Competitive Internal Logistics Systems Through Automation
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
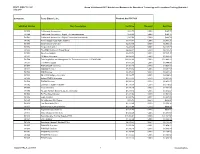
Festo Didactic, Inc. SKU/Part Number Item Description List Price Discount
FESTO DIDACTIC, INC. Group 38224-Award 23077 Materials and Equipment for Educational Technology and Occupational Training (Statewide) July 2019 Contractor: Festo Didactic, Inc. Contract No: PC67815 SKU/Part Number Item Description List Price Discount Net Price 581539 Cables and Accessories $258.71 5.00% $245.77 581540 Cables and Accessories - Digital Telecommunications $574.89 5.00% $546.15 581541 Cables and Accessories - Digital Communications Add-On $467.09 5.00% $443.74 581542 Power Supply / Dual Audio Amplifier $3,018.17 5.00% $2,867.26 581549 Dual Function Generator $2,903.19 5.00% $2,758.03 581552 Frequency Counter $2,249.25 5.00% $2,136.79 581555 True RMS Voltmeter / Power Meter $2,292.37 5.00% $2,177.75 581558 Spectrum Analyzer $8,407.76 5.00% $7,987.37 581561 RF/Noise Generator $4,024.23 5.00% $3,823.02 581564 Data Acquisition and Management for Telecommunications (LVDAM-COM) $23,642.33 5.00% $22,460.21 581571 TTS Power Supply $1,415.66 5.00% $1,344.88 581574 AM/DSB/SSB Generator $4,804.25 5.00% $4,564.04 581577 AM/DSB Receiver $3,370.14 5.00% $3,201.63 581580 SSB Receiver $3,370.14 5.00% $3,201.63 581583 Direct FM Multiplex Generator $5,162.77 5.00% $4,904.63 581586 Indirect FM/PM Generator $4,517.43 5.00% $4,291.56 581589 FM/PM Receiver $6,740.28 5.00% $6,403.27 581592 Enclosure / Supply Regulator $1,178.53 5.00% $1,119.60 581593 Clock Generator $2,486.40 5.00% $2,362.08 581596 Pseudo-Random Binary Sequence Generator $3,233.76 5.00% $3,072.07 581599 Bit Error Rate Indicator $1,624.06 5.00% $1,542.86 581602 Logic Analyzer $1,997.74 -

Let's Meet up Again DRIVING the NEW POWER of PACKAGING
24 - 27 MAY 2022 www.hispack.com GRAN VIA VENUE - BARCELONA #hispack THE NEW POWER OF PACKAGING Come and present your innovations to optimize the supply chain. Let's meet up again DRIVING THE NEW POWER OF PACKAGING Today, more than ever, packaging and logistics have proven to be essential in bringing products and services to people. They have rediscovered their true purpose: to protect what matters and help it reach everyone. Our industry has come together with a new power to respond to the emergency situation affecting the whole planet. Hispack will be one of the best opportunities on the international exhibition calendar to resume relationships for this push to move forward. Because we have an in-depth knowledge of the audience, the needs, and the challenges of each packaging sector, and our aim is to add value to each of them. We’ve created a new structure that will offer the best visiting experience and will attract new professional profiles in the packaging sphere. We’re putting all our knowledge and experience at the service of your business, with personalized content and specific routes to help you connect with and impact the visitors who are seeking out your innovations. Let's meet up again in 2022 at a great fair with international convening power. WE ADD A NEW DIGITAL PLATFORM This year, at Hispack we are launching an innovative format to adapt to the current circumstances. The show will allow you to enjoy a new hybrid experience, which will take advantage of the full potential of a face-to- face event with the support of new technologies. -

Intuitive Robot Programming for Automation of Low Standardized Logistic Processes
INTERNATIONAL JOURNAL OF SYSTEMS APPLICATIONS, ENGINEERING & DEVELOPMENT Issue 1, Volume 6, 2012 Intuitive robot programming for automation of low standardized logistic processes M. Rohde, S. Kunaschk, M. Lütjen, F. Ahrlich and A.-K. Pallasch focuses on the improvement of material handling by the use of Abstract—The increasing globalization of trade flows causes a robotics and mobile technologies [2], [3]. Due to low continuous growth of packaged goods and results in an increasing standardized processes, the approach of using PbD is very demand for handling of general cargo. Due to low standardized promoting. Low standardized processes need a lot of logistic processes, the use of automation technologies for improving cognition for analyzing the actual situation and planning the the handling efficiency is very challenging. Depending on requests of suppliers and customers, the logistics service providers have to operations. This cognition has to be taught by humans. develop individual solutions for logistics processes. If automation Therefore the field of PbD deals with the interpretation of technology, e.g. industrial robots, is used to optimize the processes, it human actions in different contexts [4]. Such interpretation has to adapt to changed conditions. This leads to complex systems can be done for example by the use of machine learning and time-consuming tasks of robot programming. In order to face this techniques or intuitive teaching devices. The main idea of this challenge, this paper presents an approach for intuitive control of paper is to use such an intuitive teaching device by integrating robots by using a cyber physical system (CPS). First, it describes challenges for automation of logistic processes and discusses the it into the concept of cyber-physical systems (CPS), which main idea of cyber physical systems. -

Systainer® T-LOC I
PACKING | ORGANISING | PRESENTING | TRANSPORTING THE SYSTEMATIC PROFESSIONAL Main Catalogue TANOS Main Catalogue Unique. Patented. Unbeatable. Stackable. Linkable. The systainer® is not just a case, it's a system. 2 / 3 CONTENTS TANOS OUR systainer® The original Page 4 - 5 Everything is based around the systainer® Page 6 - 7 In use everywhere Page 8 - 9 More than just a case Page 10 - 11 All-round service Page 12 - 13 Product variety Page 14 - 15 systainer® THE RIGHT ANSWER One-handed? – T-Loc! Page 16 - 17 Proven? – Classic! Page 18 - 19 Packing? – Safe! Page 20 - 21 Tidy? – Everything in its place! Page 22 - 23 Presentation? – In the limelight! Page 24 - 25 Transport? – Effortless! Page 26 - 27 systainer® PRODUCT RANGE Our product range Page 28 - 67 TANOS Our systainer® systainer® T-LOC A flick of the wrist suffices! That's just how simple the systainer® of the 2nd generation works. Stack individual systainer® systematically one on top of the other and lock with a flick of the wrist – this gives you a linked systainer® tower which holds everything from the smallest to the biggest part ready for you in a clear arrangement to save space and time and can be added to or divided up as you like. Our systainer® T-Loc combines innovative technology with functional, attractive design in perfection. systainer® CLASSIC Proven top class quality! Our systainer® CLASSIC has been accompanying millions of satisfied cus- tomers through their daily routine for ages. At work or at home, for your hobby or leisure time – the so- phisticated mechanics of the systainer® CLASSIC products guarantees reliability and almost infinite application possibilities. -
Application Examples for System Solutions Applications in Factory-, Logistics- and Process Automation
APPLICATION EXAMPLES FOR SYSTEM SOLUTIONS APPLICATIONS IN FACTORY-, LOGISTICS- AND PROCESS AUTOMATION System solutions APPLICATIONS A B C D E F H I J K L M N O P Q R S 2 APPLICATION EXAMPLES FOR SYSTEM SOLUTIONS | SICK 8022665/2018-02-26 T Subject to change without notice Typische Applikationen TYPISCHE APPLIKATIONEN . Subject to change without notice APPLICATIONS A B C D E F H I Applications overview . 4 Products overview . 16 J Customized analyzer systems. .20 Quality control systems . 44 K Driver assistance systems. .28 Security systems . 46 L Object detection systems . 36 Robot guidance systems. .49 M Profiling systems . 41 Track and trace systems . .51 N O P Q R S 8022665/2018-02-26 APPLICATION EXAMPLES FOR SYSTEM SOLUTIONS | SICK 3 Subject to change without notice T Typische Applikationen APPLICATIONS OVERVIEW . Subject to change without notice Applications OVerVIEW A APPLICATIONS OVERVIEW Object Profiling Quality control Security Robot guidance Customized analyzer systems Driver assistance systems detection Track and trace systems page systems systems systems systems B systems C D PowerCEMS100 METPAX300 ExtractiveTRANSIC GHG MINESIC700 TBSMINESIC700 MKAS MKAS Compact PowerCEMS50 MINESIC100 EPS MINESIC100 TPS MINESIC100 TCW MINESIC100 WPS RAS Prime Visionary-B WGS APS Prime AOS TIC102 TIC501 VPS Pro Free Flow Profiler Code MatcherInline Asset Monitoring System Pinspector LAC1xx Prime RAM PLB PLR PLOC2D OPS ALIS RFGS Pro RFMS Pro ICR88x System ICR89x System System Lector65x VMS410/510 VMS420/520 VML DynamicDWS DWS Static Pallet DWS -

Packaging, Filling, Bottling Plant, Logistics Automation
Packaging, filling, bottling plant, Logistics Automation Parijat Packaging, filling, bottling, Logistics Automation is a modular, integrated system software for any manufacturing plant performing end to end automation for all the aspects of the order processing, scheduling, manufacturing control, downtime analysis, MES/ERP, six Sigma, regulatory aspects at a single point. PCI design/builds end to end turn-key automation control systems from field devices to mobile devices to the top end of enterprise applications, including order fulfillment, Inbound order processing, inventory management, and outbound distribution activities using iBeacon, RF, SKU, barcode, and auto-ID technology. Logistics systems prioritize, direct, and confirm activities based upon the real-time conditions, constraints of space, equipment & inventory. Single application with single copy of data with no islands & no dependency on any other 3rd party software vendors are provided. PCI also provides sectional services & solutions as a blank-fill. PCI adopts to a wide range of PLC’s like Rockwell/Allen Bradley, Siemens, ABB, GE-IP, Schneider, Automation Direct, Opto22, Mitsubishi, Omron etc. PCI uses Microsoft HMI/SCADA or 3rd party (to Microsoft) products Like Rockwell – FT/RSView; Schneider – Wonderware, Archestra, Indusoft, Clearscada, Citect; Siemens – WinCC; GE-IP - iFix, Cimplicity; Iconics, Inductive Automation, etc. Client has the choice to pick what precise combination to use. Best features & economies are achievable from Microsoft & Rockwell combination. Solutions are completely agnostic to the conveyor systems hardware & all other related peripheral equipment. Systems may be virtualized or run on virtual OS or on cloud servers. Traditional solutions: Typically, ERP, production management, local HMI, multi layered systems are used & different products from different vendors, running on Microsoft Windows are employed. -

Healthcare Solutions Logistics Automation Swisslog As a Partner Contents
Logistics Automation Page 12 HEALTHCARE SOLUTIONS LOGISTICS AUTOMATION For More Information in North America: Swisslog Healthcare Solutions Email: [email protected] USA: (800) 764-0300 | (303) 373-7993 Canada: (877) 294-2831 | (905) 629-2400 www.swisslog.com CM# HCS-100 Logistics Automation Page 11 Healthcare Solutions Logistics Automation Swisslog as a Partner Contents 3 Healthcare Solutions Consulting Services Logistics Automation Swisslog offers total logistics Core Competence automation support from initial Our System Solutions project conception to ongoing customer support services. 4 Automated Material Transport Systems Swisslog staffs the largest, most experienced and comprehensive (AMTS) work force for hospital logistics Pneumatic Tube Systems (PTS) in North America. Our capabilities Project Management Track Vehicle Systems (TVS) begin with an in-house design Automatic Guided Vehicles (AGV) team comprised of mechanical, Our project management teams electrical, software and application are located throughout North engineers. Our consultative system America to insure smooth system 8 Automated Drug Management Systems analytical approach includes integration, efficient start-up simulation, system design analysis, and ongoing system monitoring (ADMS) and a product design team and response. Pharmacy Automation - The PillPick System dedicated to hospitals. Drug Storage and Retrieval - The BoxPicker System Customer Support 11 Swisslog as a Partner Others claim customer support Consulting Services — Swisslog delivers Project Management -

A Shopper's Guide to E-Grocery Fulfillment
A SHOPPER’S GUIDE TO E-GROCERY FULFILLMENT CONTENTS 2 DISRUPTION COMES TO THE GROCERY STORE E-commerce has been a highly disruptive force in the retail sector over the last ten years, rapidly growing to account for up to 20% of total sales. The grocery sector has largely been immune to this disruption with only about 3% of grocery spending in the U.S. occurring online in 2019. That is now changing — and quickly. Demand for e-grocery services is accelerating and multiple sources predict the industry is on the cusp of the same type of disruption other retail sectors have already experienced: • Online grocery sales in the U.S. is growing by 15% this year according to an analysis from Bricks Meet Clicks. • Nielsen and the Food Marketing Institute project that consumer spending on e-grocery could reach $100 billion by 2022 — triple what it is today. • A research study from Edge by Ascential projects the e-grocery sector will experience a compound annual growth rate (CAGR) of 13% through 2024, increasing total online sales to $162 billion. Nielsen and the Food Marketing Institute project that consumer spending on e-grocery could reach $100 billion by 2022 – triple what it is today. 3 REACHING THE LIMITS OF MANUAL PICKING Grocers have been meeting current e-grocery demand—and stoking the market — by employing manual pickers, essentially surrogate shoppers, who travel up and down supermarket aisles along with other shoppers pulling orders. But this approach is labor- and time-intensive and because the market is not willing to absorb the full cost of order fulfillment, is forcing grocers to sacrifice profitability to remain competitive in the e-grocery space. -
The Next Generation of Logistics Informamarketsltd Be Part of It
SHD LOGISTICS SHD LOGISTICS March 2020 www.shdlogistics.com GO OUTDOORS MEET THE JUDGES THE LOGISTICS 100 A look at Jungheinrich’s F ind out more about Mirek Raba provides a fresh Innovations & Highlights this year’s Logistics perspective on how supply event. P18 Awards judges. P44 chains are changing. P58 MARCH 2020 2020 MARCH SHD L GISTICS WELCOME TO THE NEXT GENERATION OF LOGISTICS INFORMA INFORMA MARKETS LTD BE PART OF IT. FIND OUT MORE AT WWW.IMHX.NET it’s got intelligence The Flexi ACiON range utilises the latest integrated digital technology with cutting edge Cobotics, all designed to help maximise capacity and productivity and reliability. HiVIS Mast Clear View Guard Smooth AC Control True RadiusTM 220 Degrees Advanced integrated digital technology that monitors and assists your workforce, with smooth digital AC control and driver assist, the complete Flexi package allows for total control over your warehouse. Contact us today & find out t: 0121 557 6242 how Flexi can improve your e: [email protected] warehouse productivity w: www.flexi.co.uk FLEXI NARROW AISLE Great Western Way, Great Bridge, Tipton, West Midlands DY4 7AU CONTENTS Promoting Supply Chain Excellence REGULARS FEATURES EDITOR: 05 Comment - Editor Kirsty Adams refl ects Fork Lift Trucks [email protected] on the short- and long-term implications 18 Go Outdoors - A look at Jungheinrich’s 0207 017 7122 of Coronavirus on the logistics sector. latest truck which was unveiled at an 06 News - GMB Union demands Amazon event in Hamburg earlier this year. DEPUTY EDITOR inquiry following 600 injuries in three years. -

LOGISTICS MANAGEMENT Logistics
LOGISTICS MANAGEMENT Logistics Logistics is the art and science of strategically managing and controlling the flow of goods, energy, information and other resources like products, services, and people, from the source of production to the marketplace. It is difficult to accomplish any marketing or manufacturing without logistical support. It involves the integration of information, transportation, inventory, warehousing, material handling, and packaging. The operating responsibility of logistics is the geographical repositioning of raw materials, work in process, and finished inventories where required at the lowest cost possible. The word of logistics is origin from the ancient Greek logos, what means “ratio, word, calculation, reason, speech, oration”. Logistics as a concept is considered to evolve from the military's need to supply them selves as they moved from their base to a forward position. In ancient Greek, Roman and Byzantine empires, there were military officers with the title ‘Logistikas’ who were responsible for financial and supply distribution matters. The Oxford English dictionary defines logistics as: “The branch of military science having to do with procuring, maintaining and transporting material, personnel and facilities.” Another dictionary definition is: "The time related positioning of resources." As such, logistics is commonly seen as a branch of engineering which creates "people systems" rather than "machine systems". Logistics as a business concept evolved only in the 1950s. This was mainly due to the increasing complexity of supplying one's business with materials and shipping out products in an increasingly globalize supply chain, calling for experts in the field who are called Supply Chain Logisticians. This can be defined as having the right item in the right quantity at the right time for the right price and is the science of process and incorporates all industry sectors. -

Acusport Corp. Automation That's Right on Target 16
PRODUCTIVITY SOLUTIONS FOR DISTRIBUTION, WAREHOUSING AND MANUFACTURING EBRAT EL ING C mmh.com YEARS ® April 2015 AcuSport Corp. Automation that’s right on target 16 SPECIAL REPORT Top 20 systems suppliers 24 2015 WAREHOUSE/DC EQUIPMENT SURVEY Smarter funding for the future 28 BEST PRACTICES 7 ways 3PLs support warehouses and DCs 34 INFORMATION MANAGEMENT Flexible finance for your fleet 38 Mary Grim, vice president of operations, AcuSport We Optimize Your Supply Chain Dematic Introduces . Automated Mixed Case Palletizing (AMCAP) Dematic introduces AMCAP, a modular, flexible and scalable mixed case palletizing solution. This high- performance palletizing system is designed to assemble pallets that are ready for fast and easy shelf restocking at the retail store. Palletizing a multitude of SKUs and packaged items per hour, AMCAP efficiently builds store sequenced, aisle ready outbound order shipping pallets. The scalable design fits into a compact footprint, up to 50% less than other competitive solutions, and is easily integrated into existing or newly constructed facilities. In combination with the small footprint, AMCAP delivers the lowest cost per case, increased order picking accuracy and product quality, and a compelling return on investment. Maximize space, asset and labor utilization. Learn more about AMCAP today, visit www.dematic.com or contact us at [email protected] or 1-877-725-7500. UP FRONT BREAKING NEWS YOU SHOULD KNOW Regal Beloit acquires Emerson’s Power Transmission Solutions business REGAL BELOIT CORP. has acquired the Power PTS manufactures, sells and services bear- Transmission Solutions business (PTS) of Emerson ings, couplings, gearing, drive components Electric for approximately $1.4 billion. -

Proposal for Advancements to the Llsf in 2014 and Beyond
PROPOSAL FOR ADVANCEMENTS TO THE LLSF IN 2014 AND BEYOND T. Niemueller and G. Lakemeyer∗ A. Ferreiny fniemueller,[email protected] [email protected] S. Reuter, D. Ewert, and S. Jeschkez D. Penskyx [first.last]@ima-zlw-ifu.rwth-aachen.de [email protected] U. Karras{ [email protected] ∗Knowledge-based Systems Group, RWTH Aachen University, Germany yElectrical Engineering Department, Aachen University of Applied Sciences, Germany zInstitute Cluster IMA/ZLW & IfU, RWTH Aachen University, Germany xFesto Didactic, Denkendorf, Germany {Organization Committee, Logistics League Sponsored by Festo ABSTRACT physical processes. They include embedded computers and net- works which monitor and control the physical processes and The Logistics League Sponsored by Festo (LLSF) is a RoboCup have a wide range of applications in assisted living, advanced au- league focusing on in-factory logistics applications involving tomotive systems, energy conservation, environmental and crit- task-level planning, scheduling, and automation in an industrial ical infrastructure control, or manufacturing (Lee, 2008). In the production workflow scenario. It is meant to spawn interest in LLSF, this is mapped onto a mobile robot logistics task. Issues industry for current robotics research and to provide a bench- of particular relevance are task-level planning and production marking domain for such applications. In this paper, we first de- scheduling, dealing with incomplete knowledge during produc- scribe the current set of rules used for the competition in 2013, tion, coping with limits to the on-robot computational resources outlining several advancements like variant production and (al- shared among all software and planning components, and han- most) autonomous judging through a referee box.