Empee Distilleries Ltd. Contents
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Telangana Government Notification Rabi 2017-18
GOVERNMENT OF TELANGANA ABSTRACT Agriculture and Cooperation Department – Pradhan Manthri Fasal Bhima Yojana (PMFBY)– Rabi 2017 -18 - Implementation of “Village as Insurance Unit Scheme” and “Mandal as Insurance Unit Scheme under PMFBY -Notification - Orders – Issued. AGRICULTURE & CO-OPERATION (Agri.II.) DEPARTMENT G.O.Rt.No. 1182 Dated: 01-11-2017 Read the following: 1. From the Joint Secretary to Govt. of India, Ministry of Agriculture, DAC, New Delhi Lr.No. 13015/03/2016-Credit-II, Dated.23.02.2016. 2. From the Commissioner of Agriculture, Telangana, Hyderabad Lr.No.Crop.Ins.(2)/175/2017,Dated:12-10-2017. -oOo- O R D E R: The following Notification shall be published in the Telangana State Gazette: N O T I F I C A T I O N The Government of Telangana hereby notify the Crops and Areas (District wise) to implement the “Village as Insurance Unit Scheme” with one predominant crop of each District and other crops under Mandal Insurance Unit scheme under Pradhan Mantri Fasal Bhima Yojana (PMFBY) during Rabi 2017 -18 season vide Annexure I to VIII and Annexure I and II and Statements 1-30 and Proforma A&B of 30 Districts for Village as Insurance Unit Statements 1 to 30 for Mandal Insurance Unit and Appended to this order. 2. Further, settlement of the claims “As per the Pradhan Mantri Fasal Bhima Yojana (PMFBY) Guidelines and administrative approval of Government of India for Kharif 2016 season issued vide letter 13015/03/2016-Credit-II, Dated.23.02.2016 the condition that, the indemnity claims will be settled on the basis of yield data furnished by the State Government based on requisite number of Crop Cutting Experiments (CCEs) under General Crop Estimation Survey (GCES) conducted and not any other basis like Annavari / Paisawari Certificate / Declaration of drought / flood, Gazette Notification etc., by any other Department / Authority. -

Pincode Officename Districtname Statename
pincode officename districtname statename 500001 Hyderabad G.P.O. Hyderabad TELANGANA 500001 State Bank Of Hyderabad S.O Hyderabad TELANGANA 500001 Seetharampet S.O Hyderabad TELANGANA 500001 Gandhi Bhawan S.O (Hyderabad) Hyderabad TELANGANA 500001 Moazzampura S.O Hyderabad TELANGANA 500002 Hyderabad Jubilee H.O Hyderabad TELANGANA 500002 Moghalpura S.O Hyderabad TELANGANA 500003 Secunderabad H.O Hyderabad TELANGANA 500003 Kingsway S.O Hyderabad TELANGANA 500004 Khairatabad H.O Hyderabad TELANGANA 500004 Vidhan Sabha S.O (Hyderabad) Hyderabad TELANGANA 500004 A.Gs Office S.O Hyderabad TELANGANA 500004 Anandnagar S.O (Hyderabad) Hyderabad TELANGANA 500004 Bazarghat S.O (Hyderabad) Hyderabad TELANGANA 500004 Parishram Bhawan S.O Hyderabad TELANGANA 500005 Balapur B.O K.V.Rangareddy TELANGANA 500005 Jalapally B.O Hyderabad TELANGANA 500005 Pahadishareef B.O K.V.Rangareddy TELANGANA 500005 Crp Camp S.O (Hyderabad) Hyderabad TELANGANA 500005 Keshogiri S.O Hyderabad TELANGANA 500006 Karwan Sahu S.O Hyderabad TELANGANA 500006 Kulsumpura S.O Hyderabad TELANGANA 500006 Mangalhat S.O Hyderabad TELANGANA 500007 IICT S.O Hyderabad TELANGANA 500007 Ngri S.O Hyderabad TELANGANA 500007 Tarnaka S.O Hyderabad TELANGANA 500007 Jama I Osmania S.O Hyderabad TELANGANA 500008 Nanakramguda B.O Hyderabad TELANGANA 500008 Toli Chowki S.O Hyderabad TELANGANA 500008 Sakkubai Nagar S.O Hyderabad TELANGANA 500008 Kakatiya Nagar S.O Hyderabad TELANGANA 500008 Lunger House S.O Hyderabad TELANGANA 500008 Golconda S.O Hyderabad TELANGANA 500009 Manovikasnagar S.O Hyderabad -

Status Report on Breakdowns (Urban / Rural)
TSSPDCL - LMRC / Corporate office DR 02.06.2018 Status Report on Breakdowns (Urban / Rural) Urban Breakdowns No.of Feeders Attended Time taken for restoring the occurred during Existing Urban during the day supply the day S.No Circle Rectified Not Rectified Remarks (Pending) (Within 24 (Above 24 33KV 11KV 33KV 11KV 33KV 11KV Hours) Hours) 33KV 11KV 33KV 11KV 1 MBN 18 107 2 NLG 22 358 3 MDK 97 359 4 SDPT 5 RR(S) 53 234 2 2 2 6 RR(N) 54 550 2 2 2 7 RR(E) 168 403 1 1 1 8 Hyd 194 1044 Total 606 3055 0 5 0 5 0 5 0 0 Rural Breakdowns No.of Feeders Attended Time taken for restoring the occurred during Existing Rurals during the day supply the day S.No Circle Rectified Not Rectified Remarks (Pending) (Within 24 (Above 24 33KV 11KV 33KV 11KV 33KV 11KV Hours) Hours) 33KV 11KV 33KV 11KV 1 MBN 107 849 4 4 4 2 NLG 144 988 8 28 8 28 8 28 3 MDK 18 33 18 33 18 33 107 933 4 SDPT 5 RR(S) 58 396 6 RR(N) 38 114 7 RR(E) 22 133 Total 476 3413 26 65 26 65 26 65 0 0 Grand Total 1082 6468 26 70 26 70 26 70 0 0 TSSPDCL - LMRC / Corporate office Date: 02.06.18 Name of 11 KV Name of the Relay S.No Circle Name of 33/11KV SS Vol From To Duration Cause of Breakdown Alternate Supply Arranged Feeder Division Indication 1 Kodangal Hamsanpally 11KV Mahabubnagar 05.10 06.35 01.25 E/L Tree branches fallen on the line No 2 Chinnamaroor Velgonda 11KV Wanaparthy 10.30 13.15 02.45 EL Tree branches fallen on the line No MBNR 3 Alampur Undavelly 11KV Gadwal 09.45 11.10 01.25 EL Flash over disc replaced near 132KV SS No 4 Kalwakurthy Polkampally 11KV Nagarkurnool 9:22 11:40 2:18 -
14 Medak District a Mine of Knowledge About Little Known Things in No
PRG. 179.14·(N) 750 MEDAK1 CENSUS OF INDIA 1961 VOLUME II ANIJHRA PRADESH PART VII-B (14) F AIRS AND FESTIVALS ( 14. Medak District) A. CHANDRA SEKHAR OF THE INDfAN ADMINISTRATIVE SERVICE Superillft' lldenl of Census Operations , Andhra Pradesh. ;r CENSUS PUBLICATIONS, ANDHRA PRADESH (Al1 the Census Publications of this State bear Vol. No. II) PART I-A General Report PART I-B Report on Vital Statistics PART I-C SUbsidiary Tables PART II-A General Population Tables PART II-B (i) Economic Tables [B-1 to B-IV] PART II-B (ii) Economic Tables [B-V to B-IX] PART JI-C Cultural and Migration Tables PART III Household Economic Tables PART IV-A Report on Housing and EstablishMents (with Subsidiary Tables) PART IV-B Housing and Establishment Tables PART V-A Specjal Tables for Scheduled Castes and Scheduled Tribes PART V-B Ethnographic Notes on Scheduled Castes and Scheduled Tribes • PART VI Village Survey Monographs (46) PART VIl-A(l), i Handicrafts Survey Reports' ($e!gcted Crafts) ~. PART VII-A(2) j PART VII-B (1 to 2{)", Fairs and Festivals (Separate Book for each Dis/riel) PART VIII-A Administration Report-Enumeration } (Not for sale) PART VIII-B Aqministration, Report-Tabulation ) '. ' PART IX State Atlas PART X Special Report on Hyderabad City District Census Handbooks (Seperate Volume /01' each District) , . ' ''', .. .. " '- Elephant on the fort wall, Medak. FOREWORD Although since the beginning of history, foreign travellers and historians have recorded the principal marts and entrepots of commerce in India and have even mentioned important festivals and fairs and articles of special excellence available in them, no systematic regional inventory was attempted until the time of Dr. -
Sno DISTRICT MANDAL/BLOCK NAME of VILLAGE >2000
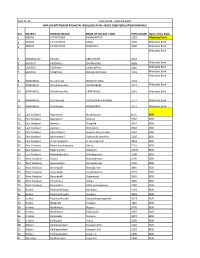
SLBC OF AP CONVENOR : ANDHRA BANK IMPLEMENTATION OF FINANCIAL INCLUSION PLAN -ABOVE 2000 POPULATION BANKWISE Sno DISTRICT MANDAL/BLOCK NAME OF VILLAGE >2000 POPULATION Name of the Bank 1 MEDAK HATHNOORA SIKANDARPUR 2339 Allahabad Bank 2 MEDAK HATHNOORA KASAL 3066 Allahabad Bank 3 MEDAK HATHNOORA BORPATLA 2280 Allahabad Bank Allahabad Bank 4 SRIKAKULAM PALASA NEELAVATHI 2510 5 GUNTUR TADEPALLI CHIRRAVURU 3609 Allahabad Bank 6 GUNTUR TADEPALLI GUNDIMEDA 4405 Allahabad Bank 7 GUNTUR TADEPALLI KUNCHANAPALLE 4943 Allahabad Bank Allahabad Bank 8 WARANGAL Geesukonda MOGILICHERLA 5244 9 WARANGAL Wardhanna Pet CHENNARAM 2510 Allahabad Bank 10 WARANGAL Wardhanna Pet UPPRAPALLE 2291 Allahabad Bank 11 WARANGAL Geesukonda GORREKUNTA (RURAL) 5777 Allahabad Bank 12 WARANGAL Parvathagiri KONKAPAKA 3112 Allahabad Bank 13 East Godavari Rayavaram Machavaram 8735 BOB 14 East Godavari Rayavaram Venturu 5742 BOB 15 East Godavari alamuru Pinapalla 2944 BOB 16 East Godavari alamuru Chindaluru 3944 BOB 17 East Godavari sakhinetipalli Appanaramuni Lanka 4352 BOB 18 East Godavari sakhinetipalli Gudumulla Kandrika 2126 BOB 19 East Godavari G.Yerrampalem G.Yerrampalem 2859 BOB 20 East Godavari Ramachandrapuram Oduru 2131 BOB 21 East Godavari Rajahmundry Kolamuru 15642 BOB 22 East Godavari Mamiddikuduru B Dodawaram 2148 BOB 23 West Godavari kovvur Kumaradevam 4205 BOB 24 West Godavari Gowravaram Sanivarapupet 7456 BOB 25 West Godavari Devarapalli Bandapuram 3895 BOB 26 West Godavari Devarapalli Lakshmipuram 2077 BOB 27 West Godavari Devarapalli Tyajampudi 5301 BOB -

Villages List in Medak District
Villages List in Medak District Mandal Village Total Total male total fem Name mandal Vname code code Population pop pop 01 SHANKARAMPET A 572838 Tenkati 3577 1763 1814 01 SHANKARAMPET A 572840 Jambikunta 1275 635 640 01 SHANKARAMPET A 572841 Cheelapalle 1764 893 871 01 SHANKARAMPET A 572842 Uthloor 2406 1199 1207 01 SHANKARAMPET A 572843 Narayanapalle 214 102 112 01 SHANKARAMPET A 572844 Kothepet 789 387 402 01 SHANKARAMPET A 572846 Jukal 2010 983 1027 01 SHANKARAMPET A 572847 Virojipalle 1647 820 827 01 SHANKARAMPET A 572848 Ramajipalle 1411 701 710 01 SHANKARAMPET A 572849 Sivaipalle 1074 528 546 01 SHANKARAMPET A 572850 Danampalle 510 251 259 01 SHANKARAMPET A 572851 Musapet 1915 941 974 01 SHANKARAMPET A 572852 Thirumalapur 2137 1081 1056 01 SHANKARAMPET A 572853 Kamalapur 1364 649 715 01 SHANKARAMPET A 572854 Malkapur 1896 958 938 01 SHANKARAMPET A 572855 Baddaram 1158 555 603 01 SHANKARAMPET A 572856 Gottimukkala 1913 947 966 01 SHANKARAMPET A 572857 Venkatapur (Katela) 1202 605 597 01 SHANKARAMPET A 572858 Kollapalle 1234 617 617 01 SHANKARAMPET A 572859 Maktha Lakshmapur 1852 915 937 01 SHANKARAMPET A 572860 Marshetpalle 1517 758 759 01 SHANKARAMPET A 572861 Burugupalle 2061 1031 1030 01 SHANKARAMPET A 572862 Shankarampet (A) (CT) WARD NO.-00016227 3105 3122 02 REGODE 573240 Pocharam 495 265 230 02 REGODE 573241 Marpalle 1753 887 866 02 REGODE 573242 Regode 3732 1928 1804 02 REGODE 573243 Chowderpalle 978 499 479 02 REGODE 573244 Kothwalpalle 1471 728 743 02 REGODE 573245 Timmapur 573 295 278 02 REGODE 573246 Venkatapur [Maktha] 585 298 287 02 REGODE 573247 Jangriyal 1020 521 499 02 REGODE 573248 R. -
S.No Name of the Bank Name of the Mandal Name of the Village No. of HH Population
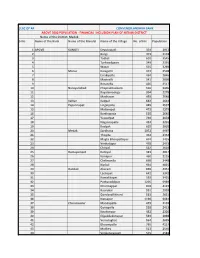
SLBC OF AP CONVENOR:ANDHRA BANK ABOVE 2000 POPULATION - FINANCIAL INCLUSION PLAN OF MEDAK DISTRICT Name of the District: Medak S.No Name of the Bank Name of the Mandal Name of the Village No. of HH Population 1 APGVB KANGTI Degulawadi 354 2013 2 Borgi 373 2118 3 Tadkal 610 3545 4 Turkwadgaon 349 2391 5 Wasar 555 3289 6 Manur Karsgutti 374 2598 7 Errakipalle 434 2846 8 Mavinelli 341 2098 9 Borancha 426 2517 10 Narayankhed Chaptakhadeem 556 3405 11 Rayalamadugu 394 2278 12 Madhavar 458 2546 13 Kalher Kadpal 662 3642 14 Papannapet Lingaipalle 445 2537 15 Mallampet 473 2379 16 Kurthiwada 535 2645 17 Yousufpet 740 3678 18 Nagsanapalle 453 2201 19 Kodpak 635 3005 20 Medak Sardhana 1052 4997 21 Thogita 452 2354 22 Magta Bhoopathipur 674 3455 23 Venkatapur 478 2473 24 Chityal 522 2603 25 Ramayampet Katriyal 383 2017 26 Konapur 460 2155 27 Chelmanda 698 3448 28 Naskal 934 4825 29 Dubbak Akaram 848 4351 30 Lachapet 642 3342 31 Ramakkapet 592 3425 32 Pothareddipet 1205 5989 33 Dharmajipet 818 4122 34 Raorukal 591 2959 35 Gundavallikhurd 563 2651 36 Narsapur 1196 5481 37 Chinnakodur Mandapalle 479 2193 38 Gonepalle 528 2413 39 Ibrahimpur 482 2320 40 Eligaddakistapur 594 3098 41 Vemulaghat 564 2695 42 Bhoompalle 795 4157 43 Mothey 513 2540 44 Venkataraopet 515 2582 45 Mubarakpur 500 2434 46 Yelkal 429 2147 47 Ramasagar 551 2707 48 Kothapalle 432 2108 49 Chegunta Ibrahimpur 518 2754 50 Gorrekal 427 2332 51 Dosapalle 339 2008 52 Khaderabad 691 3704 53 Peapalpalle 388 2101 54 Hasnabad 554 2622 55 Zaheerabad Kasimpur 405 2625 56 Hothi (B) 1014 5739 57 -

District Census Handbook, Medak, Part II
CENSUS OF INDIA, 1951 HYDERABAD STATE District Census Handbook MEDAK DISTRICT PART II Issued by BUREAU OF ECONOMICS AND STATISTICS FINANCE DEPARTMENT GOVERNMENT OF HYDERABAD PRICE Rs. 4 MEDAK DISTRICT w~ o (/) o cr ... .... o 0 (.) u w -Q: Q:- a::: to- .... o 41) en Z Q « -Q..., - .J .rI·," ~ ctI r ... C{ Q I ..J ~ 2: Z ~ ~ w .. ..._". .... 0 ,,_ .., :c: ::E ~ :r (!) w (": v ..J .J ~ l " 0 ~ t 'to'"' W ~ :c: Ul w 1: ;.' I- > \. CD .. , o w c' a::: c:( Q.. Wc:: Q.. , ! (» 0 o I ~ ~ o ...lie CONTENTS PAGE MAP OF ~gDAK DISTRICT Frontispiece Pr(,face v Explanatory ~ute on Tables 1 Li..,t of' Census Tracts-Medak Diqcrict 5 1. GENER~\'L POPULATION TABLES T,lhle A - I-Arca, Houses and Population .. 6 Tabk A - II--Variat-ions in Population during Fifty Year" 8 Table A-III-Towns and Villages Class.ified by Population 10 Table A-lV-Towns Classified by Population with Variations since 1901 12 Table A - V -Towns arranged Territorially with Population. by Livelihood Classes 14 2. ECONOMIC TABLES Table B - I-Livelihood Classes and Sub-Classes 16 Table B-II--Secondary Means of Livelihood· .. 22 3. SOCIAL AND CULTURAL TABLES Table D - I (i) Languages-Mother-Tongue 26 Table D - I (ii) Languages-Bilingualism 29 Table D - II-Religion .. 84 Table D - III-Scheduled Castes and Scheduled Tribe:;; 86 Table D-VII-Literacy by Educational Standards 88 4. GENERAL SUMMARY TABLE Table E Summary Figures by Tahsils 40 5. PRIMARY CENSUS ABSTRACTS ( i) Rural Statistics MAP OF SANGAREDDY TAHSIL Primary Census Abstract-Sangareddy Tahsil Rural •. -
LIST of ALL PUBLIC INFORMATION OFFICERS in TELANGANA S No Name of the Public Authority Dept Off Level Name of the Pio
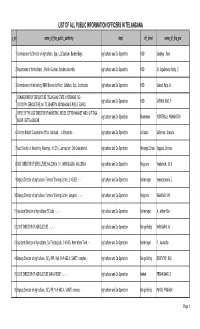
LIST OF ALL PUBLIC INFORMATION OFFICERS IN TELANGANA s_no name_of_the_public_authority dept off_level name_of_the_pio 1 Commissioner & Director of Agriculture, Opp. L.B.Stadium, BasheerBagh, - Agriculture and Co-Operation HOD Sandhya , Rani 2 Department of Horticulture, , Public Gurdens, Besides Assembly Agriculture and Co-Operation HOD Sri Jagadeswar Reddy, S 3 Commissioner of Marketing, BRKR Bhavan 1st floor, Saifabad, Opp. Secretariat Agriculture and Co-Operation HOD Samuel Raju, M COMMISSIONER OF SERICULTURE, TELANGANA STATE, HYDERABAD, 8-2- 4 Agriculture and Co-Operation HOD JAYAPAL RAO, P 293/82/PN/SERICULTURE, No. 72, BHARTIYA VIDYABHAVANS PUBLIC SCHOOL OFFICE OF THE ASST DIRECTOR OF MARKETING, BESIDE COTTON MARKET YARD, GUTTALA 5 Agriculture and Co-Operation Khammam VUDUTHALA, PADMAVATHI BAZAR, GUTTALA BAZAR 6 O/o the District Cooperative Office, Adilabad , , Collectorate , Agriculture and Co-Operation Adilabad Gaherwar, Sharada 7 Asst.Director of Marketing, Warangal, 4.1.234, Laxmipuram, Old Grain Market Agriculture and Co-Operation Warangal Urban Vuppala, Srinivas 8 ASST DIRECTOR OF SERICULTURE,NALGONDA, 1-1, MIRIYALGUDA, NALGONDA Agriculture and Co-Operation Nalgonda Venkatesh, Sri B 9 Deputy Director of Agriculture, Farmers Training Centre, 2-10-283, -, - Agriculture and Co-Operation Karimnagar Venkateswarlu, S. 10 Deputy Director of Agriculture, Farmers Training Centre, Suryapet, -, -, - Agriculture and Co-Operation Nalgonda RAMARAJU, KV 11 Assistant Director of Agriculture (BC Lab), -, -, - Agriculture and Co-Operation Karimnagar -
District Wise Bcs List
District Wise BCs List S.NO BANK NAME District VILLAGE NAME OF BANK MITRA/BC/BF Contact number 1 BANK OF BARODA ADILABAD ADILABAD VODNALA NARESH 9533202654 2 BANK OF BARODA ADILABAD MANCHERIAL, ANDHRAPRADESH VINAY AGARWAL 9985657613 3 BANK OF BARODA ADILABAD ADILABAD POOSALA SADANANDAM 9948024538 4 BANK OF BARODA ADILABAD MANCHERIAL, ANDHRAPRADESH M LALITHA 9550969352 5 BANK OF BARODA ADILABAD MANCHERIAL, ANDHRAPRADESH P RAMA 8522818545 6 BANK OF INDIA ADILABAD ADILABAD B SATISH 7 CANARA BANK ADILABAD Hashimpet Palepu Devanna 9177345221 8 CANARA BANK ADILABAD Piporwada Palepu Devanna 9177345221 9 CANARA BANK ADILABAD Pusai Palepu Devanna 9177345221 10 CANARA BANK ADILABAD Bhoraj K Mahender Reddy 9866881666 11 CANARA BANK ADILABAD Fouzpur K Mahender Reddy 9866881666 12 CANARA BANK ADILABAD Pusai K Mahender Reddy 9866881666 13 ANDHRA BANK ADILABAD CHINTHAPALLE S.TIRUPATHI REDDY 9912418621 14 ANDHRA BANK ADILABAD DHARMARAM SURESH 9490101900 15 ANDHRA BANK ADILABAD PAIDPALLE JADI VINAY 9490874215 16 ANDHRA BANK ADILABAD PEDDAPUR KESHAV 8008062180 17 ANDHRA BANK ADILABAD LEMUR VELPULA LAVANYA 9866042596 18 ANDHRA BANK ADILABAD MALEGAON S. RAMESH 7893946876 19 ANDHRA BANK ADILABAD LINGAPUR S.SRINIVAS 8374195186 20 ANDHRA BANK ADILABAD MITTAPALLY K.JANARDHAN 9989164421 21 ANDHRA BANK ADILABAD AMERWADI BANDDI SRIDHAR 8897577390 22 ANDHRA BANK ADILABAD CHANDRAPALLE THIRUPATHI 9963839149 23 ANDHRA BANK ADILABAD SHAKARI P.SRINIVAS 9492371752 24 ANDHRA BANK ADILABAD GONDI BHAGYALAKSHMI - 25 ANDHRA BANK ADILABAD GARLAPET N.PRAVEEN 9542721242 26 ANDHRA -

Medak District, Telangana
कᴂद्रीय भूमि जल बो셍ड जल संसाधन, नदी विकास और गंगा संरक्षण विभाग, जल शक्ति मंत्रालय भारत सरकार Central Ground Water Board Department of Water Resources, River Development and Ganga Rejuvenation, Ministry of Jal Shakti Government of India AQUIFER MAPPING AND MANAGEMENT OF GROUND WATER RESOURCES MEDAK DISTRICT, TELANGANA दवक्षणी क्षेत्र, हैदराबाद Southern Region, Hyderabad REPORT ON AQUIFER MAPPING FOR SUSTAINABLE MANAGEMENT OF GROUND WATER RESOURCES IN HARD ROCK AREAS OF MEDAK DISTRICT (ERSTWHILE), TELANGANA STATE CONTRIBUTORS’ PAGE Name Designation Principal Author Dr. G. Praveen Kumar : Scientist-C Supervision & Guidance Shri G.R.C Reddy & : Supdtg. Hydrogeologist & Nodal officer and Supdtg. Hydrogeologist Dr. P.N. Rao Shri D. Subba Rao : Regional Director REPORT ON AQUIFER MAPPING FOR SUSTAINABLE MANAGEMENT OF GROUND WATER RESOURCES IN MEDAK DISTRICT (ERSTWHILE), TELANGANA STATE Executive summary Content Chapter No. Content Page No. 1 INTRODUCTION 1 1.1 Objectives 1 1.2 Scope of study 2 1.3 Area details 2 1.4 Climate and Rainfall 3 1.5 Geomorphological set up 4 1.6 Drainage and Structures 5 1.7 Land use and cropping pattern (2019-20) 5 1.8 Cropping Pattern trend 7 1.9 Soils 9 1.10 Irrigation 10 1.11 Prevailing water conservation/recharge practices 11 1.12 Geology 11 2 DATA COLLECTION AND GENERATION 11 2.1 Hydrogeological Studies 12 2.1.1 Ground water Occurrences and Movement 13 2.1.2 Exploratory Drilling 14 2.1.3 Ground water yield 14 2.2 Water Levels 15 2.2.1 Water Table Elevations (m amsl) 15 2.2.2 Depth to Water Levels (DTW) 15 2.2.3 Water level fluctuations (November vs. -

District Census Handbook, Medak, Part XII-A & B, Series-2
CENSUS OF INDIA 1991 SERIES 2 ANDHRA PRADESH DISTRICT CENSUS HANDBOOK MEDAK PART XII - A &. B VILLAGE &. TOWN DIRECTORY VILLAGE &. TOWNWISE PRIMARY CENSUS ABSTRACT R.P.SINGH OF THE INDIAN ADMINISTRATIVE SERVICE DIRECTOR OF CENSUS OPERATIONS ANDHRA PRADESH PUBLISHED BY THE GOVERNMENT OF ANDHRA PRADESH 1997 FOREWORD Publication of the District Census Handbooks (DCHs) was initiated after the 1951 Census and is continuing since then with some innovations/modifications after each decennial ,:::ensus. This is the most valuable district level publication brought out by the Census Organisation on behalf of each State Govt./ Union Territory administration. It Inter vi·a Provides data/information on some of the basic demographic and socia-economic characteristics and on the availability of certain important civic amenities/facilities in each village and town of the respective districts. This publication has thus proved to be of Immense utility to the planners., administrators, academicians and researchers. ThE.. scope of the DCH was initially confined to certain important census tables on population, economic and socia-cultural aspects as also the Primary Census Abstract (PCA) of each village and town (ward wise) of the district. The DCHs published after the 1961 Census contained a descriptive account of the district, administrative statistics, census tables and Village and Town Directories including PCA. After the 1971 Census, two parts of the District Census Handbooks. (Part-A comprising Village and Town Directories and Part-B comprising Village and Town PCA) were released in all the States and Union Territories. The third Part (C! of the District Census Handbooks comprising· administrative statistics and district census tables, which was also to be brought out, could not be published in many States/UTs due to considerable delay in compilation of relevant material.