Complete Book of Locks and Locksmithing
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Mul-T-Lock 2016 Product Catalog Mul-T-Lock High Security & Access Control Solutions
Mul-T-Lock 2016 Product Catalog Mul-T-Lock High Security & Access Control Solutions Effective January 1, 2016 TABLE OF CONTENTS Introduction 1 Grade 1 Hercular® Deadbolts 65 How to Order 4 Hercular® Anti-Ligature & Latch Locks 66 Multiple Platforms – A Security Level for Every Need 6 Grade 2 Cronus® Deadbolts 67 MT5®+ Platform Introduction 7 Locksets & Hardware 68 Interactive®+ Platform Introduction 8 Rim Locks 69 Integrator® Platform Introduction 9 Mortise Locks 70 Access Control, Keyless Entry & Smart Solutions 10 Lever & Knob Locks 71 WatchLock™ 11 Utility, Furniture & Retail Locks 73 Traka® Key & Asset Management Solutions 14 Padlocks 76 ENTR™ Smart Lock Solution 16 ArmaD Locks 79 Yale® Key Safes & Boxes 18 Mul-T-Lock Junior 82 CLIQ® E-Cylinders & Smart Key Solutions 20 Mul-T-Lock Parts 84 SMARTair® Access Control Solutions 26 Cylinder Parts - Pins 86 SMARTair® E-Motion Electronic Cabinet & Locker Locks 32 Cylinder Parts 100 Yale® Shine™ Glass Digital Door Locks 36 Hercular® Deadbolt Parts 138 Code-It™ Electronic Pushbutton Levers 38 Anti-Ligature Deadbolt & Gate Latch Lock Parts 142 GotU®+ Digital Door Viewers 40 Top Guard® Parts 143 Mul-T-Lock Keys, Keying Options & Services 42 Utility & Furniture Lock Parts 144 Keys & Cards 43 Padlock Parts 160 Services 47 Key Cutting Machine Parts 170 Machinery, Pinkits & Tools 48 Standard Ordering Form 174 Locksmith Tools 49 Master Keying Information 175 Cylinders 51 Key & Cylinder Maintenance 178 Mortise Cylinders 52 Warranty 180 Mogul Cylinders 52 Conditions of Sale 182 Rim Cylinders 53 Available Finishes 187 Large Format Interchangeable Cores 53 Knob, Lever and Deadbolt Replacement Cylinders 54 Foreign Cylinders 62 Deadbolts & Deadlatches 64 Established in 1973, Mul-T-Lock is a worldwide leader in the developing, manufacturing, and marketing of high security products for Institutional, Commercial, Industrial, and Residential customers. -
Full Line Catalog
STANLEY COMMERCIAL HARDWARE STANLEY Full Line Catalog STANLEY Commercial Hardware Trusted experts. Proven reliability. Simply STANLEY. When trust is earned, confidence is secured. Backed by the strength and trust of our brand, Stanley Commercial Hardware products are designed to fit a variety of commercial applications. The door hardware in retail, banks, multi-family housing, assisted living facilities and other commercial buildings all have constant traffic that need to withstand continuous use and abuse. The Stanley Commercial Hardware line of mechanical locks, exits, and closers delivers quality and durability at a mid-price point value. We’re easy to do business with, shipping all of our products from a single location and providing the industry’s best lead times. And most importantly, we ensure that trust is always built-in. Trust in the reliable performance our products provide, and in the heritage of the Stanley brand. Security solutions are among your most important decisions. Make a choice in which you can have total confidence: Stanley Commercial Hardware. Trusted experts. Proven reliability. Simply STANLEY. Vertical Markets Stanley Commercial Hardware products are an ideal fit for a variety of commercial applications and include the following market segments: Multi-Family/Multi-Use Medical Office Buildings (MOB) Retail/Strip Malls Industrial Commercial Office Buildings Banking Assisted Living/Nursing Homes Other Commercial Table Of Contents Intro ..............................................................................2 -

Lock Picking Guide 2001
SECRETS OF LOCK PICKING By Steven Hampton Originally Published by Paladin Press (c) 1987 (don't let the date fool you. This is good stuff)- Dr Bloodmoney (brought to you by Dr. Bloodmoney) [Converted to pdf / edited / updated by: ALEx604 Oct., 31st 2001 Shouts to Midirain, Draven, Wolfe347, Netdenizen, The Redwood Mafia] ( "Well, I'm bringing you this file because I have a scanner and an OCR package and I like to pick locks. This file is a complete transcription of the book, Secrets of Lock Picking by Steven Hampton, minus the chapter on warded locks (These locks are cheap. Use a hammer and a screwdriver). Before getting on to the subject, I would just like to use this opportunity to say that you can not just read this file and know how to pick locks. It does take practice. The good news is that by practicing you will learn how to open locks. And fast, too. I have heard many people say "It's not like the movies... it takes time to pick a lock." Well, sometimes that's true, but I have picked a Sargeant six-pin, high-security tumbler lock in three seconds. And other similar locks in the the same time frame as well. So I know that it can be done. But don't worry. Practicing is not boring. There is a certain thrill present when you pick a lock for the very first time. Imagine the sensation of knowing that you can get into almost anywhere you want. Believe me when I tell you that it is very cool."- Dr. -

MR SERIES Mortise Locks Grade 1
MR SERIES Mortise Locks Grade 1 pdqlocks.com TABLE 0F CONTENTS WHAT MAKES A GREAT LOCK ............................................................................................................................ 2-3 PRODUCT SPECIFICATIONS ..................................................................................................................................4 FUNCTIONS .................................................................................................................................................... 5-9 INDICATORS .................................................................................................................................................... 10 CROSS REFERENCE TABLES ............................................................................................................................... 11 F SERIES TRIM ............................................................................................................................................12-13 J SERIES TRIM .............................................................................................................................................14-19 ELECTRIFIED LOCKING/UNLOCKING (FAIL SECURE/FAIL SAFE) .................................................................................... 20 REQUEST TO EXIT, LATCH BOLT MONITORING, ELECTRIC STRIKES , POWER SUPPLIES ...............................................21-22 POWER TRANSFER HINGES ............................................................................................................................... -
EC81-2056 Keys to Security: Doors and Windows
University of Nebraska - Lincoln DigitalCommons@University of Nebraska - Lincoln Historical Materials from University of Nebraska- Extension Lincoln Extension 1981 EC81-2056 Keys to Security : Doors and Windows Wanda M. Leonard Follow this and additional works at: http://digitalcommons.unl.edu/extensionhist Leonard, Wanda M., "EC81-2056 Keys to Security : Doors and Windows" (1981). Historical Materials from University of Nebraska- Lincoln Extension. 4560. http://digitalcommons.unl.edu/extensionhist/4560 This Article is brought to you for free and open access by the Extension at DigitalCommons@University of Nebraska - Lincoln. It has been accepted for inclusion in Historical Materials from University of Nebraska-Lincoln Extension by an authorized administrator of DigitalCommons@University of Nebraska - Lincoln. AC1¥tr &s .I'7 Nebraska Cooperative Extension Se rvice EC 81 -2056 ' l:) l-~ (.. •"Z. ~' . .... Issued in furtherance of Cooperative Extension work, Acts of May 8 and June 30, 1914, in cooperation with the : • • '• U.S. Department of Agriculture. Leo E. Lucas, Director of Cooperative Extension Service, University of Nebraska, : ~ a Institute of Agriculture and Natural Resources. ~••• •~ ..... K~" fa S~~ Doors & Windows Wanda M. Leonard, Extension Community Resource Development Specialist There are more than three million burglaries reported According to the FBI, more than 75 percent of all annually - or one for every 25 households. About half burglaries involve entry through doors. An astounding of all burglaries are not reported; therefore, it's likely 18 OJo are through unlocked doors! Windows come next. that 1 in every 12-13 households is burglarized each So, identify all entry points to your home and check year. each for structural firmness and snug fit. -

Patio Door Lock, Patio Door Pin, Patio Door Loop Lock & Patio Door Security Bar
ZZ-24 cover_Cover 2013 9/30/2013 3:10 PM Page 1 YouTube Facebook Twitter Google+ CONNECT With Prime-Line primeline.net 26950 San Bernardino Ave., Redlands, CA 92374 (909) 887-8118 • FAX - (909) 880-8968 Outside CA - (800) 255-3505 • FAX - (800) 437-7405 ZZ-24 (10-13) ©2013 Prime-Line primeline.net primeline.net ZZ-24 cover_Cover 2013 9/30/2013 3:10 PM Page 2 The NEXT generation of packaging! Vibrantly colored category designation Allows easy recognition between Window, Entry, Patio, Child and Utility Categories Larger-than-life product photographs In-use photography allows easy identification Colorful application photographs Customers see the product in practical applications for identification Reverse-sealed blister holds product and instructions Products are securely sealed in blister packs on the reverse side and include detailed installation instructions zz-24 (05-16)_ZZ-24 (09-16) 9/20/2016 10:17 AM Page 1 zz-24 (05-16)_ZZ-24 (09-16) 9/20/2016 10:17 AM Page 2 Cont ents 1 Safe Deposit Can 4 2 Re-Key A Lock Strike Plates 3 Door Knob & Wall Shields 4 Strike Plates: Adjustable, "T", Standard Latch, Security Deadbolt, Security Latch, Maximum Security Combination, Maximum Security Latch, Maximum Security Deadbolt, & Armored Security 10 Lock & Door Reinforcers: Recessed & Non-Recessed Edge, Door Edge & Frame Reinforcer, Decorative Door Reinforcer, Blank Reinforcer & Mega Jamb 10 15 Latch Shields: Lock & Door Reinforcers Protector, Shields, Bore Reducer, Door Edge Filler Plate, Cover Plate & Hole Cover 19 Window & Door Security: Sliding Window -
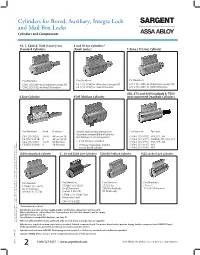
Cylinders for Bored, Auxiliary, Integra Lock and Mail Box Locks Cylinders and Components
Cylinders for Bored, Auxiliary, Integra Lock and Mail Box Locks Cylinders and Components 10, 7, 6500 & 7500 (Lever) Line 8 and 9 Line Cylinders* Standard Cylinders (Knob Locks) T-Zone (11 Line) Cylinder Part Numbers: Part Numbers: Part Numbers: C10-1 (13-3266) for all functions (except 50) C8-1 (13-2194) for all functions (except 50) C11-1 (13-4145) for all functions (except 50) C10-2 (13-3492) for Hotel 50 function C8-2 (13-2195) for Hotel 50 function C11-2 (13-4146) for Hotel 50 function 460, 470 and 480 Deadbolt & 7500 6 Line Cylinder 4101 Mailbox Cylinder Interconnected Deadbolt Cylinders Part Numbers: Knob Function Consult mailbox manufacturer to Part Numbers: Function determine compatibility of cylinder C6-1 (13-3129) S & N All except 50 and mailbox . 5 or 6 pin systems C480-1 (13-3456) 454, 474, 484 C6-1B (13-3130) B All except 50 C480-2 (13-3457) 7500DB, 455, 485, 487 C6-2 (13-3108) S & N 50 Function • 2 cut day keys provided C480-3 (13-3458) 456, 475, 486 C6-2B (13-3109) B 50 Function • US Postal regulations prohibit C460-1 (13-3495) 464 master keyed cylinder C460-2 (13-3496) 465 7600 Integralock Cylinder 5*, 8X and 5500 Line Cylinders 758/858 Padlock Cylinder 1655 Locker Lock Cylinder Part Number: Part Numbers: Part Numbers: Part Numbers: C7600-1 (13-3987) C5500-1 (13-3526) C750-1 for C1655-1 for all functions for all functions 758/858 Padlocks 13-1813 (tail piece) (except 26, 27, 50) (except 5 line 50) 04 Finish only C5500-2 (13-3708) 5 line 50 function hotel C8X-1 (13-5202) * Discontinued products All cylinders are 6 pin and are supplied with 2 nickel silver change keys unless noted. -

Section D - Cabinet Locks & Latches
Section D - Cabinet Locks & Latches SECTION D - TABLE OF CONTENTS A Section D Contents: B Olympus Locks → National Lock Overview............................. 2 D-32 - D-41 C Removacore Locks....................................... 3 Disc Tumbler Cam & D Deadbolt Locks...................................... 4 - 7 Pin Tumbler Cam & EE Deadbolt Locks.......................................8 - 9 Timberline → Interchangeable FF National Lock Accessories................10 - 11 Lock Plug System SlamCAM/SlamStrike...............................12 pages D-16 - D-31 G Keyless Locks......................................13 - 15 Timberline Lock Overview.........................16 H Timberline Lock Cylinder Bodies.......17 - 29 Timberline Lock Plugs I & Accessories.................................... 30 - 31 Olympus Lock overview............................32 J Olympus Padlockable Camlock 33 Double Door KK Olympus Cam/Deadbolt Locks........34 - 35 Latches → Olympus Cam/ page D-45 L Deadbolt Lock Bodies.......................36 - 37 Olympus SFIC Cylinders.......................... 38 MM CompX National Olympus Lock Accessories............... 39 - 41 ← Disc & Pin Tumbler Cam Specialty & Showcase Locks............ 42 - 45 Locks NN Strikes & Catches.............................. 46 - 56 pages D-4 - D-12 OO PP ↓Keyless Locks pages D-13 - D-15 QQ R Magnetic Catches → S pages D-46 - T D-47 U ← Elbow Catches V page D-55 WW XX Y Roller Catches page D-53↑ 800-289-2237 • WWW.WURTHBAERSUPPLY.COM • WÜRTH BAER SUPPLY D - 1 Section D - Cabinet Locks & Latches A NATIONAL LOCK OVERVIEW B A Lock Is A Lock…..Or Is It? C Disc Tumbler, Pin Tumbler & Deadbolt Locks: D Disc Tumbler Cam Locks sometimes referred to as “wafer locks” are inexpensive, low security locks with limited keying capabilities. Master keying for disc tumbler locks is limited to only one level. The disc tumbler lock consists of chambers with only one disc per chamber which raises or lowers as the key E passes through the window that is cut into the disc. -

Catalog: Schlage B Series Commercial Grade Deadbolts Catalog
B Series Commercial grade deadbolts Put your trust in the name you know ® For more than 90 years, Schlage® has been providing innovative Contents security solutions for schools, hospitals, hotels, condominiums and a 4-5 B Series overview host of other commercial buildings. Today, Schlage is at the forefront 6-7 B600/700/800 performance of cutting-edge technology including wireless security, access control features and exploded view systems including readers, credentials and biometrics. With a wide 8 Designs range of products, styles and finishes, Schlage has what you need, no 9 Finishes matter how demanding your project specifications may be. We stand 10-11 Deadbolt functions behind every product we make with the best after-sales service in the 12-13 B500 performance features business. It’s this commitment to design, performance and technology and exploded view that ensures you can stand behind our products too. 14 Designs and finishes 15 Deadbolt functions 16-17 B250 performance features Real security is knowing and exploded view 18 Designs and finishes exactly what you want 19 Deadbolt functions 20 Cylinders and key systems and getting it 21-22 Standard cylinders and Primus® XP high security cylinders When you know exactly what you want, you don’t want to waste time 23 Full size interchangeable core finding out whether it meets your project specifications. That’s why we 23 Small format interchangeable core offer the world’s largest team of hardware specification writers to help 24 Latches and bolts you and your clients turn your vision into reality. And when it comes to 25 Strikes, thumbturns and products, our commercial suiting options, wide variety of lever designs inside plates and rich selection of finishes give you the tools you need to make your 26 Accessories and other parts projects perfect. -
Keys a Key Is an Instrument That Is Used to Operate a Lock
CSCLA PRESS September 19th Time 7:00pm At the Church CSCLA CSCLA President Secretary Mike Middick, CML Pete Henley Middick’s Locksmith Shop Henley's Key Service 1422 Royal Gorge Blvd. 117 E Boulder St. Canon City CO 81212-3908 Colorado Springs CO 80903 Ph. 719-275-7787 Fax 719-275-3278 719 338-0889 Email - captkeyman@ gmail.com Email - [email protected] Vice-President Members at Large Paul Arens 141 E Navajo Carl Price Colorado Springs CO 80906-2255 Ron Cox 719-632-5085 Steve Cormier Email - [email protected] Treasurer Newsletter Editor Barry Meyer, CPL Acoma Locksmith Service Could be you. 421 Perry St. Now awaiting for you to volunteer! Castle Rock CO 80104-2442 303-688-4104 Send info to the president. Email - [email protected] CSCLA STATEMENT OF MISSION & PURPOSE The mission and purpose is to encourage, promote, aid in and affect the voluntary interchange, among members of the CSCLA, of data, information, experience, ideas, knowledge, methods and techniques relating to the field of Locksmithing. Central & Southern Colorado Locksmith Association Founded 1991 DISCLAIMER The CSCLA Press is the publication of the Central & Southern Colorado Locksmiths Association. Other locksmith organizations may use or copy the CSCLA Press (except text taken from copyrighted publications) without written consent, provided it is used to better the industry and proper credit is given. We reserve the right to edit articles for clarity and space, and contributions remain the property of CSCLA. Any articles or opinions expressed in this publication unless identified by the author’s name or contributing organization are solely those of the editor. -

The Spectacle of Security: Lock-Picking Competitions and the Security Industry in Mid-Victorian Britain
This is a repository copy of The spectacle of security: lock-picking competitions and the security industry in mid-Victorian Britain. White Rose Research Online URL for this paper: http://eprints.whiterose.ac.uk/83078/ Version: Accepted Version Article: Churchill, D (2015) The spectacle of security: lock-picking competitions and the security industry in mid-Victorian Britain. History Workshop Journal, 80 (1). 52 - 74. ISSN 1363-3554 https://doi.org/10.1093/hwj/dbv018 Reuse Unless indicated otherwise, fulltext items are protected by copyright with all rights reserved. The copyright exception in section 29 of the Copyright, Designs and Patents Act 1988 allows the making of a single copy solely for the purpose of non-commercial research or private study within the limits of fair dealing. The publisher or other rights-holder may allow further reproduction and re-use of this version - refer to the White Rose Research Online record for this item. Where records identify the publisher as the copyright holder, users can verify any specific terms of use on the publisher’s website. Takedown If you consider content in White Rose Research Online to be in breach of UK law, please notify us by emailing [email protected] including the URL of the record and the reason for the withdrawal request. [email protected] https://eprints.whiterose.ac.uk/ Spectacles of Security: Lock-Picking Competitions and the Emergence of the British Security Industry in the Mid-Nineteenth Century David Churchill [This article is forthcoming in the History Workshop Journal.] Despite decades of research on the history of crime, policing and punishment, historical work on security remains in its infancy. -

Disc Tumbler Locks
8994 Layout 12/9/99 9:36 AM Page 1 Cabinet Locks Manufactured to Order MADEMADE ININ U.S.A.U.S.A. A2695 ISO 9001 8994 Layout 12/9/99 9:41 AM Page 2 Designing Locks for Your Needs At National Cabinet Lock, every effort is As an ISO 9001 registered company, Quality directed towards proficiency in engineering, Assurance and SPC programs monitor all designing and production, so we earn cus- phases of production. National Cabinet tomer confidence in the high quality and Lock customers can be confident they are dependable perfomance of our products. purchasing locks they will be proud to use Through innovative product development by to provide security on their own manufac- use of analysis tools such as 3D modeling tured products. and rapid prototyping, National Cabinet Lock continually focuses on collaborating As one of the few remaining cabinet lock with customer engineering departments to manufacturers, who value what “Made in develop products to meet their special USA” has to offer, we have invested in needs. With standard products and cus- automated production facilities in South tomized versions of its core product line, Carolina to manufacture our products. We National Cabinet Lock has met and exceed- are committed to maintaining dependable ed changing customer requirements since service to our customers as we have for 1903. nearly one hundred years since our found- ing. Our use of Finite Element Modeling and Failure Mode and Effects Analysis provides essential and useful insight into the strength and design attributes of the locks that we develop. Mixed-model scheduling procedures and the use of kanban produc- tion principles help provide products quick- er and at lower costs.