Gear Wear Process Monitoring Using a Sideband Estimator Based on Modulation Signal Bispectrum
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Optical Single Sideband for Broadband and Subcarrier Systems
University of Alberta Optical Single Sideband for Broadband And Subcarrier Systems Robert James Davies 0 A thesis submitted to the faculty of Graduate Studies and Research in partial fulfillrnent of the requirernents for the degree of Doctor of Philosophy Department of Electrical And Computer Engineering Edmonton, AIberta Spring 1999 National Library Bibliothèque nationale du Canada Acquisitions and Acquisitions et Bibliographie Services services bibliographiques 395 Wellington Street 395, rue Wellington Ottawa ON KlA ON4 Ottawa ON KIA ON4 Canada Canada Yom iUe Votre relérence Our iSie Norre reference The author has granted a non- L'auteur a accordé une licence non exclusive licence allowing the exclusive permettant à la National Library of Canada to Bibliothèque nationale du Canada de reproduce, loan, distribute or sell reproduire, prêter, distribuer ou copies of this thesis in microform, vendre des copies de cette thèse sous paper or electronic formats. la forme de microfiche/nlm, de reproduction sur papier ou sur format électronique. The author retains ownership of the L'auteur conserve la propriété du copyright in this thesis. Neither the droit d'auteur qui protège cette thèse. thesis nor substantial extracts fkom it Ni la thèse ni des extraits substantiels may be printed or otheMrise de celle-ci ne doivent être Unprimés reproduced without the author's ou autrement reproduits sans son permission. autorisation. Abstract Radio systems are being deployed for broadband residential telecommunication services such as broadcast, wideband lntemet and video on demand. Justification for radio delivery centers on mitigation of problems inherent in subscriber loop upgrades such as Fiber to the Home (WH)and Hybrid Fiber Coax (HFC). -
Radio Communications in the Digital Age
Radio Communications In the Digital Age Volume 1 HF TECHNOLOGY Edition 2 First Edition: September 1996 Second Edition: October 2005 © Harris Corporation 2005 All rights reserved Library of Congress Catalog Card Number: 96-94476 Harris Corporation, RF Communications Division Radio Communications in the Digital Age Volume One: HF Technology, Edition 2 Printed in USA © 10/05 R.O. 10K B1006A All Harris RF Communications products and systems included herein are registered trademarks of the Harris Corporation. TABLE OF CONTENTS INTRODUCTION...............................................................................1 CHAPTER 1 PRINCIPLES OF RADIO COMMUNICATIONS .....................................6 CHAPTER 2 THE IONOSPHERE AND HF RADIO PROPAGATION..........................16 CHAPTER 3 ELEMENTS IN AN HF RADIO ..........................................................24 CHAPTER 4 NOISE AND INTERFERENCE............................................................36 CHAPTER 5 HF MODEMS .................................................................................40 CHAPTER 6 AUTOMATIC LINK ESTABLISHMENT (ALE) TECHNOLOGY...............48 CHAPTER 7 DIGITAL VOICE ..............................................................................55 CHAPTER 8 DATA SYSTEMS .............................................................................59 CHAPTER 9 SECURING COMMUNICATIONS.....................................................71 CHAPTER 10 FUTURE DIRECTIONS .....................................................................77 APPENDIX A STANDARDS -
Of Single Sideband Demodulation by Richard Lyons
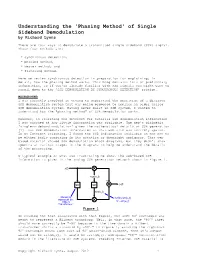
Understanding the 'Phasing Method' of Single Sideband Demodulation by Richard Lyons There are four ways to demodulate a transmitted single sideband (SSB) signal. Those four methods are: • synchronous detection, • phasing method, • Weaver method, and • filtering method. Here we review synchronous detection in preparation for explaining, in detail, how the phasing method works. This blog contains lots of preliminary information, so if you're already familiar with SSB signals you might want to scroll down to the 'SSB DEMODULATION BY SYNCHRONOUS DETECTION' section. BACKGROUND I was recently involved in trying to understand the operation of a discrete SSB demodulation system that was being proposed to replace an older analog SSB demodulation system. Having never built an SSB system, I wanted to understand how the "phasing method" of SSB demodulation works. However, in searching the Internet for tutorial SSB demodulation information I was shocked at how little information was available. The web's wikipedia 'single-sideband modulation' gives the mathematical details of SSB generation [1]. But SSB demodulation information at that web site was terribly sparse. In my Internet searching, I found the SSB information available on the net to be either badly confusing in its notation or downright ambiguous. That web- based material showed SSB demodulation block diagrams, but they didn't show spectra at various stages in the diagrams to help me understand the details of the processing. A typical example of what was frustrating me about the web-based SSB information is given in the analog SSB generation network shown in Figure 1. x(t) cos(ωct) + 90o 90o y(t) – sin(ωct) Meant to Is this sin(ω t) represent the c Hilbert or –sin(ωct) Transformer. -

An Analysis of a Quadrature Double-Sideband/Frequency Modulated Communication System
Scholars' Mine Masters Theses Student Theses and Dissertations 1970 An analysis of a quadrature double-sideband/frequency modulated communication system Denny Ray Townson Follow this and additional works at: https://scholarsmine.mst.edu/masters_theses Part of the Electrical and Computer Engineering Commons Department: Recommended Citation Townson, Denny Ray, "An analysis of a quadrature double-sideband/frequency modulated communication system" (1970). Masters Theses. 7225. https://scholarsmine.mst.edu/masters_theses/7225 This thesis is brought to you by Scholars' Mine, a service of the Missouri S&T Library and Learning Resources. This work is protected by U. S. Copyright Law. Unauthorized use including reproduction for redistribution requires the permission of the copyright holder. For more information, please contact [email protected]. AN ANALYSIS OF A QUADRATURE DOUBLE- SIDEBAND/FREQUENCY MODULATED COMMUNICATION SYSTEM BY DENNY RAY TOWNSON, 1947- A THESIS Presented to the Faculty of the Graduate School of the UNIVERSITY OF MISSOURI - ROLLA In Partial Fulfillment of the Requirements for the Degree MASTER OF SCIENCE IN ELECTRICAL ENGINEERING 1970 ii ABSTRACT A QDSB/FM communication system is analyzed with emphasis placed on the QDSB demodulation process and the AGC action in the FM transmitter. The effect of noise in both the pilot and message signals is investigated. The detection gain and mean square error is calculated for the QDSB baseband demodulation process. The mean square error is also evaluated for the QDSB/FM system. The AGC circuit is simulated on a digital computer. Errors introduced into the AGC system are analyzed with emphasis placed on nonlinear gain functions for the voltage con trolled amplifier. -

NRSC-G202 FM IBOC Total Digital Sideband Power
NRSC GUIDELINE NATIONAL RADIO SYSTEMS COMMITTEE NRSC-G202-A FM IBOC Total Digital Sideband Power for Various Configurations April 2016 NAB: 1771 N Street, N.W. 1919 South Eads Street Washington, DC 20036 Arlington, VA 22202 Tel: 202-429-5356 Tel: 703-907-7660 Co-sponsored by the Consumer Technology Association and the National Association of Broadcasters http://www.nrscstandards.org NRSC GUIDELINE NATIONAL RADIO SYSTEMS COMMITTEE NRSC-G202-A FM IBOC Total Digital Sideband Power for Various Configurations April 2016 NAB: 1771 N Street, N.W. 1919 South Eads Street Washington, DC 20036 Arlington, VA 22202 Tel: 202-429-5356 Fax: 202-517-1617 Tel: 703-907-4366 Fax: 703-907-4158 Co-sponsored by the Consumer Technology Association and the National Association of Broadcasters http://www.nrscstandards.org NRSC-G202-A NOTICE NRSC Standards, Guidelines, Reports and other technical publications are designed to serve the public interest through eliminating misunderstandings between manufacturers and purchasers, facilitating interchangeability and improvement of products, and assisting the purchaser in selecting and obtaining with minimum delay the proper product for his particular need. Existence of such Standards, Guidelines, Reports and other technical publications shall not in any respect preclude any member or nonmember of the Consumer Technology Association (CTA) or the National Association of Broadcasters (NAB) from manufacturing or selling products not conforming to such Standards, Guidelines, Reports and other technical publications, nor shall the existence of such Standards, Guidelines, Reports and other technical publications preclude their voluntary use by those other than CTA or NAB members, whether to be used either domestically or internationally. -

Single-Sideband Modulation Based on an Injection-Locked DFB Laser
462 IEEE PHOTONICS TECHNOLOGY LETTERS, VOL. 22, NO. 7, APRIL 1, 2010 Single-Sideband Modulation Based on an Injection-Locked DFB Laser in Radio-Over-Fiber Systems Cheng Hong, Cheng Zhang, Mingjin Li, Lixin Zhu, Li Li, Weiwei Hu, Anshi Xu, and Zhangyuan Chen, Member, IEEE Abstract—We report an experimental demonstration of optical [5]. Stimulated Brillouin scattering effect in fiber can be intro- single-sideband (SSB) modulation in 60-GHz radio-over-fiber duced to amplify only one modulation sideband [6]. In [7], SSB systems based on an injection-locked distributed-feedback (DFB) modulation is realized by separating the two heterodyning op- laser. Two heterodyning optical modes with 60-GHz spacing tical modes, modulating only one mode, and combining them are injected into the DFB laser and one of them is used to lock the DFB laser. When the DFB laser is directly modulated, the again with an optical coupler. By changing the relative state modulation index of the locked mode is 15 dB larger than that of polarization between two heterodyning modes, SSB modu- of the unlocked one. The 2.5-Gb/s data transmission at 60 GHz lation could also be realized using a polarization-dependent op- is successfully achieved over 50-km standard single-mode fiber tical phase modulator without separating the two heterodyning using the proposed SSB scheme. modes [8]. Other methods for SSB modulation are investigated Index Terms—Distributed-feedback (DFB) laser, injec- too, such as using a nested Mach–Zehnder modulator (MZM) tion-locking, radio-over-fiber (RoF), single-sideband (SSB) [9], or vestigial sideband filtering in combination with optical modulation. -

IQ, Image Reject, & Single Sideband Mixer Primer
ICROWA M VE KI , R IN A C . M . S 1 H IQ, IMAGE REJECT 9 A 9 T T 1 E E R C I N N I G & single sideband S P S E R R E F I O R R R M A A B N E C Mixer Primer Input Isolated By: Doug Jorgesen introduction Double Sideband Available P Bandwidth Wireless communication and radar systems are under continuous pressure to reduce size, weight, and power while increasing dynamic range and bandwidth. The quest for higher performance in a smaller 1A) Double IF I R package motivates the use of IQ mixers: mixers that can simultaneously mix ‘in-phase’ and ‘quadrature’ Sided L P components (sometimes called complex mixers). System designers use IQ mixers to eliminate or relax the Upconversion ( ) ( ) f Filter Filtered requirements for filters, which are typically the largest and most expensive components in RF & microwave Sideband system designs. IQ mixers use phase manipulation to suppress signals instead of bulky, expensive filters. LO푎 푡@F푏LO1푡 FLO1 The goal of this application note is to introduce IQ, single sideband (SSB), and image reject (IR) mixers in both theory and practice. We will discuss basic applications, the concepts behind them, and practical Single Sideband considerations in their selection and use. While we will focus on passive diode mixers (of the type Marki Mixer I R sells), the concepts are generally applicable to all types of IQ mixers and modulators. P 0˚ L 1B) Single IF 0˚ P Sided Suppressed Upconversion I. What can an IQ mixer do for you? 90˚ Sideband ( ) ( ) f 90˚ We’ll start with a quick example of what a communication system looks like using a traditional mixer, a L I R F single sideband mixer (SSB), and an IQ mixer. -

Inventing Television: Transnational Networks of Co-Operation and Rivalry, 1870-1936
Inventing Television: Transnational Networks of Co-operation and Rivalry, 1870-1936 A thesis submitted to the University of Manchester for the degree of Doctor of Philosophy In the faculty of Life Sciences 2011 Paul Marshall Table of contents List of figures .............................................................................................................. 7 Chapter 2 .............................................................................................................. 7 Chapter 3 .............................................................................................................. 7 Chapter 4 .............................................................................................................. 8 Chapter 5 .............................................................................................................. 8 Chapter 6 .............................................................................................................. 9 List of tables ................................................................................................................ 9 Chapter 1 .............................................................................................................. 9 Chapter 2 .............................................................................................................. 9 Chapter 6 .............................................................................................................. 9 Abstract .................................................................................................................... -

SFU-K356 Cable Interferers Version 01.00, January 2010
® R&S SFU-K356 Cable Interferers Specifications The scope of cable interferer applications depends on the R&S®SFx-B3 ARB memory of the R&S®SFx. Cable interferers I/Q sequences country-specific analog signals release 1.30 see description of option for details ARB memory (R&S®SFx-B3) minimum required waveform memory 1 Gbyte (256 Msample) recommended waveform memory 1 Gbyte (256 Msample) ARB clock rate bandwidth depending on loaded waveform symbol rate depending on loaded waveform Transmission operating modes CW, NTSC M, J.83/B, DVB-C CW signal modulation continuous wave FullCWLoad_6_MHz_NoCenter channel bandwidth 6 MHz channel scenario 14-channel scenario (N ±1 to N ±7) wanted channel gap center (N) CW signal modulation continuous wave FullCWLoad_7_MHz_NoCenter channel bandwidth 7 MHz channel scenario 12-channel scenario (N ±1 to N ±6) wanted channel gap center (N) CW signal modulation continuous wave FullCWLoad_8_MHz_NoCenter channel bandwidth 8 MHz channel scenario 10-channel scenario (N ±1 to N ±5) wanted channel gap center (N) CW signal modulation continuous wave FullCWLoad_6_MHz channel bandwidth 6 MHz channel spacing 6 MHz channel scenario full-load channel scenario (15 channels) CW signal modulation continuous wave FullCWLoad_7_MHz channel bandwidth 7 MHz channel spacing 7 MHz channel scenario full-load channel scenario (13 channels) CW signal modulation continuous wave FullCWLoad_8_MHz channel bandwidth 8 MHz channel spacing 8 MHz channel scenario full-load channel scenario (13 channels) Broadcasting & Measurement & Data Sheet | -

IBOC FM Transmission Specification Ibiquity Digital Corporation
IBOC FM Transmission Specification August 2001 iBiquity Digital Corporation 8865 Stanford Boulevard, Suite 202 20 Independence Boulevard FM Transmission Specification © 2001 iBiquity Digital Corporation Doc. No. SY-TN-5009 Columbia, Maryland 21045 Warren, New Jersey 07059 (410) 872-1530 (908) 580-7000 FM Transmission Specification © 2001 iBiquity Digital Corporation Doc. No. SY-TN-5009 Table of Contents Contents 1 SCOPE ..............................................................................................................................................................1 2 ABBREVIATIONS, SYMBOLS, AND CONVENTIONS .................................................................................1 2.1 Introduction ...............................................................................................................................................1 2.2 Abbreviations and Acronyms ....................................................................................................................1 2.3 Presentation Conventions ..........................................................................................................................1 2.4 Mathematical Symbols ..............................................................................................................................1 2.4.1 Variable Naming Conventions ..................................................................................................................1 2.4.2 Arithmetic Operators .................................................................................................................................1 -

Early History of Single-Sideband Transmission* ARTHUR A
1676 PROCEEDINGS OF THE IRE December Early History of Single-Sideband Transmission* ARTHUR A. OSWALDt, FELLOW, IRE Summary-This paper briefly reviews wire and radio art at the of electric-wave modulation by both Campbell and time of the invention of the single-sideband method of transmission. Colpitts whereby sidebands were tacitly assumed to Recognition of sidebands, realization that either sideband contains the entire information and that the carrier wave conveys none, and exist although admittedly not very concretely visual- the experimental discovery of homodyne reception, all preceded the ized. The band spectrum of voice waves was well known. invention. Campbell's electric wave filter' had been invented. It is The method was first employed commercially in carrier telephone clear from correspondence that by 1913 Bell System systems. engineers were assuming that speech, in being trans- Narrow resonance characteristics and limited transmitting power necessitated elimination of one sideband and carrier in the first lated upward in frequency by modulation on a carrier, transoceanic radio telephone system. would still constitute a band of frequencies. Successful application to hf radio systems and superior perform- In the summer of 1914 a young physicist who was ance under fading conditions resulted in general adoption of single working on radio, in familiarizing himself with the sub- sideband for long-haul services. ject, worked out a simple trigonometric analysis of an 71I HE SINGLE-SIDEBAND METHOD of trans- amplitude-modulated wave in his notebook. It showed mission was conceived in the mind of John R. three distinct components, the carrier and the upper Carson in 1915 through pure analysis resulting and lower waves set off therefrom by the modulating fre- from his mathematical studies related to modulation of quency. -

Double Sideband (DSB) and Amplitude Modulation (AM)
Double Sideband (DSB) and Amplitude Modulation (AM) Modules: Audio Oscillator, Wideband True RMS Meter, Multiplier, Adder, Utilities, Phase Shifter, Tuneable LPF, Quadrature Utilities, Noise Generator, Speech, Headphones 0 Pre-Laboratory Reading Double sideband (DSB) is one of the easiest modulation techniques to understand, so it is a good starting point for the study of modulation. A type of DSB, called binary phase-shift keying, is used for digital telemetry. Amplitude modulation (AM) is similar to DSB but has the advantage of permitting a simpler demodulator, the envelope detector. AM is used for broadcast radio, aviation radio, citizens’ band (CB) radio, and short-wave broadcasting. 0.1 Double Sideband (DSB) Modulation A message signal 푥(푡) can be DSB modulated onto a carrier with a simple multiplication. The modulated carrier 푦(푡) can be represented by 푦(푡) = 푥(푡) ∙ cos(2휋푓푐푡) (1) where 푓푐 is the carrier frequency. The Fourier transform 푌(푓) of the modulator output is related to the Fourier transform 푋(푓) of the message signal by 1 1 푌(푓) = 푋(푓 − 푓 ) + 푋(푓 + 푓 ) 2 푐 2 푐 (2) For a real 푥(푡), |푋(푓)| is symmetric about 푓 = 0 and |푋(푓 − 푓푐)| is symmetric about 푓 = 푓푐. For the present discussion, it is only necessary to consider that part of 푌(푓) that lies in the positive half of the frequency axis. The signal content that lies in the frequency domain below 푓푐 is the lower sideband. The signal content that lies in the frequency domain above 푓푐 is the upper sideband.