. 1. For lumber and plywood pressure treated with waterborne chemicals, sticker between each course to provide air circulation. 1.04 PROJECT CONDITIONS A. Coordination: Fit carpentry work to other work; scribe and cope as required for accurate fit. Correlate location of furring, nailers, blocking, grounds and similar supports to allow attachment of other work. -
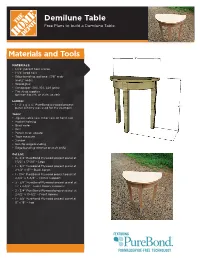
Demilune Table Materials and Tools
Demilune Table Free Plans to build a Demilune Table. Materials and Tools MATERIALS: • 1-1/4” pocket hole screws • 1-1/4” brad nails • Edge banding, optional (7/8” wide and 2” wide) • Wood glue • Sandpaper (100, 150, 220 grits) • Finishing supplies (primer & paint, or stain, sealer) Lumber: • 1 – 2’ x 4’ x ¾” PureBond plywood project panel (Cherry was used for the example) Tools: • Jigsaw, table saw, miter saw, or hand saw • Pocket hole jig • Brad nailer • Drill • Pencil, ruler, square • Tape measure • Sander • Iron for edge banding • Edge banding trimmer or craft knife Cut List: • 6– 3/4” PureBond Plywood project panel at 1-1/2” x 17-1/4” – Legs • 1 – 3/4” PureBond Plywood project panel at 2-1/2” x 13” – Back Apron • 1 - 3/4” PureBond Plywood project panel at 2-1/2” x 5-3/4” – Center Support • 3 - 3/4” PureBond Plywood project panel at ¾” x 2-1/2” – Front Apron Supports • 2 - 3/4” PureBond Plywood project panel at 2-1/2” x 10-1/2” – Front Aprons • 1 – 3/4” PureBond Plywood project panel at 9” x 18” – Top FEATURING FORMALDEHYDE-FREE TECHNOLOGY Demilune Table STEP 1 Notes: Edge banding will be applied to the exposed edges of the plywood prior to assembly. Cut the pieces for the legs. There will be six pieces cut, and they will be laminated together in pairs to form three legs. Spread glue on the face of one piece then layer the next piece on top. Wiggle it a little to create suction then secure together with 1-1/4” brad nails. -

Macarthur Pewter Glaze Shaker Dove Grey Melvern Espresso
Shaker Dove Grey Melvern Espresso MacArthur Pewter Glaze Woodmark knows Pros. Rely on the experts. We know that every Pro is different, and every Pro project requires different resources. Our versatile cabinetry lines of We also know that two of the most Hampton Bay, Hampton Bay important criteria for you when buying are Designer Series and Woodmark everyday low prices that do not depend on PRO give you the style, prices limited promotions and timing. You know a and construction you need to good deal when you see one, which is why get your specific job done, and our PROfolio™ program offers one of the best—including a complete line of offerings done right. at exclusive everyday low prices and options for easy delivery. Features of our PROfolio program: • Plywood construction available in Woodmark PRO® • A guaranteed deliver-by date with American Woodmark PROXpress™ • Jobsite delivery • Volume discounts available • Best-in-class service 1 Hampton Bay Collections Hampton Bay Construction Shaker Wall Cabinets 1 6 1 Top/Bottom Panels: 3/8" engineered wood fully encapsulated in the face frame, back and side panels. 2 Face Frame: Pocket screw construction with 3/4" 3 thick, 1½" wide material. 3 Back Panel: Full 3/8" back panel fully encapsulated into top and bottom panels for strength. 4 Interiors: Natural maple laminate finish on engineered wood. 5 Shelves: 3/4" thick adjustable shelves with metal 8 5 shelf pins. 6 Hinges: Fully concealed and adjustable. 4 Brindle Dove Gray RTF Java Satin White RTF 7 End Panels: Finished cabinetry – 1/2" engineered 7 • Full overlay • Full overlay • Full overlay • Full overlay wood with laminated exterior to match cabinet finish. -

Woodworking Glossary, a Comprehensive List of Woodworking Terms and Their Definitions That Will Help You Understand More About Woodworking
Welcome to the Woodworking Glossary, a comprehensive list of woodworking terms and their definitions that will help you understand more about woodworking. Each word has a complete definition, and several have links to other pages that further explain the term. Enjoy. Woodworking Glossary A | B | C | D | E | F | G | H | I | J | K | L | M | N | O | P | Q | R | S | T | U | V | W | X | Y | Z | #'s | A | A-Frame This is a common and strong building and construction shape where you place two side pieces in the orientation of the legs of a letter "A" shape, and then cross brace the middle. This is useful on project ends, and bases where strength is needed. Abrasive Abrasive is a term use to describe sandpaper typically. This is a material that grinds or abrades material, most commonly wood, to change the surface texture. Using Abrasive papers means using sandpaper in most cases, and you can use it on wood, or on a finish in between coats or for leveling. Absolute Humidity The absolute humidity of the air is a measurement of the amount of water that is in the air. This is without regard to the temperature, and is a measure of how much water vapor is being held in the surrounding air. Acetone Acetone is a solvent that you can use to clean parts, or remove grease. Acetone is useful for removing and cutting grease on a wooden bench top that has become contaminated with oil. Across the Grain When looking at the grain of a piece of wood, if you were to scratch the piece perpendicular to the direction of the grain, this would be an across the grain scratch. -

Wood: Adhesives No Longer Needed to Support the War Effort (Lambuth 1989)
Wood: Adhesives no longer needed to support the war effort (Lambuth 1989). Many of these adhesives, unlike their natural Wood adhesives are polymeric materials that are counterparts, could be used in exterior applications. capable of interacting physically or chemically, or Highly durable synthetic adhesives allow efficient both, with the surface of wood in such a manner that and economical utilization of diverse and changing stresses are transferred between bonded members, wood resources. Adhesives allow the manufacture of hopefully without rupture of the adhesive or de- useful products from residues and waste wood; the tachment of the adhesive from the wood. Adhesives manufacture of stronger, more efficient structures by and the physicochemical phenomenon of adhesion removing or minimizing natural defects; the re- play an important role in more than 70% of all wood- assembly of smaller forms of wood such as veneer, based materials in use today (Marra 1984). This flakes, and fibers into efficiently engineered shapes and includes not only bonded wood products but paper products; and the manufacture of a variety of new products, paints, and finishes. By far, the largest composites by blending wood with nonwood materials amount of adhesive is used to manufacture building such as plastics and cement. Large bonded panels, materials such as plywood and other laminated veneer such as plywood and oriented strandboard, provide products, particleboard, oriented strandboard, fiber- superior structural integrity and consume roughly board, laminated beams and timbers, edge- and end- 50% less wood than lumber sheathing. Fingerjointing jointed products, windows and frames, architectural provides usable lengths of lumber from otherwise doors, and fiberglass insulation.