Understanding PID Temperature Control As Applied to Vacuum Furnace Performance
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Adaptive Digital PID Control of First‐Order‐Lag‐Plus‐Dead‐Time Dynamics with Sensor, Actuator, and Feedback Nonlineari
Received: 15 May 2019 Revised: 26 September 2019 Accepted: 1 October 2019 DOI: 10.1002/adc2.20 ORIGINAL ARTICLE Adaptive digital PID control of first-order-lag-plus-dead-time dynamics with sensor, actuator, and feedback nonlinearities Mohammadreza Kamaldar1 Syed Aseem Ul Islam1 Sneha Sanjeevini1 Ankit Goel1 Jesse B. Hoagg2 Dennis S. Bernstein1 1Department of Aerospace Engineering, University of Michigan, Ann Arbor, Abstract Michigan Proportional-integral-derivative (PID) control is one of the most widely used 2 Department of Mechanical Engineering, feedback control strategies because of its ability to follow step commands University of Kentucky, Lexington, Kentucky and reject constant disturbances with zero asymptotic error, as well as the ease of tuning. This paper presents an adaptive digital PID controller for Correspondence Dennis S. Bernstein, Department of sampled-data systems with sensor, actuator, and feedback nonlinearities. The Aerospace Engineering, 1320 Beal linear continuous-time dynamics are assumed to be first-order lag with dead Avenue, University of Michigan, Ann time (ie, delay). The plant gain is assumed to have known sign but unknown Arbor, MI 48109. Email: [email protected] magnitude, and the dead time is assumed to be unknown. The sensor and actu- ator nonlinearities are assumed to be monotonic, with known trend but are Funding information AFOSR under DDDAS, Grant/Award otherwise unknown, and the feedback nonlinearity is assumed to be monotonic, Number: FA9550-18-1-0171; ONR, but is otherwise unknown. A numerical investigation is presented to support a Grant/Award Number: N00014-18-1-2211 simulation-based conjecture, which concerns closed-loop stability and perfor- and N00014-19-1-2273 mance. -

Metaheuristic Tuning of Linear and Nonlinear PID Controllers to Nonlinear Mass Spring Damper System
International Journal of Applied Engineering Research ISSN 0973-4562 Volume 12, Number 10 (2017) pp. 2320-2328 © Research India Publications. http://www.ripublication.com Metaheuristic Tuning of Linear and Nonlinear PID Controllers to Nonlinear Mass Spring Damper System Sudarshan K. Valluru1 and Madhusudan Singh2 Department of Electrical Engineering, Delhi Technological University Bawana Road, Delhi-110042, India. 1ORCID: 0000-0002-8348-0016 Abstract difficulties such as monotonous tuning via priori knowledge into the controller. Currently several metaheuristic algorithms such This paper makes an evaluation of the metaheuristic algorithms as genetic algorithms (GA) and particle swarm optimization namely multi-objective genetic algorithm (MOGA) and (PSO) etc. have been proposed to estimate the optimised tuning adaptive particle swarm optimisation (APSO) algorithms to gains of PID controllers[4] for linear systems. But these basic determine optimal gain parameters of linear and nonlinear PID variants of GA and PSO algorithms have the tendency to controllers. The optimal gain parameters, such as Kp, Ki and Kd premature convergence for multi-dimensional systems[5]. This are applied for controlling of laboratory scaled benchmarked has been the motivation in the direction to use improved variants nonlinear mass-spring-damper (NMSD) system in order to of these algorithms, such as MOGA and APSO techniques to gauge their efficacy. A series of experimental simulation compute L-PID and NL-PID gains according to the bench scaled results reveals that the performance of the APSO tuned NMSD system, such that premature convergence and tedious tunings are diminished. In recent past several bio-inspired nonlinear PID controller is better in the aspects of system metaheuristics such as GA and PSO used for tuning of overshoot, steady state error, settling time of the trajectory for conventional PI and PID controllers [6]–[10]. -

Application of the Pid Control to the Programmable Logic Controller Course
AC 2009-955: APPLICATION OF THE PID CONTROL TO THE PROGRAMMABLE LOGIC CONTROLLER COURSE Shiyoung Lee, Pennsylvania State University, Berks Page 14.224.1 Page © American Society for Engineering Education, 2009 Application of the PID Control to the Programmable Logic Controller Course Abstract The proportional, integral, and derivative (PID) control is the most widely used control technique in the automation industries. The importance of the PID control is emphasized in various automatic control courses. This topic could easily be incorporated into the programmable logic controller (PLC) course with both static and dynamic teaching components. In this paper, the integration of the PID function into the PLC course is described. The proposed new PID teaching components consist of an oven heater and a light dimming control as the static applications, and the closed-loop velocity control of a permanent magnet DC motor (PMDCM) as the dynamic application. The RSLogix500 ladder logic programming software from Rockwell Automation has the PID function. After the theoretical background of the PID control is discussed, the PID function of the SLC500 will be introduced. The first exercise is the pure mathematical implementation of the PID control algorithm using only mathematical PLC instructions. The Excel spreadsheet is used to verify the mathematical PID control algorithm. This will give more insight into the PID control. Following this, the class completes the exercise with the PID instruction in RSLogix500. Both methods will be compared in terms of speed, complexity, and accuracy. The laboratory assignments in controlling the oven heater temperature and dimming the lamp are given to the students so that they experience the effectiveness of the PID control. -

Internal Model Control Approach to PI Tunning in Vector Control of Induction Motor
International Journal of Engineering Research & Technology (IJERT) ISSN: 2278-0181 Vol. 4 Issue 06, June-2015 Internal Model Control Approach to PI Tunning in Vector Control of Induction Motor Vipul G. Pagrut, Ragini V. Meshram, Bharat N. Gupta , Pranao Walekar Department of Electrical Engineering Veermata Jijabai Technological Institute Mumbai, India Abstract— This paper deals with the design of PI controllers 휓푟 Space phasor of rotor flux linkages to meet the desired torque and speed response of Induction motor 휓푑푟 Direct axis rotor flux linkages drive. Vector control oriented technique controls the speed and 휓 Quadrature axis flux linkages torque of induction motor separately. This algorithm is executed 푞푟 in two control loops, the current loop is fast innermost and outer 푇푟 Rotor time constant speed loop is slow compared to inner loop. Fast control loop 퐽 Motor Inertia executes two independent current control loop, are direct and quadrature axis current PI controllers. Direct axis current is used to control rotor magnetizing flux and quadrature axis II. INTRODUCTION current is to control motor torque. If the acceleration or HIGH-SPEED capability machines are needed in numerous deceleration rate is high and the flux variation is fast, then the applications for example, pumps, ac servo, traction and shaft flux of the induction machine is controlled instantaneously. For drive. In Induction Motor this can be easily achieved by means this the flux regulator is incorporated in the control loop of the of vector Control/field orientation control methodology [6]. induction machine. For small flux and rapid variation of speed it And hence Field orientation control of an Induction Motor is is difficult to obtained maximum torque. -
A Comparison Between a Traditional PID Controller and an Artificial Neural Network Controller in Manipulating a Robotic Arm
EXAMENSARBETE INOM TEKNIK, GRUNDNIVÅ, 15 HP STOCKHOLM, SVERIGE 2019 A comparison between a traditional PID controller and an Artificial Neural Network controller in manipulating a robotic arm En jämförelse mellan en traditionell PID- styrenhet och en Artificiell Neural Nätverksstyrenhet för att styra en robotarm JOSEPH ARISS SALIM RABAT KTH SKOLAN FÖR ELEKTROTEKNIK OCH DATAVETENSKAP Introduction A comparison between a traditional PID controller and an Artificial Neural Network controller in manipulating a robotic arm En jämförelse mellan en traditionell PID-styrenhet och en Artificiell Neural Nätverksstyrenhet för att styra en robotarm Joseph Ariss Salim Rabat 2019-06-06 Bachelor’s Thesis Examiner Örjan Ekeberg Academic adviser Jörg Conradt KTH Royal Institute of Technology School of Electrical Engineering and Computer Science (EECS) SE-100 44 Stockholm, Sweden Abstract Robotic and control industry implements different control technique to control the movement and the position of a robotic arm. PID controllers are the most used controllers in the robotics and control industry because of its simplicity and easy implementation. However, PIDs’ performance suffers under noisy environments. In this research, a controller based on Artificial Neural Networks (ANN) called the model reference controller is examined to replace traditional PID controllers to control the position of a robotic arm in a noisy environment. Simulations and implementations of both controllers were carried out in MATLAB. The training of the ANN was also done in MATLAB using the Supervised Learning (SL) model and Levenberg-Marquardt backpropagation algorithm. Results shows that the ANN implementation performs better than traditional PID controllers in noisy environments. Keywords: Artificial Intelligence, Artificial Neural Network, Control System, PID Controller, Model Reference Controller, Robot arm 1 Introduction Sammanfattning Robot- och kontrollindustrin implementerar olika kontrolltekniker för att styra rörelsen och placeringen av en robotarm. -

Proportional–Integral–Derivative Controller Design Using an Advanced Lévy-Flight Salp Swarm Algorithm for Hydraulic Systems
energies Article Proportional–Integral–Derivative Controller Design Using an Advanced Lévy-Flight Salp Swarm Algorithm for Hydraulic Systems Yuqi Fan, Junpeng Shao, Guitao Sun and Xuan Shao * Key Laboratory of Advanced Manufacturing and Intelligent Technology, Ministry of Education, School of Mechanical and Power Engineering, Harbin University of Science and Technology, Harbin 150080, China; [email protected] (Y.F.); [email protected] (J.S.); [email protected] (G.S.) * Correspondence: [email protected] Received: 26 November 2019; Accepted: 15 January 2020; Published: 17 January 2020 Abstract: To improve the control ability of proportional–integral–derivative (PID) controllers and increase the stability of force actuator systems, this paper introduces a PID controller based on the self-growing lévy-flight salp swarm algorithm (SG-LSSA) in the force actuator system. First, the force actuator system model was built, and the transfer function model was obtained by the identification of system parameters identifying. Second, the SG-LSSA was proposed and used to test ten benchmark functions. Then, SG-LSSA-PID, whose parameters were tuned by SG-LSSA, was applied to the electro-hydraulic force actuator system to suppress interference signals. Finally, the temporal response characteristic and the frequency response characteristic were studied and compared with different algorithms. Ten benchmark function experiments indicate that SG-LSSA has a superior convergence speed and perfect optimization capability. The system performance results demonstrate that the electro-hydraulic force actuator system utilized the SG-LSSA-PID controller has a remarkable capability to maintain the stability and robustness under unknown interference signals. Keywords: salp swarm algorithm; PID controller; control strategy 1. -

Lecture 4: PID of a Spring Mass Damper System
Lecture 4: PID of a Spring Mass Damper system Venkata Sonti∗ Department of Mechanical Engineering Indian Institute of Science Bangalore, India, 560012 This draft: March 12, 2008 In this lecture we shall look at the PID control of a 1-DOF spring mass damper system (Figure 1). The open loop transfer function is given by: Open loop step response From: U(1) 0.05 0.045 0.04 M=1, K=20, C=10 0.035 0.03 0.025 Amplitude 0.02 0.015 0.01 C 0.005 M 0 0 0.5 1 1.5 2 K Time (sec.) Figure 1: F (s) X(s)= Ms2 + Cs + K The open loop step response is given in figure 1. It can be seen that the open loop is inadequate. The response saturates at 0.05 and has a rise time of 1 sec. The poles of the open loop system are at s=-7.23 and -2.76. Both are on the real axis and hence heavily damped with no oscillatory imaginary parts. The step response is in league with the pole positions. ∗ 1 1 Proportional Controller We should first reduce the steady state error, for which we look at the proportional controller. The block diagram for the proportional controller is given in figure 2. Proportional controller step response 1.4 1.2 Kp=300, M=1, K=20, C=10 1 0.8 0.6 Amplitude 0.4 r(t) 1 + Kp R(s) - s2 +10s+20 0.2 0 0 0.2 0.4 0.6 0.8 1 1.2 Time (sec.) Figure 2: Block diagram for proportional controller. -
Design and Analysis of Speed Control Using Hybrid PID-Fuzzy Controller for Induction Motors
Western Michigan University ScholarWorks at WMU Master's Theses Graduate College 6-2015 Design and Analysis of Speed Control Using Hybrid PID-Fuzzy Controller for Induction Motors Ahmed Fattah Follow this and additional works at: https://scholarworks.wmich.edu/masters_theses Part of the Automotive Engineering Commons, and the Electrical and Computer Engineering Commons Recommended Citation Fattah, Ahmed, "Design and Analysis of Speed Control Using Hybrid PID-Fuzzy Controller for Induction Motors" (2015). Master's Theses. 595. https://scholarworks.wmich.edu/masters_theses/595 This Masters Thesis-Open Access is brought to you for free and open access by the Graduate College at ScholarWorks at WMU. It has been accepted for inclusion in Master's Theses by an authorized administrator of ScholarWorks at WMU. For more information, please contact [email protected]. DESIGN AND ANALYSIS OF SPEED CONTROL USING HYBRID PID-FUZZY CONTROLLER FOR INDUCTION MOTORS by Ahmed Fattah A thesis submitted to the Graduate College in partial fulfillment of the requirements for the degree of Master of Science in Engineering (Electrical) Electrical and Computer Engineering Western Michigan University June 2015 Thesis Committee: Ikhlas Abdel-Qader, Ph.D., Chair Johnson Asumadu, Ph.D. Abdolazim Houshyar, Ph.D. DESIGN AND ANALYSIS OF SPEED CONTROL USING HYBRID PID-FUZZY CONTROLLER FOR INDUCTION MOTORS Ahmed Jumaah Fattah, M.S.E. Western Michigan University, 2015 This thesis presents a hybrid PID-Fuzzy control system for the speed control of a three-phase squirrel cage induction motor. The proposed method incorporates fuzzy logic and conventional controllers with utilization of vector control technique. This method combines the advantages of fuzzy logic controller and conventional controllers to improve the speed response of the induction motor. -

8. Feedback Control Systems
feedback control - 8.1 8. FEEDBACK CONTROL SYSTEMS Topics: • Transfer functions, block diagrams and simplification • Feedback controllers • Control system design Objectives: • To be able to represent a control system with block diagrams. • To be able to select controller parameters to meet design objectives. 8.1 INTRODUCTION Every engineered component has some function. A function can be described as a transformation of inputs to outputs. For example it could be an amplifier that accepts a sig- nal from a sensor and amplifies it. Or, consider a mechanical gear box with an input and output shaft. A manual transmission has an input shaft from the motor and from the shifter. When analyzing systems we will often use transfer functions that describe a sys- tem as a ratio of output to input. 8.2 TRANSFER FUNCTIONS Transfer functions are used for equations with one input and one output variable. An example of a transfer function is shown below in Figure 8.1. The general form calls for output over input on the left hand side. The right hand side is comprised of constants and the ’D’ operator. In the example ’x’ is the output, while ’F’ is the input. The general form An example output x 4 + D ----------------- = fD() --- = --------------------------------- input F D2 ++4D 16 Figure 8.1 A transfer function example feedback control - 8.2 If both sides of the example were inverted then the output would become ’F’, and the input ’x’. This ability to invert a transfer function is called reversibility. In reality many systems are not reversible. There is a direct relationship between transfer functions and differential equations. -

Feedback Systems
Feedback Systems An Introduction for Scientists and Engineers SECOND EDITION Karl Johan Astr¨om˚ Richard M. Murray Version v3.0j (2019-08-17) This is the electronic edition of Feedback Systems and is available from http://fbsbook.org. Hardcover editions may be purchased from Princeton University Press, http://press.princeton.edu/titles/8701.html. This manuscript is for personal use only and may not be reproduced, in whole or in part, without written consent from the publisher (see http://press.princeton.edu/permissions.html). i Chapter Eleven PID Control Based on a survey of over eleven thousand controllers in the refining, chem- icals and pulp and paper industries, 97% of regulatory controllers utilize a PID feedback control algorithm. L. Desborough and R. Miller, 2002 [DM02a]. Proportional-integral-derivative (PID) control is by far the most common way of using feedback in engineering systems. In this chapter we will present the basic properties of PID control and the methods for choosing the parameters of the controllers. We also analyze the effects of actuator saturation, an important feature of many feedback systems, and describe methods for compensating for it. Finally, we will discuss the implementation of PID controllers as an example of how to implement feedback control systems using analog or digital computation. 11.1 BASIC CONTROL FUNCTIONS The PID controller was introduced in Section 1.6, where Figure 1.15 illustrates that control action is composed of three terms: the proportional term (P), which depends on the present error; the integral term (I), which depends on past errors; and the derivative term (D), which depends on anticipated future errors. -
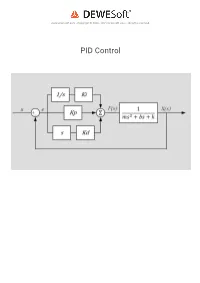
PID Control Introduction to Process Control
www.dewesoft.com - Copyright © 2000 - 2021 Dewesoft d.o.o., all rights reserved. PID Control Introduction to Process Control A controller is a mechanism that controls the output of a system by adjusting its control input. A feedback controller continuously measures the output, compares it to the desired output (the setpoint), and adjusts the input depending on the calculated error. A PID controller is the most common type of feedback controller. It adjusts the control variable depending on the present error (P - proportional control), the accumulated error in the past (I - integral control), and the predicted future error (D - derivative control). A block diagram of a PID controller can be seen in the figure below. The Plant/Process block represents the system to which we apply the input ( u) and it returns the output (y). A car is a system to which we apply a steering wheel angle command as an input and it responds with a change of direction as an output. The characteristics of the car such as its weight, center of gravity position, suspension geometry, and tires will dene the direction change for a given change in steering wheel angle. If a controller is implemented, the input u is calculated as shown in the diagram by summing the proportional, integral, and derivative terms. The terms are obtained by multiplying the error, the integral of the error and the derivative of the error with P, I and D gains respectively. 1 What is the role of the Controller Gains (Kp, Kd, Ki)? Let's look at an example to get a better feeling for the practical implementation of a PID controller. -

Basics of Control Based on Slides by Benjamin Kuipers
Basics of Control Based on slides by Benjamin Kuipers How can an information system (like a micro-CONTROLLER, a fly-ball governor, or your brain) control the physical world? Examples: Thermostat You, walking down the street without falling over A robot trying to keep a joint at a particular angle A blimp trying to maintain a particular heading despite air movement in the room A robot finger trying to maintain a particular distance from an object CSE 466 Control 1 A controller Controller is trying to balance sensor values on 4 sensors CSE 466 Control 2 Controlling a Simple System “is a fn of” Change in state State Consider a simple system: xFxu (,) Action Scalar variables x and u, not vectors x and u. Assume effect of motor command u: F 0 u The setpoint xset is the desired value. The controller responds to error: e = x xset The goal is to set u to reach e = 0. Joint angle controller example State : joint angle Action : motor command causes to change: 0 Sensor : joint angle encoder Set point : a target joint angle (or vector of angles) Linear restoring force / Quadratic error function spring like behavior 2 Spring Force F kx Spring Energy E1 2( x x0 ) CSE 466 Control 4 The intuition behind control Use action u to push back toward error e = 0 What does pushing back do? Position vs velocity versus acceleration control How much should we push back? What does the magnitude of u depend on? Velocity or acceleration control? Velocity: xxu ()xF (, ) () u x (x) Acceleration: xv xxu F(, ) vu x x v vxu Laws of Motion in Physics Newton’s Law: F=ma or a=F/m.