Processing Inspector Applicant Training Manual
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Contemporary Asian Is Hot in Singapore's Dining Scene
Contemporary Asian is hot in Singapore's dining scene Chef Alvin Leung, who is behind the three-Michelin-star Bo Innovation in Hong Kong, took 10 years to open Forbidden Duck, his first eatery in Singapore. It opened last Thursday. ST PHOTO: NG SOR LUAN Celebrity chef Alvin Leung's Forbidden Duck and MasterChef Woo Wai Leong's Restaurant Ibid are among the many Asian and modern Chinese restaurants popping up in Singapore. The Sunday Times checks them out PUBLISHED: MAY 6, 2018, 5:00 AM SGT ... Eunice Quek Asian is the flavour of the month, with the opening of a slew of new restaurants - many of which are best described as modern Chinese. High-profile ones include Madame Fan in Beach Road and Forbidden Duck by celebrity chef Alvin Leung at Marina Bay Link Mall. Local chefs are also paying homage to their roots - with MasterChef Asia winner Woo Wai Leong's Restaurant Ibid in North Canal Road and Circa 1912 by food consultant and chef David Yip. All these add to the more than 20 new restaurants and casual eateries which have opened since last month. And more are in the pipeline. There has also been a spate of brands from overseas opening here, including Took Lae Dee from Thailand and one-Michelin-starred Qi - House of Sichuan from Hong Kong. According to information from analytics platform Handshakes and the Accounting and Corporate Regulatory Authority, 409 restaurants have opened so far this year, while 269 have closed. If the pace of restaurants opening is kept up for the rest of the year, it could well surpass last year's total of 1,084 - which itself was almost double the number in 2016. -

Efecto Del Tiempo De Salado Sobre El Perfil De Compuestos Volátiles Y Características Organolépticas Del Lacón
Universidad de Vigo Departamento Ingeniería Química EFECTO DEL TIEMPO DE SALADO SOBRE EL PERFIL DE COMPUESTOS VOLÁTILES Y CARACTERÍSTICAS ORGANOLÉPTICAS DEL LACÓN. INFLUENCIA DEL EMPLEO DE LEVADURAS AUTÓCTONAS MEMORIA PARA OPTAR AL GRADO DE DOCTOR PRESENTADA POR Laura Purriños Pérez Bajo la dirección de los doctores Francisco Javier Carballo García José Manuel Lorenzo Rodríguez Daniel José Franco Ruíz Ourense, 2013 Laura Purriños Pérez, Licenciada en Ciencias Químicas por la Universidad de Santiago de Compostela, presenta la Tesis Doctoral titulada “Efecto del tiempo de salado sobre el perfil de compuestos volátiles y características organolépticas del lacón. Influencia del empleo de levaduras autóctonas” como uno de los requisitos para optar al grado de Doctor por la Universidad de Vigo. En Ourense a de de 2013 La Doctoranda Fdo.: Laura Purriños Pérez Campus de Ourense Facultade de Ciencias D. Francisco Javier Carballo García, Catedrático del Departamento de Ingeniería Química del Área Tecnología de los Alimentos de la Universidad de Vigo. HACE CONSTAR: Que Dª Laura Purriños Pérez, licenciada en Ciencias Químicas, ha realizado bajo mi dirección y asesoramiento el presente trabajo titulado “Efecto del tiempo de salado sobre el perfil de compuestos volátiles y características organolépticas del lacón. Influencia del empleo de levaduras autóctonas”, que cumple los requisitos de calidad científica necesarios para optar al grado de Doctor por la Universidad de Vigo. Y para que conste a los efectos oportunos, firmo la presente en Ourense, a de de 2013. Fdo: D. Francisco Javier Carballo García D. José Manuel Lorenzo Rodríguez, Jefe de Investigación Agroalimentaria del Centro Tecnolóxico da Carne de Galicia. HACE CONSTAR: Que Dª Laura Purriños Pérez, licenciada en Ciencias Químicas, ha realizado bajo mi dirección y asesoramiento el presente trabajo titulado “Efecto del tiempo de salado sobre el perfil de compuestos volátiles y características organolépticas del lacón. -

Clean Label Alternatives in Meat Products
foods Review Clean Label Alternatives in Meat Products Gonzalo Delgado-Pando 1 , Sotirios I. Ekonomou 2 , Alexandros C. Stratakos 2 and Tatiana Pintado 1,* 1 Institute of Food Science, Technology and Nutrition (CSIC), José Antonio Novais 10, 28040 Madrid, Spain; [email protected] 2 Centre for Research in Biosciences, Coldharbour Lane, Faculty of Health and Applied Sciences, University of the West of England, Bristol BS16 1QY, UK; [email protected] (S.I.E.); [email protected] (A.C.S.) * Correspondence: [email protected] Abstract: Food authorities have not yet provided a definition for the term “clean label”. However, food producers and consumers frequently use this terminology for food products with few and recognisable ingredients. The meat industry faces important challenges in the development of clean-label meat products, as these contain an important number of functional additives. Nitrites are an essential additive that acts as an antimicrobial and antioxidant in several meat products, making it difficult to find a clean-label alternative with all functionalities. Another important additive not complying with the clean-label requirements are phosphates. Phosphates are essential for the correct development of texture and sensory properties in several meat products. In this review, we address the potential clean-label alternatives to the most common additives in meat products, including antimicrobials, antioxidants, texturisers and colours. Some novel technologies applied for the development of clean label meat products are also covered. Keywords: clean label; meat products; nitrites alternatives; phosphates alternatives Citation: Delgado-Pando, G.; Ekonomou, S.I.; Stratakos, A.C.; Pintado, T. -

 GC-Tof-MS and GC-IMS Based Volatile Profile Characterization Of
Food Research International 142 (2021) 110222 Contents lists available at ScienceDirect Food Research International journal homepage: www.elsevier.com/locate/foodres GC × GC-ToF-MS and GC-IMS based volatile profilecharacterization of the Chinese dry-cured hams from different regions Wenqian Li a,b,1, Yan Ping Chen b,1, Imre Blank c, Fuyang Li b, Chunbao Li a, Yuan Liu b,* a National Center of Meat Quality and Safety Control, College of Food Science and Technology, Nanjing Agricultural University, Nanjing 210000, Jiangsu, China b Department of Food Science & Technology, School of Agriculture & Biology, Shanghai Jiao Tong University, Shanghai 200240, China c Zhejiang Yiming Food Co, Yiming Industrial Park, Pingyang County, Wenzhou 325400, China ARTICLE INFO ABSTRACT Keywords: Chinese dry-cured hams have unique aroma characteristics appreciated by local consumers. The volatile organic Dry-cured hams compounds (VOCs) of six selected Chinese dry-cured hams (Mianning, Nuodeng, Saba, Sanchuan, Wanhua, and Volatile organic compounds Xuanen) were analyzed by solvent assisted flavorevaporation (SAFE) combined with GC × GC-ToF-MS and head- GC×GC-ToF-MS space (HS) injection combined with GC-IMS. To visualize VOCs and differentiate samples, principal component GC-IMS analysis (PCA) and multiple factor analysis (MFA) were performed. GC × GC-ToF-MS resulted in over fivetimes Principal component analysis × Multiple factor analysis more VOCs (265) than GC-IMS (45). However, PCA and MFA indicated similar results using GC-IMS or GC GC- ToF-MS data, suggesting HS-GC-IMS as a good choice to differentiate dry-cured hams from different regions. Xuanen ham from Yunnan Province having smoky aroma was significantly different from other hams, likely due to its unique process. -

“Nose-To-Tail” and Other Efficient Food Utilization Options from A
sustainability Article Comparing “Leaf-to-Root”, “Nose-to-Tail” and Other Efficient Food Utilization Options from a Consumer Perspective Sina Nitzko * and Achim Spiller Department of Agricultural Economics and Rural Development, University of Göttingen, 37073 Göttingen, Germany * Correspondence: [email protected] Received: 31 July 2019; Accepted: 29 August 2019; Published: 2 September 2019 Abstract: The efficient use of natural raw materials is a key element of sustainable development and is also gaining importance in the food sector. Consumers are increasingly realizing that food is too valuable to be used only partially. However, consumer acceptance is an important precondition for establishing efficient food utilization options. A total of 470 German consumers were surveyed through an online-questionnaire where they had to evaluate three options each for the efficient use of plant-based foods as well as animal-based foods with respect to eight different criteria. The results show that the six options differed significantly regarding consumer acceptance. The efficient use of plant-based foods (especially non-standard fruits/vegetables and the “leaf-to-root” principle) was more accepted than the efficient utilization of animal-based foods. Furthermore, it can be seen that options using the by-products in a natural form were considered more acceptable than those which subject the by-products to some form of processing. These results provide an insight into the views of consumers on food waste reduction strategies, which are frequently debated in the sustainability discussion. Keywords: efficient utilization; food consumption; consumer research; food by-products 1. Introduction The efficient use of natural, renewable raw materials is a key element of sustainable development. -

The Meat of It: in China
A Bi-Monthly Newsletter from Malabar Super Spice Co. Ltd. Nov/Dec 2012 CHECK OUT MALABAR’s full catalogue is available online. malabarsuperspice.com OUR WEBSITE! www Upcoming Events January 29 to 31, 2013 International Production THE MEAT OF IT: & Processing Expo Georgia World Congress Center Atlanta, Georgia www.ime13.org February 10 to 13, 2013 MeatExpo ‘13 The Mirage Hotel Las Vegas, Nevada www.meatxpo.org May 4 to 9, 2013 IFFA Frankfurt, Germany MEAT INDUSTRY www.iffa.com Food Industry Update IN CHINA Ready-Meals Market Commodity markets have experienced considerable price increases over the past 12-18 in Growth Mode months, and food prices are no exception. Even spices have been affected: the price of The global market for meals and meal raw nutmeg has tripled; the price of pepper has more than doubled. centres is currently worth $107bn and growing rapidly at a rate of 8.1% per Extreme weather conditions are partly to blame, but there’s a lot more to it. Chief year as consumers increasingly seek among the reasons are demographic shifts in other countries, primarily the growing convenient and added-value meal middle class in places like China & India. This month we explore the Chinese meat solutions, according to our latest industry, to get a look at what’s changing in this important part of the world. research. Chilled ready meals are now the largest market, worth $28bn globally, placing Despite its long history, the meat it firmly ahead of the global market for processing industry in China is in a pizzas and frozen ready meals. -
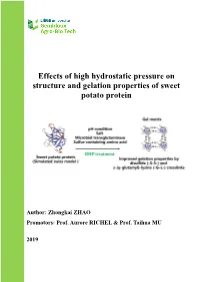
Effects of High Hydrostatic Pressure on Structure and Gelation Properties of Sweet Potato Protein
Effects of high hydrostatic pressure on structure and gelation properties of sweet potato protein Author: Zhongkai ZHAO Promotors: Prof. Aurore RICHEL & Prof. Taihua MU 2019 COMMUNAUTÉ FRANÇAISE DE BELGIQUE UNIVERSITÉ DE LIÈGE – GEMBLOUX AGRO-BIO TECH Effects of high hydrostatic pressure on structure and gelation properties of sweet potato protein Zhongkai ZHAO Dissertation originale présentée en vue de l’obtention du grade de docteur en sciences agronomiques et ingénierie biologique Promotor: Prof. Aurore RICHEL & Prof. Taihua MU Année civile: 2019 Copyright. Cette œuvre est sous licence Creative Commons. Vous êtes libre de reproduire, de modifier, de distribuer et de communiquer cette création au public selon les conditions suivantes: - paternité (BY): vous devez citer le nom de l'auteur original de la manie re indiquée par l'auteur de l'œuvre ou le titulaire des droits qui vous confère cette autorisation (mais pas d'une manière qui suggérerait qu'ils vous soutiennent ou approuvent votre utilisation de l'œuvre); - pas d'utilisation commerciale (NC): vous n'avez pas le droit d'utiliser cette création à des fins commerciales; - partage des conditions initiales à l'identique (SA): si vous modifiez, transformez ou adaptez cette création, vous n'avez le droit de distribuer la création qui en résulte que sous un contrat identique à celui-ci. À chaque réutilisation ou distribution de cette création, vous devez faire apparaitre clairement au public les conditions contractuelles de sa mise à disposition. Chacune de ces conditions peut être levée si vous obtenez l'autorisation du titulaire des droits sur cette œuvre. Rien dans ce contrat ne diminue ou ne restreint le droit moral de l'auteur. -

Chinese Ethnic Meat Products: Continuity and Development
Meat Science 120 (2016) 37–46 Contents lists available at ScienceDirect Meat Science journal homepage: www.elsevier.com/locate/meatsci Chinese ethnic meat products: Continuity and development Weicai Zeng a,b, Wenting Wen a,YueDenga, Yuanyuan Tian a,HonghuSuna,QunSuna,b,⁎ a Key Laboratory of Bio-resources and Eco-environment of the Ministry of Education, College of Life Sciences, Sichuan University, Chengdu 610065, PR China b College of Light Industry, Textile and Food Engineering, Sichuan University, Chengdu 610065, PR China article info abstract Article history: With their distinctive sensory characterizations and unique processing technologies, Chinese ethnic meat prod- Received 31 January 2016 ucts possess great potential for development and continuity in modern China's meat industry. Due to the greater Received in revised form 24 March 2016 demand for meat products and higher quality and safety concerns in economically fast growing China, the devel- Accepted 6 April 2016 opment and continuity of ethnic meat products face its own unique challenges. In this review, the classification of Available online 9 April 2016 typical ethnic products and their characteristics, and the research progress on their quality and processing tech- Keywords: nologies are discussed. The application of innovative and green technologies to improve the safety and quality of Chinese ethnic meat products ethnic meat products for greater industrialization and sustainable development is highlighted. Furthermore, the Classification strategy for promoting the production -
Country Cured Ham Anand Mohan and Stephen Sevcech, Department of Food Science and Technology Introduction
Country Cured Ham Anand Mohan and Stephen Sevcech, Department of Food Science and Technology Introduction Although humans have raised animals for food for centuries, there were limited preservation techniques before the modern era of technology. Most methods It is illegal involved salting, sawdust, fermentation, or other methods. One common method to sell was dry curing with or without cold smoking. Dry curing used the natural environment and salt to allow for long-term storage of the carcasses. The process uninspected of dry curing hams originated in Asia and then moved to Europe, where different home cured groups created slightly different methods to process cured meat. Each region now hams. has a distinct method to produce cured hams. The curing process creates a unique cured flavor using intentional mold growth, and this cured flavor now represents a niche market in that has led to more modern advancements in dry curing. The creation of refrigeration and the development of nitrates revolutionized curing meat so that it is now safe and effectively produced year-round and widely considered delicious. History Dry aging ham processes originated throughout Asia and Europe. These types of dry aged hams include China’s Jinhua and Yunnan hams, Italian prosciutto, Spanish Serrano and Iberian hams, and German Black Forest ham (8). Pigs were originally introduced to the U.S. by Hernando de Soto when he landed in Florida (7). The pigs left in Florida learned to live and thrive in the environment, and later pigs became a common food source for the early colonialist. The later coined “country cured” hams came about when Europeans settled in Virginia with imported pigs or possibly native pigs. -

Analysis of Microbial Communities from Different Jinhua Ham Factories
ANALYSIS OF MICROBIAL COMMUNITIES FROM DIFFERENT JINHUA HAM FACTORIES Qing-feng Ge1,2, Guang-hong Zhou1, Wan-gang Zhang1* 1 Key Lab of Meat Processing and Quality Control, College of Food Science and Technology, Jiangsu Collaborative Innovation Center of Meat Production and Processing, Quality and Safety Control, College of Food Science and Technology, Nanjing Agricultural University, Nanjing, 210095, China 2 College of Food Science and Technology, Yangzhou University, Yangzhou, 225127, China *Corresponding author email: [email protected] Abstract — Microbes in different aged workshops widely investigated [3,4]. High quality of ham is could play important roles in the flavor formation attributed to the maturing process of workshop of Jinhua ham. However, microbial diversity, which results in a well-balanced microbial community structure and age related changes in community structure and diversity in the ham to different workshops are poorly understood. The produce special flavors. However, there are few microbial community structure and diversity in reports concerning the differences in the microbial Jinhua ham samples produced in different factories community structure in the ham that produced in (aged 5, 15 and 30 years) were investigated using different manufacturing places. the pyrosequencing technique. Results showed that Jinhua ham, a representative of traditional 571,703 high-quality sequences were obtained and dry-cured meat product from Zhejiang Province located in 242 genera belonging to eighteen phyla. in Eastern China, is considered as a high quality Bacterial diversity decreased with workshop age product with unique flavor as an outstanding and microbial community structure was quality parameter and major contribution to significantly different among three workshops. -

PLANT-BASED MEAT: a HEALTHIER CHOICE? a Comprehensive Health and Nutrition Analysis of Plant-Based Meat Products in the Australian and New Zealand Markets
PLANT-BASED MEAT: A HEALTHIER CHOICE? A comprehensive health and nutrition analysis of plant-based meat products in the Australian and New Zealand markets Developed in collaboration with Teri Lichtenstein, Accredited Practising Dietitian Executive Summary 2 Executive Summary Purpose Structure Plant-based meat, as an increasingly popular category of meat Section I offers context on the historical evolution of meat that are energy dense and nutrient-poor; hyper-palatability alternatives across grocery and foodservice channels, has grown alternatives, who is eating them and the role they can play in leading to overconsumption, and; contribution to disruption of to reach critical mass in Australia and New Zealand. With people’s diets. This includes a categorical definition of plant- healthy meal patterns. countless new brands offering products across varied formats – based meats, as well as other meat alternatives, as a reference Section V explores research and innovations to improve from burgers and sausages to mince and poultry pieces – the for those new to the category. plant-based meats and address key ingredient and processing category has become established enough to begin attracting Section II reviews the health effects of the conventional meats concerns, as well as provides general guidance for manufacturers comparisons to conventional meat. for which plant-based meats, given their design as a centre-of- to further improve the health and nutrition of their products. This As with any fast-emerging food category that is often associated plate protein option, offer an alternative. This includes the section also offers guidance to consumers in determining the role with health, the wave of new plant-based meat products has association between high consumption of red meat (particularly of plant-based meats within their diet. -

8361/20 LSV/IC/Rzu RELEX.1.A
Council of the European Union Brussels, 9 July 2020 (OR. en) 8361/20 Interinstitutional File: 2020/0088 (NLE) WTO 92 AGRI 158 COASI 54 LEGISLATIVE ACTS AND OTHER INSTRUMENTS Subject: Agreement between the European Union and the Government of the People's Republic of China on cooperation on, and protection of, geographical indications 8361/20 LSV/IC/rzu RELEX.1.A EN AGREEMENT BETWEEN THE EUROPEAN UNION AND THE GOVERNMENT OF THE PEOPLE'S REPUBLIC OF CHINA ON COOPERATION ON, AND PROTECTION OF, GEOGRAPHICAL INDICATIONS EU/CN/en 1 THE EUROPEAN UNION, of the one part, and THE GOVERNMENT OF THE PEOPLE'S REPUBLIC OF CHINA, of the other part, hereinafter jointly referred to as the "Parties", CONSIDERING that the Parties agree to promote between them harmonious cooperation and the development of geographical indications as defined in Article 22(1) of the Agreement on Trade-related Aspects of Intellectual Property Rights (the "TRIPS Agreement") and to foster the trade of products carrying such geographical indications originating in the territories of the Parties; HAVE DECIDED TO CONCLUDE THIS AGREEMENT: EU/CN/en 2 ARTICLE 1 Scope of the Agreement 1. This Agreement applies to the cooperation on, and protection of, geographical indications of products which originate in the territories of the Parties. 2. The Parties agree to consider extending the scope of geographical indications covered by this Agreement after its entry into force to other product classes of geographical indications not covered by the scope of the legislation referred to in Article 2, and in particular handicrafts, by taking into account the legislative development of the Parties.