Remotely Controlled Industrial Robotic Arm and Simulation of Automated Thermal Furnace
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Impact of the Maker Movement
Impact of the maker movement Developed by Deloitte Center for the Edge and Maker Media from the Maker Impact Summit Dec. 2013 I AM A MAKER with my own two hands I forge the future from my imagining my work, my sweat with these tools i can build worlds here i put wire and foam transistor and plastic rubber metal and wood together to make something new what does it do where will this take us new places new worlds all from my workshop Malcolm S. Hoover, 2014 TABLE OF CONTENTS A Future of Potential 4 Overview 7 Letters from Conveners 10 How to Read This Document 14 How might the Maker Movement have an impact on… 15 • Manufacturing 16 • Education 19 • Government and Public Policy 22 • Citizen Science 25 • Retail 28 What Happens Next? 30 Participants 32 Other Images from the Summit 38 A FUTURE OF POTENTIAL We are on the cusp of an opportunity to more fully We are in a correction of sorts. Driven by the goal of scale tap into our creative potential, driven by significant efficiencies and low costs, the supply chain has been technological innovation that is democratizing the means stretched to the far extremes, like a bungee cord, and now of production and enabling connections between resources it’s starting to come back as the underlying economics and markets. Realizing this opportunity will require change. Where will we end up? We’ve learned in the last re-thinking and redesigning all of our major institutions, 15 years that experimentation is the key to innovation. -

China's Space Robotic Arm Programs
SITC Bulletin Analysis October 2013 China’s Space Robotic Arm Programs Kevin POLLPETER Deputy Director, Study of Innovation and Technology in China Project UC Institute on Global Conflict and Cooperation On July 20, 2013, China launched three satellites on a Long March 4C launch vehicle, ostensibly to test space debris observation and space robotic arm technologies. The three satellites, Chuangxin-3, Shiyan-7, and Shijian-15, drew the attention of satellite tracking enthusiasts when two of them began conducting orbital maneuvers with each other and an additional satellite that had been launched in 2005. The maneuvers began on August 1 and involved one satellite acting as the target and another satellite, most likely equipped with a robotic arm, grappling the target satellite. Exactly which two of the three satellites were involved in the maneuvers is unknown. Based on data from the U.S. Strategic Command’s Space-Track.org website, however, the largest satellite of the three, possibly the Shijian-15, fired its thrusters to move to the smallest of the three satel- lites, possibly the Chuangxin-3, which remained in a set orbit.1 The third satellite, possibly the Shiyan-7, does not appear to be involved in the test. These maneuvers continued until August 17 and resulted in the largest satellite closing in on and then away from the smallest satellite. On August 18, the largest satellite changed orbits and closed in on a completely separate satellite, the Shijian-7, that had been launched in 2005. These maneuvers have caused concern that the tests go beyond the stated objectives and are actually a cover for testing on-orbit anti-satellite (ASAT) technologies. -
2.1: What Is Robotics? a Robot Is a Programmable Mechanical Device
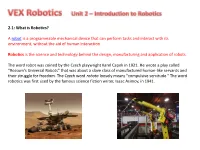
2.1: What is Robotics? A robot is a programmable mechanical device that can perform tasks and interact with its environment, without the aid of human interaction. Robotics is the science and technology behind the design, manufacturing and application of robots. The word robot was coined by the Czech playwright Karel Capek in 1921. He wrote a play called “Rossum's Universal Robots” that was about a slave class of manufactured human-like servants and their struggle for freedom. The Czech word robota loosely means "compulsive servitude.” The word robotics was first used by the famous science fiction writer, Isaac Asimov, in 1941. 2.1: What is Robotics? Basic Components of a Robot The components of a robot are the body/frame, control system, manipulators, and drivetrain. Body/frame: The body or frame can be of any shape and size. Essentially, the body/frame provides the structure of the robot. Most people are comfortable with human-sized and shaped robots that they have seen in movies, but the majority of actual robots look nothing like humans. Typically, robots are designed more for function than appearance. Control System: The control system of a robot is equivalent to the central nervous system of a human. It coordinates and controls all aspects of the robot. Sensors provide feedback based on the robot’s surroundings, which is then sent to the Central Processing Unit (CPU). The CPU filters this information through the robot’s programming and makes decisions based on logic. The same can be done with a variety of inputs or human commands. -

Design and Construction of a Robotic Arm for Industrial Automation
Published by : International Journal of Engineering Research & Technology (IJERT) http://www.ijert.org ISSN: 2278-0181 Vol. 6 Issue 05, May - 2017 Design and Construction of a Robotic Arm for Industrial Automation Md. Tasnim Rana*, Anupom Roy Department of Mechanical Engineering, Department of Mechanical Engineering, Khulna University of Engineering & Technology, Khulna- Khulna University of Engineering & Technology, Khulna- 9203, BANGLADESH 9203, BANGLADESH Abstract - The main concentration of the work was to make a assembly. In some circumstances, close emulation of the cost efficient autonomous robotic arm in terms of industrial human hand is desired, as in robots designed to conduct bomb automation. It is a type of mechanical arm, usually disarmament and disposal. In case of firefighting or rescue programmable, with similar functions to a human arm; the arm operation where human life is in danger robotic arm can be may be a unit mechanism or may be a part of a more complex used as a rescue device. This can be functioned as required robotic process. The end effector or robotic hand can be designed to perform any desired task such as welding, gripping, and can do works risky for human being. In case of rapid spinning etc., depending on the application. For detective production the time limit for production will be shorten with investigations and bomb disposal it can be used as an essential the use of robotic arm. machine. In industry any kind of work which should be accurate and works continuously, normal programming algorithms and 2. BACKGROUND mechanical function can do the job perfectly .It can sense the co- At first robot was developed by Leo nartho the vence. -

Design, Manufacturing and Analysis of Robotic Arm with SCARA Configuration
International Research Journal of Engineering and Technology (IRJET) e-ISSN: 2395-0056 Volume: 05 Issue: 04 | Apr-2018 www.irjet.net p-ISSN: 2395-0072 Design, Manufacturing and Analysis of Robotic Arm with SCARA Configuration Kaushik Phasale1, Praveen Kumar2, Akshay Raut3, Ravi Ranjan Singh4, Amit Nichat5 1,2,3,4Students, 5Assitant Proffesor, Deparatment of Mechanical Engineering, JSPM’s Bhivarabai Sawant Institute of Technology & Research, Wagholi, Pune, Maharasthra, India. ---------------------------------------------------------------------***--------------------------------------------------------------------- Abstract - This paper deals with the “Design, The use of robots in library is becoming more popular in Manufacturing and Analysis of Robotic Arm with SCARA recent years. The trend seems to continue as long as the Configuration”. In the modern world, robotics has become robotics technology meets diverse and challenging needs in popular, useful and has achieved great successes in several educational purpose. The prototype consists of robotic arm along with grippers capable of moving in the three axes and fields of humanity. Every industrialist cannot afford to an ATMEGA 8 microcontroller. Software such as AVR Studio transform his unit from manual to semi-automatic or fully is used for programming, PROTESUS is used for simulation automatic as automation is not that cheap in India. The basic and PROGISP is used for dumping the program. RFID is used objective of this project is to develop a versatile and low cost for identifying the books and it has two IR Sensors for robotic arm which can be utilized for Pick and Place detecting the path. This robot is about 4 kg in weight and it is operation. Here controlling of the robot has been done by capable of picking and placing a book of weight one kg.s. -

Computer Vision Based Robotic Arm Controlled Using Interactive GUI
Intelligent Automation & Soft Computing Tech Science Press DOI:10.32604/iasc.2021.015482 Article Computer Vision Based Robotic Arm Controlled Using Interactive GUI Muhatasim Intisar1, Mohammad Monirujjaman Khan1,*, Mohammad Rezaul Islam1 and Mehedi Masud2 1Department of Electrical and Computer Engineering, North South University, Bashundhara, Dhaka-1229, Bangladesh 2Department of Computer Science, College of Computers and Information Technology, Taif University, P.O. Box 11099, Taif 21944, Saudi Arabia ÃCorresponding Author: Mohammad Monirujjaman Khan. Email: [email protected] Received: 24 November 2020; Accepted: 19 December 2020 Abstract: This paper presents the design and implementation of a robotic vision system operated using an interactive Graphical User Interface (GUI) application. As robotics continue to become a more integral part of the industrial complex, there is a need for automated systems that require minimal to no user training to operate. With this motivation in mind, the system is designed so that a beginner user can operate the device with very little instruction. The application allows users to determine their desired object, which will be picked up and placed by a robotic arm into the target location. The application allows users to filter objects based on color, shape, and size. The filtering along the three parameters is done by employing a Hue-Saturation-Value (HSV) mode color detection algorithm, shape detection algorithm, size determining algorithm. Once the target object is identi- fied, a centroid detection algorithm is employed to find the object’s center coor- dinates. An inverse kinematic algorithm is used to ascertain the robotic arm’sjoint positions for picking the object. The arm then goes through a set of preset posi- tions to pick up the object, place the object, and then return the arm to the initial position. -

A Review of Motion Planning Algorithms for Robotic Arm Systems
This is a repository copy of A Review of Motion Planning Algorithms for Robotic Arm Systems. White Rose Research Online URL for this paper: https://eprints.whiterose.ac.uk/168146/ Version: Accepted Version Proceedings Paper: Liu, Shuai and Liu, Pengcheng orcid.org/0000-0003-0677-4421 (Accepted: 2020) A Review of Motion Planning Algorithms for Robotic Arm Systems. In: 8th International Conference on Robot Intelligence Technology and Applications (proceedings). The 8th International Conference on Robot Intelligence Technology and Applications, 11-13 Dec 2020, Cardiff. IEEE , GBR . (In Press) Reuse Items deposited in White Rose Research Online are protected by copyright, with all rights reserved unless indicated otherwise. They may be downloaded and/or printed for private study, or other acts as permitted by national copyright laws. The publisher or other rights holders may allow further reproduction and re-use of the full text version. This is indicated by the licence information on the White Rose Research Online record for the item. Takedown If you consider content in White Rose Research Online to be in breach of UK law, please notify us by emailing [email protected] including the URL of the record and the reason for the withdrawal request. [email protected] https://eprints.whiterose.ac.uk/ A Review of Motion Planning Algorithms for Robotic Arm Systems Shuai Liu[0000-0001-6939-494X] and Pengcheng Liu[0000-0003-0677-4421] Department of Computer Science, University of York, York YO10 5GH, United Kingdom [email protected] Abstract. Motion planning plays a vital role in the field of robotics. -

Industrial Robot
1 Introduction 25 1.2 Industrial robots - definition and classification 1.2.1 Definition (ISO 8373:2012) and delimitation The annual surveys carried out by IFR focus on the collection of yearly statistics on the production, imports, exports and domestic installations/shipments of industrial robots (at least three or more axes) as described in the ISO definition given below. Figures 1.1 shows examples of robot types which are covered by this definition and hence included in the surveys. A robot which has its own control system and is not controlled by the machine should be included in the statistics, although it may be dedicated for a special machine. Other dedicated industrial robots should not be included in the statistics. If countries declare that they included dedicated industrial robots, or are suspected of doing so, this will be clearly indicated in the statistical tables. It will imply that data for those countries is not directly comparable with those of countries that strictly adhere to the definition of multipurpose industrial robots. Wafer handlers have their own control system and should be included in the statistics of industrial robots. Wafers handlers can be articulated, cartesian, cylindrical or SCARA robots. Irrespective from the type of robots they are reported in the application “cleanroom for semiconductors”. Flat panel handlers also should be included. Mainly they are articulated robots. Irrespective from the type of robots they are reported in the application “cleanroom for FPD”. Examples of dedicated industrial robots that should not be included in the international survey are: Equipment dedicated for loading/unloading of machine tools (see figure 1.3). -
Robots and Healthcare Past, Present, and Future
ROBOTS AND HEALTHCARE PAST, PRESENT, AND FUTURE COMPILED BY HOWIE BAUM What do you think of when you hear the word “robot”? 2 Why Robotics? Areas that robots are used: Industrial robots Military, government and space robots Service robots for home, healthcare, laboratory Why are robots used? Dangerous tasks or in hazardous environments Repetitive tasks High precision tasks or those requiring high quality Labor savings Control technologies: Autonomous (self-controlled), tele-operated (remote control) 3 The term “robot" was first used in 1920 in a play called "R.U.R." Or "Rossum's universal robots" by the Czech writer Karel Capek. The acclaimed Czech playwright (1890-1938) made the first use of the word from the Czech word “Robota” for forced labor or serf. Capek was reportedly several times a candidate for the Nobel prize for his works and very influential and prolific as a writer and playwright. ROBOTIC APPLICATIONS EXPLORATION- – Space Missions – Robots in the Antarctic – Exploring Volcanoes – Underwater Exploration MEDICAL SCIENCE – Surgical assistant Health Care ASSEMBLY- factories Parts Handling - Assembly - Painting - Surveillance - Security (bomb disposal, etc) - Home help (home sweeping (Roomba), grass cutting, or nursing) 7 Isaac Asimov, famous write of Science Fiction books, proposed his three "Laws of Robotics", and he later added a 'zeroth law'. Law Zero: A robot may not injure humanity, or, through inaction, allow humanity to come to harm. Law One: A robot may not injure a human being, or, through inaction, allow a human being to come to harm, unless this would violate a higher order law. Law Two: A robot must obey orders given it by human beings, except where such orders would conflict with a higher order law. -

Teaching an Old Robot New Tricks
Paper ID #24080 2018 ASEE Zone IV Conference: Boulder, Colorado Mar 25 Teaching an old Robot New Tricks Dr. Nebojsa I Jaksic P.E., Colorado State University, Pueblo NEBOJSA I. JAKSIC earned the Dipl. Ing. degree in electrical engineering from Belgrade University (1984), the M.S. in electrical engineering (1988), the M.S. in industrial engineering (1992), and the Ph.D. in industrial engineering from the Ohio State University (2000). He is currently a Professor at Colorado State University-Pueblo teaching robotics and automation courses. Dr. Jaksic has over 70 publications and holds two patents. Dr. Jaksic’s interests include robotics, automation, and nanotechnology engineering education and research. He is a licensed PE in the State of Colorado, a member of ASEE, a senior member of IEEE, and a senior member of SME. Dr. Trung H Duong, Colorado State University, Pueblo Dr. Trung Duong is currently a Research Professor at Engineering Department, Colorado State University- Pueblo. From 2014 to 2017, Dr. Duong worked as a Post-doctoral Research and then a Research Faculty at Center for Advanced Infrastructure and Transportation (CAIT), Rutgers the State University of New Jersey. He involved in research activities of the Long-Term Bridge Performance (LTBP) program funded by the Federal Highway Administration (FHWA) in U.S. Department of Transportation and the Bridge Resource Program (BRP) funded by the New Jersey Department of Transportation. Dr. Duong earned his M.S and Ph.D. degrees in Mechanical and Aerospace Engineering at the Oklahoma State University in 2009 and 2013, respectively. His research interests are mechatronics, robotics, NDE technologies, image processing and computer vision, and artificial intelligence. -
An Engineer's Guide to Industrial Robot Designs
e-book An Engineer’s Guide to Industrial Robot Designs A compendium of technical documentation on robotic system designs ti.com/robotics Q2 | 2020 Table of Contents/Overview 1. Introduction 3. Robot arm and driving system (manipulator) 1.1 An introduction to an industrial robot system. 3 3.1.1 How to protect battery power management systems from thermal damage. 45 2. Robot system controller 3.1.2 Protecting your battery isn’t as hard as 2.1 Control panel you think.....................................46 2.1.1 Using Sitara™ processors for Industry 3.1.3 Position feedback-related reference designs 4.0 servo drives.......................9 for robotic systems............................47 2.2 Servo drives for robotic systems 4. Sensing and vision technologies 2.2.1 The impact of an isolated gate driver. 13 4.1 TI mmWave radar sensors in robotics 2.2.2 Understanding peak source and applications..................................48 sink current parameters . 17 4.2 Intelligence at the edge powers autonomous 2.2.3 Low-side gate drivers with UVLO versus factories .....................................53 BJT totem poles ......................19 4.3 Use ultrasonic sensing for graceful robots. 55 2.2.4 An external gate-resistor design guide for 4.4 How sensor data is powering AI in robotics. 57 gate drivers.......................... 20 4.5 Bringing machine learning to embedded 2.2.5 High-side motor current monitoring for systems .....................................61 overcurrent protection. 22 4.6 Robots get wheels to address new 2.2.6 Five benefits of enhanced PWM rejection for challenges and functions. 65 in-line motor control. 24 4.7 Vision and sensing-technology reference 2.2.7 How to protect control systems from thermal designs for robotic systems. -

Comprehensive Review on Modular Self-Reconfigurable Robot Architecture
International Research Journal of Engineering and Technology (IRJET) e-ISSN: 2395-0056 Volume: 06 Issue: 04 | Apr 2019 www.irjet.net p-ISSN: 2395-0072 Comprehensive Review on Modular Self-Reconfigurable Robot Architecture Muhammad Haziq Hasbulah1, Fairul Azni Jafar2, Mohd. Hisham Nordin2 1Centre for Graduate Studies, Universiti Teknikal Malaysia Melaka, Hang Tuah Jaya, 76100 Durian Tunggal, Melaka, Malaysia 2Faculty of Manufacturing Engineering, Universiti Teknikal Malaysia Melaka, Hang Tuah Jaya, 76100 Durian Tunggal, Melaka, Malaysia ---------------------------------------------------------------------***--------------------------------------------------------------------- Abstract - Self-reconfigurable modular robot is a new film directed by William Don Hall. In this movie, a character approach of robotic system which involves a group of identical named Hiro create a lot of Microbots that able to be robotic modules that are connecting together and forming controlled by neurotransmitter. They are designed by Hiro to structure that able to perform specific tasks. Such robotic connect together to form various shapes and perform tasks system will allows for reconfiguration of the robot and its cooperatively Hall and Williams [3]. The idea of that movie structure in order to adapting continuously to the current concept is multiple robots that able to change shape in group needs or specific tasks, without the use of additional tools. being controlled by human thought. Nowadays, the use of this type of robot is very limited because The MSR robot is build based on the electronics components, it is at the early stage of technology development. This type of computer processors, and memory and power supplies, and robots will probably be widely used in industry, search and also they might have a feature for the robot to have an ability rescue purpose or even on leisure activities in the future.