4 MB EPSRC Centre in Ultra Precision Annual Report 14-15 Cranfield University And
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Cepals 12 Free Schools and Freedoms
CEPaLS 12: Are Free schools really about freedom? Helen M Gunter University of Manchester This text was original posted on my Tumblr Blog on 15th January 2017. This Blog has now been deleted and so I am presenting it as a CEPaLS paper. The Campaign for State Education (CASE) has reported a list of 21 ‘free’ schools or ‘studio’ schools which have been given taxpayer funding but are now closed. I am going to list them here as this will make it real: Black Country UTC Walsall. Walsall Closed University Technical College. Bradford Studio School Bradford. Bradford Closed Studio Schools. Central Bedfordshire UTC Central Bedfordshire. Houghton Regis Closed University Technical College. Create Studio East Riding of Yorkshire. Goole Closed Studio Schools. Dawes Lane Academy North Lincolnshire. Scunthorpe Closed Free Schools. Discovery New School West Sussex. Crawley Closed Free Schools. The Durham Free School Durham. Durham Closed Free Schools. Hackney University Technical College Hackney. London Closed University Technical College. Harpenden Free School Hertfordshire. Harpenden Closed Free Schools. Hartsbrook E-Act Free School. Haringey Closed Free Schools. Hull Studio School Kingston upon Hull. City of Hull Closed Studio Schools. Hyndburn Studio School Lancashire. Accrington Closed Studio Schools. Inspire Enterprise Academy Southampton. Southampton Closed Studio Schools. Kajans Hospitality & Catering Studio College - KHCSC Birmingham. Birmingham Closed Studio Schools. The Midland Studio College Hinckley Leicestershire. Hinckley Closed Studio Schools. The Midland Studio College Nuneaton Warwickshire. Nuneaton Closed Studio Schools. New Campus Basildon Studio School Essex. Basildon Closed Studio Schools. Royal Greenwich Trust School Academy Greenwich. London Closed Free Schools. St Michael's Secondary School Cornwall. -

Piercing the Religious Veil of the So-Called Cults
Pepperdine Law Review Volume 7 Issue 3 Article 6 4-15-1980 Piercing the Religious Veil of the So-Called Cults Joey Peter Moore Follow this and additional works at: https://digitalcommons.pepperdine.edu/plr Part of the First Amendment Commons, and the Religion Law Commons Recommended Citation Joey Peter Moore Piercing the Religious Veil of the So-Called Cults , 7 Pepp. L. Rev. Iss. 3 (1980) Available at: https://digitalcommons.pepperdine.edu/plr/vol7/iss3/6 This Comment is brought to you for free and open access by the Caruso School of Law at Pepperdine Digital Commons. It has been accepted for inclusion in Pepperdine Law Review by an authorized editor of Pepperdine Digital Commons. For more information, please contact [email protected], [email protected], [email protected]. Piercing the Religious Veil of the So-Called Cults Since the horror of Jonestown, religious cults have been a frequent sub- ject of somewhat speculative debate. Federal and state governments, and private groups alike have undertaken exhaustive studies of these "cults" in order to monitor and sometimes regulate their activities, and to publicize their often questionable tenets and practices. The author offers a compre- hensive overview of these studies, concentrating on such areas as recruit- ment, indoctrination, deprogramming, fund raising, and tax exemption and evasion. Additionally, the author summarizes related news events and profiles to illustrate these observations,and to provide the stimulusfor further thought and analysis as to the impact these occurrences may have on the future of religion and religiousfreedom. I. INTRODUCTION An analysis of public opinion would likely reveal that the exist- ence of religious cults' is a relatively new phenomenon, but his- torians, social scientists and students of religion alike are quick to point out that such groups, though cyclical in nature, have simi- 2 larly prospered and have encountered adversity for centuries. -

Statement of Accounts 2015/2016 Audited Version September 2016
Statement of Accounts 2015/2016 Audited Version September 2016 Chief Executive 2 Page Introduction to the Statement of Accounts 1) Narrative Report 3 A brief introduction to the Statement of Accounts highlighting significant financial events and background to the 2015/2016 financial year. 2) Statement of Responsibilities for the Statement of Accounts 13 The principal financial responsibilities for approval and certification of the Statement of Accounts. Core Financial Statements 3) Movement in Reserves Statement (MIRS) 14 The Movement in Reserves Statement illustrates the overall position of the Council in terms of reserves held and the movement during the 2015/2016 financial year. 4) Comprehensive Income and Expenditure Statement 15 A summarised statement of the accounting income and expenditure for the provision of services during the 2015/2016 financial year in accordance with International Financial Reporting Standards (IFRS), as opposed to the amount to be funded by Council Tax. 5) Balance Sheet 16 An abbreviated statement of the Council’s assets, liabilities and reserves at the beginning and the end of the 2015/2016 financial year. 6) Cash Flow Statement 17 An abbreviated statement of the inflows and outflows of cash and cash equivalents during the 2015/2016 financial year categorised into operating, financing and investing activities. 7) Accounting Policies 18 Bedford Borough Council’s accounting policies employed in the production of the 2015/2016 Statement of Accounts. 8) Disclosure Notes to the Core Financial Statements 33 A group of detailed notes produced to provide clarity and to support the summarised amounts included in the core financial statements. Supplementary Statements 9) Collection Fund Statement 84 An overall summary of the collection performance of Council Tax and National Non-Domestic Rates (NNDR), including supporting disclosure notes. -

Paul Morantz (Page 13) Abank in the Village Last Year, Has We Launched a Major and Aggres- Fire Scares Within a Week of Each Plead Guilty to Four Bank Robberies
Palisadian-Post Serving the Community Since 1928 24 Pages Thursday, March 15, 2018 ◆ Pacific Palisades, California $1.50 Let’s Play Ball! Amazon Books Heading to Palisades Village By SARAH SHMERLING is an area “that we know is full of leased, with Amazon Books the Managing Editor readers.” 18th confirmed tenant. Palisadians have not turned At the three Amazon stores he next chapter of Caruso’s the pages at a local store since Vil- currently in California titles are laid Palisades Village has been lage Books closed its doors in June with covers rather than spines out. Twritten: Amazon has signed up to 2011, despite a fierce fight by -lo At the flagship store in Seattle, create a “bricks and mortar” store cals, including Tom Hanks, to save which stocks 6,000 books initially when the project opens on Sept. 22. it. chosen through its “social cata- “We created Amazon Books to Other retailers at the loging” website Goodreads, there be a place where customers discov- 125,000-square-foot complex will has been a list of recommended er books and devices they’ll love,” include SunLife Organics, Vintage volumes by Amazon founder Jeff Cameron Janes, vice president of Grocers and Cinépolis’ Bay The- Bezos. Amazon Books, told the Los Ange- atre. It includes his wife MacKenzie les Times. Caruso reported that 80 percent Tuttle Bezos’ Hollywood thriller He also noted that the Palisades of the 40-plus spaces have been “Traps.” Big, Worried Crowd for Safety Town Hall Councilmember Mike Bonin takes on questions. Rich Schmitt/Staff Photographer By CHRISTIAN MONTERROSA cars was a relief, as the impending Pali High, ensured parents that Reporter threat by the California regulators the school is increasing security to eliminate local beach’s mid- measures as the consideration of a oncerned for safety, privacy night-to-5 a.m. -

Story Ideas for Journalists Connections, Events, and Advocacy
Story Ideas for Journalists [email protected] | DeadInsaneOrInJail.com • Children’s rights / human rights • Institutionalized persuasion (coercion) • Social isolation during adolescence • Milieu control (brainwashing) • Decisions for institutional placement • Making art from trauma • Healthy attachment and trauma bonding • Art as the antidote to abuse Connections, Events, and Advocacy Groups: Virginia Festival of the Book MARCH 2018, CHARLOTTESVILLE, VA • Dead, Insane, or in Jail: Overwritten is featured on the panel discussion, “Seeking Wellness: We Are Not Alone,” about memoir and understanding. International Cultic Studies Association JULY 2016, DALLAS, TX • After attending the ICSA conference in Stockholm in 2015, Zack was invited to present the following year in Dallas, with his session, “The Lack of Research in Adolescent Group Settings: Psychological Pressures as Part of the Milieu in Controlling Institutions and Systems - Making Art out of the Inexpressible.” While there, at a Phoenix Project session on the role of the arts in resistance and recovery, Zack read from Book One and made the case that art is the antidote to authoritarianism. (icsahome.com) Virginia Festival of the Book MARCH 2016, CHARLOTTESVILLE, VA • Book One in the series, Dead, Insane, or in Jail: A CEDU Memoir, was selected for the 2016 Virginia Festival of the Book, and was featured in the local paper. To a packed house, Zack engaged in a public discussion with other experts about consent and coercion in mental health treatment policy. (VaBook.org) Daedalus Books Debut Event NOVEMBER 2015, CHARLOTTESVILLE, VA • Iconic used-bookseller Deadalus Books introduced Dead, Insane, or in Jail: A CEDU Memoir to local friends, fans, and supporters in Zack’s inaugural book event. -
How to Prepare and Perform Well in Interviews So, You Have Secured Yourself an Interview
HOW TO PREPARE AND PERFORM WELL IN INTERVIEWS So, you have secured yourself an interview. It could be for a college course, apprenticeship or part time job. Here are 4YP’s top tips for You can start by browsing the through it. What are they company’s website and trying working on? What have success. to find the answers to the been their successes? following questions: If you have a college interview, RESEARCH What does the company do? it may be helpful to have an Do they produce anything? Employers tell us their pet hate idea of the career direction Who are their customers? is people coming to interviews you would like to take once without having researched the How big is the company? you have finished the course. company. You want to avoid Are they just based in the UK These career websites are or international? Where are this embarrassing situation by great for careers research. putting in some time before their offices? your interview to find out a bit If the company has a news Prospects more about the company. section, take a good look icould You can see more information about us here www.4ypuk.com The next part of your research is • Where do you see yourself in the future? working out how you are going to • What are your strengths and areas you get to the interview. would like to develop? Look up where your interview is taking place • How would your friends and family describe using google maps. How are you going to you in terms of work? get there? You should aim to arrive at least 10 • What kind of situations are difficult for you? minutes early. -

Sixth Forms, Further Education & Higher
Sixth Forms, Further Education & Higher Education Sixth Forms (in distance order up to 10.5 miles from Etonbury Academy) Samuel Whitbread Academy https://www.samuelwhitbread.org.uk/ Fearnhill School http://www.fearnhill.herts.sch.uk/ The Knights Templar School https://www.ktemplar.herts.sch.uk/ The Highfield School http://www.highfield.herts.sch.uk/ Stratton Upper School http://www.stratton.beds.sch.uk/ The Priory School http://www.priory.herts.sch.uk/ Hitchin Boys' School https://www.hbs.herts.sch.uk/ Hitchin Girls' School https://www.hgs.herts.sch.uk/ The John Henry Newman Catholic School http://www.jhn.herts.sch.uk/ The Thomas Alleyne School https://www.tas.herts.sch.uk/ Barclay Academy http://barclayschool.co.uk/ Sandy Secondary School http://www.sandyupper.net/ The Nobel School http://thenobelschool.org/ Marriotts School https://marriotts.herts.sch.uk/ Cardinal Newman Catholic School http://newman6th.co.uk/ Barnwell School http://www.barnwellschool.co.uk/ Redborne Upper School and Community College https://www.redbornecommunitycollege.com/ Harlington Upper School http://www.harlington.org/ Bedford Academy https://bedfordacademy.co.uk/ Further Education Colleges (in distance order up to 15 miles from Etonbury Academy) North Hertfordshire College https://www.nhc.ac.uk/ Luton Sixth Form College https://www.lutonsfc.ac.uk/ Barnfield College http://www.barnfield.ac.uk/ Bedford College https://www.bedford.ac.uk/ Kimberley Sixth Form College https://www.kimberleycollege.co.uk/ Central Bedfordshire College http://www.centralbeds.ac.uk/ Higher Education Universities (in distance order up to 20 miles from Etonbury Academy) University of Bedfordshire https://www.beds.ac.uk/ University of Hertfordshire https://www.herts.ac.uk/ The Open University http://www.open.ac.uk/ . -

GATES V. DEUKMEJIAN 23 Vs
J.S. v. Cal. • ••< H • V H H W • • • I PC-CA-013-006 1 McCUTCHEN, DOYLE, BROWN & ENERSEN WARREN E. GEORGE (State Bar # 053588) 2 Three Embarcadero Center San Francisco, CA 94111 3 Telephone: (415) 393-2000 4 PRISON LAW OFFICE ROSEN & PHILLIPS DONALD SPECTER (# 083925) SANFORD JAY ROSEN (# 062566) 5 MILLARD MURPHY (# 124451) PAUL A. Di DONATO (# 124962) Freedom Mall, Main Street 155 Montgomery Street 6 San Quentin, CA 94964 8th Floor Telephone: (415) 457-9144 San Francisco, CA 94104 7 Telephone: (415) 433-6830 BROBECK, PHLEGER & HARRISON 8 MICHAEL W. BIEN (# 096891) ACLU FOUNDATION OF NORTHERN Spear Street Tower CALIFORNIA, INC. 9 One Market Plaza MATTHEW A. COLES (# 076090) San Francisco, CA 94105 1663 Mission Street 10 Telephone: (415) 442-0900 San Francisco, CA 94103 Telephone: (415) 621-2493 11 Attorney for Plaintiffs 12 13 UNITED STATES DISTRICT COURT 14 EASTERN DISTRICT OF CALIFORNIA 15 16 UNITED STATES OF AMERICA, No. CIV S-89-1233 EJG-JFM 17 Plaintiffs, 18 vs. STATE OF CALIFORNIA, et al., 19 Defendants. 20 21 JAY LEE GATES, et al., No. CIV S-87-1636 LKK-JFM 22 Plaintiffs, COMPLAINT IN INTERVENTION OF PLAINTIFFS IN GATES V. DEUKMEJIAN 23 vs. 24 GEORGE DEUKMEJIAN, et al., 25 Defendants. 26 455\2\complnt9.o20 - 1 - COMPLAINT IN INTERVENTION OF PLAINTIFFS 1 2 FIRST CAUSE OF ACTION 3 I. NATURE OF ACTION 4 l. Plaintiffs, prisoners incarcerated at the California 5 Medica Facility ("CMF") and at the Northern Reception Center 6 ("NRC"), bring this action to remedy the legally deficient medical 7 care and psychiatric care that are presently being provided at CMF 8 and NRC. -

B. Taxation of Revoked Tax-Exempt Organizations
B. TAXATION OF REVOKED TAX-EXEMPT ORGANIZATIONS: THE SYNANON CASE 1. Background When attorney Paul Morantz discovered the hard way that a four-foot rattlesnake was residing in his mailbox one day in October 1978, he had more pressing concerns than to wonder about the possible income tax implications of the event. Although he immediately might have suspected that his representation of two former Synanon members in a lawsuit against the Synanon Church, then recognized as an IRC 501(c)(3) organization, could have inspired retribution by the organization, he doubtless would not have foreseen, or at that moment much cared about, the subsequent administrative actions that resulted in the revocation of Synanon's exempt status, Synanon's legal attempts to regain that status, and its persistence throughout the entire period, both before and after revocation, in holding itself out to contributors as a charitable organization. The rattlesnake incident was far from the only questionable activity of the Synanon Church, but it was certainly the one that most captured the attention of the police, the press, and the IRS. As detailed in Synanon Church v. U.S., 579 F.Supp. 967 (D.C., D.C., 1984), in a 1977 speech called "New Religious Posture", Charles Dederich, Synanon's founder, had warned "Don't mess with us. You can get killed dead. Physically dead." Groups were organized to carry on a "Holy War" against Synanon's enemies, and Synanon had been tied to a number of beatings and acts of physical violence. During the summer preceding the incident, while Synanon officials were in Italy, phone calls were made to the United States in an attempt to arrange Mr. -

[email protected] Our Ref: 2650765 Date: 2 July 2019
Ms Lauren Harris Email: [email protected] Our ref: 2650765 Date: 2 July 2019 Dear Ms Harris Freedom of Information Act 2000 I can confirm that the information requested is held by Central Bedfordshire Council. I have detailed below the information that is being released to you. Information requested is as set out below. Please note that this information can change; it is provided as is current today, 2nd July 2019. I would like to make a request under the freedom of information act to obtain information regarding School Cluster Groups and/or Federations of schools within the local authority. I would appreciate the following information please: Q1. Names of Cluster Groups and Federations Q2. Which Schools are in each Cluster/Federation Q3. The name of the lead School with in each Cluster or Federation if possible. A1-3. Names of Cluster Groups and Federations Biggleswade cluster – Lead: Cathy Smart Schools in this cluster: Biggleswade Academy, Caldecote CE Academy, Dunton VC Lower, Edward Peake Middle, Lawnside Lower, Northill VA Lower, Potton Lower, Potton Middle, St. Andrew’s Lower (East and West), Stratton Upper, Sutton Lower, Wrestlingworth Lower Biggleswade Academy member of Life Academies Trust Caldecote CE Academy – Diocese of St Albans MAT Dunton VC Lower -Federation of Dunton and Wrestlingworth LS Lawnside Lower - BEST Potton Lower – The Pinnacle Trust, Potton Federation Potton Middle – The Potton Federation Stratton Upper – Stratton Education Trust Wrestlingworth Lower - Federation of Dunton and Wrestlingworth -
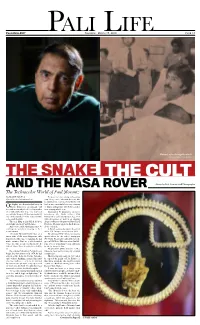
The Technicolor World of Paul Morantz
Palisadian-Post Thursday, March 15, 2018 Page 13 Morantz after the reptile attack Photo courtesy of Paul Morantz Photos by Rich Schmitt/ Staf Photographer The Technicolor World of Paul Morantz By MARIE TABELA Forty years later, sitting in his shad- Special to the Palisadian-Post owy living room, Morantz does not like to dwell on his long recovery. But he still n display in a home tucked away in feels it was a worthwhile victory over one ORustic Canyon is an unusual wall of many such groups who believed they decoration: a nearly fve-foot-long replica were waging a holy war. of a rattlesnake that was once deployed Surrounded by mementos of an ex- as a murder weapon. It was handmade by traordinary life, walls covered with one of the members of the very cult who Disney flm cells and Golden Age Hol- concocted the plan. lywood beauties, as well as an amazing The real thing nearly killed its host, array of tributes to his personal hero Davy civil rights attorney Paul Morantz. Crockett, Morantz spoke in hushed tones And today, sadly, that injury may be about evil men. catching up with him, proving to be a A West Los Angeles native, he served mortal wound. in the U.S. Army as a reservist in 1963. All along Morantz knew that, as a He attended USC where he became ferce critic of the more dangerous cults sports editor for the school newspaper that followed the Age of Aquarius, he had The Daily Trojan and earned his law de- made enemies. -

Annual Report 2017
Annual Report 2017 Published February 2018 Challenge Partners is a Contents 1. THE PARTNERSHIP 2 practitioner-led education About Challenge Partners 3 Message from the Chief Executive 4 charity that enables Our principles and approach 6 collaboration between Challenge Partners by numbers 10 2. OUR COLLECTIVE AIMS 12 It is possible to have both excellence 13 schools to enhance the and equity in our education system Our aims 16 life chances of all children, Impact and performance against our aims 17 3. THE PROGRAMMES 20 especially the most Our programmes 21 The Network of Excellence 22 disadvantaged. Hubs 24 The Quality Assurance Review 27 Leadership Development Days 32 Leadership Residency Programme 32 School Support Directory 32 Events 33 Challenge the Gap 34 Getting Ahead London 40 EAL in the mainstream classroom 43 4. FINANCES 44 Income and expenditure 44 5. LOOKING FORWARD 45 6. LIST OF CHALLENGE PARTNERS SCHOOLS 46 1. The partnership About Challenge Partners Challenge Partners is a practitioner-led education charity that enables collaborative school improvement networks to enhance the life chances of all children, especially the most disadvantaged. Challenge Partners was formed to continue the learning which emerged from the development of Teaching Schools that evolved out of the London Challenge. Since its formation in 2011, the outcomes for pupils in Challenge Partners schools have consistently improved faster than the national average. We provide networks and programmes that facilitate sustainable collaboration and challenge between schools in order to underpin improvements in outcomes which would not be possible for a school, or group of schools, to achieve as effectively on its own.