Product Manual
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Simple Strategies to Improve Bioprocess Pure Culture Processing
Reprinted from PHARMACEUTICAL ENGINEERING® The Official Magazine of ISPE May/June 2010, Vol. 30 No. 3 Pure Culture Bioprocessing www.ISPE.org ©Copyright ISPE 2010 This article presents Simple Strategies to Improve strategies to improve Bioprocess Pure Culture Processing bioreactions by reducing contaminations by Michael Hines, Chris Holmes, and Ryan Schad by adventitious agents. ioreaction and fermentation processes of traditional bioprocess reactors and fermenta- of all scales – from 100,000 liter vessels tion processes. They are targeted squarely for to small development reactors – require the practitioner in their simplicity, and based pure culture for their successful, pro- on many years of managing pure culture opera- Bductive operation. In this article the term “pure tions at many scales. The focus of this article culture” and “pure culture capability” will be is on preventing bacterial contaminations in used instead of “sterile” or “sterility assurance” traditional fermentation systems; much of the to acknowledge that bioreactions are, by nature, material applies to protection of any bioreactor the process of growing large populations of systems from any adventitious agent. It is up to helpful microorganisms or cells as opposed to you to understand your system and process and the more unwanted varieties. Contamination to appropriately apply the principles outlined in by adventitious agents costs time, money, and order to meet the requirements of your process lost productivity; moreover, contaminants and and business. Higher potential risk from longer their sources can be very difficult to locate and growth times, longer inoculum trains, and lack eliminate. of selective agents (e.g., antibiotics) can be offset Many elements of pure culture bioprocess through the use of disposables, newer equip- design and operation are straightforward, often ment, and more stringent environmental and even a matter of common sense. -

CUSTOMIZED Pressure Relief Products 7-8803-7 WORLDWIDE SERVICE
CUSTOMIZED Pressure Relief Products 7-8803-7 WORLDWIDE SERVICE Solutions...for tough Working With Specialized The Role of Pressure Relief Problems Technologies...Like Yours Rupture Discs Whether it's from the standard Solving pressure relief problems Rupture discs are non-reclosing product line -- or a custom-designed for you is the special role played by pressure relief devices which open within rupture disc for a one-of-a-kind application C.D.C.'s Product Development Group milliseconds when system pressure -- Continental Disc Corporation has built a and the Special Products Group. reaches its specific burst rating. 30-year reputation for solving the toughest This pool of product development They are designed to relieve either pressure relief problems. expertise has been retrofitting C.D.C. positive or negative conditions at a For OEM's. Defense Industries. designs into clients' systems for a specified set pressure and in some Space exploration program. Aircraft and quarter of a century. They are engineers applications, additionally withstand aerospace manufacturers. The chemical who are at home with special or exotic vacuum or backpressure. Rupture discs and petrochemical industries. Food materials, ultrahigh or ultralow burst may also be designed to provide dual processors. The electronics industry. pressures, as well as state-of-the-art pro- relief (positive or negative) within the And countless more. cessing and testing requirements. same rupture disc. Whether your needs are for A rupture disc opens (relieves) Problem Solving quantities of one, one thousand, or within milliseconds. This instantaneous more, Continental Disc is ready to solve and unrestricted relief capacity allows Continental Disc Corporation's your pressure relief problems. -

Dual-Action Valve Product Sheet
Dual-Action Valve Full-opening downhole test valve APPLICATIONS The dual-action valve (DAV) is a full-opening ■ Reservoir testing downhole test valve. It is run in the closed ■ Downhole testing position, opened by annulus overpressure (rupture disc), and then reclosed by a second ■ Completion operations annulus overpressure (rupture disc). The ■ Deviated and deepwater wells operator mandrels are balanced to ID pres- ■ HPHT wells sure. A two-way ratchet is used to prevent the operator mandrel from shifting, except BENEFITS in response to annulus overpressure. ■ Minimizes operating time by using Ball valve rupture disc operations When the first disc is ruptured, hydrostatic pressure is applied to an operator area, which FEATURES opens the ball valve. The ball stays in the open Operator mandrel ■ Rupture-disc-operated tester valve position until the second disc is ruptured. Rup- ■ Fullbore when opened turing this disc applies hydrostatic pressure to Low-value rupture disc a greater operator area, which permanently recloses the ball valve. High-value rupture disc Replacing the DAV ball valve with the alterna- tive ball valve enables running the DAV open, Collet closed, and then permanently reopened. The DAV-K is part of the new-generation hostile K-string developed for ultrahigh-pressure wells with bottomhole pressures up to 30,000 psi. Seal options used in the tool make it suitable for both standard and ultrahigh-temperature environments, as well as hostile drilling and completion fluids. Dual-action valve. Specifications Model DAV-E DAV-FAA/FAB DAV-K Max. OD, in [mm] 5 [127] 5 [127] 5 [127] Tool ID, in [mm] 2.25 [57] 2.25 [57] 2.25 [57] Pressure ratings Max. -

Getting the Most out of Your Rupture Disc
March 2009 www.che.com Feature Report Part 2 Getting the Most Out of Your Rupture Disc For optimum rupture-disc performance, pay attention to installation, operation and maintenance Dean Miller Fike Corp. upture disc devices provide over- Liquid service pressure protection for a variety Liquid-full systems cre- of storage and process vessels ate a number of process- FIGURE 1. This viscous-tee holder design con- Rand equipment. The objective of ing challenges, many of tinually wipes the disc surface, preventing prod- the rupture disc is to maintain a leak- which apply to rupture uct buildup tight seal and be a passive bystander discs. Pressure spikes and until called upon to relieve excess pres- water hammer generated sure. While this is generally the case, by rapid opening or closing there are times when rupture disc of valves somewhere in the process fre- using pressure accumulators to absorb performance can be adversely affected quently do affect the rupture disc. The the unavoidable pressure spikes. through various installation, operation typical rupture disc begins to respond Common indications that you have and maintenance practices. to pressure in excess of the burst pres- a water hammer or another pressure This article reviews some of these sure in less than 1 millisecond. This spike problem include the following: practices, real-life observed conse- means that a short-duration pressure • The rupture disc appears to burst at quences, and corrective or preventative spike that is not detectable by normal a pressure lower than the marked measures that can improve rupture disc process instrumentation can and will burst pressure performance. -
FIU-DOM-01 Revision-1 12/2019 10
FIU-DOM-01 Revision -1 12/2019 1 11200 SW 8th Street, Miami Florida, 33199 http://www.fiu.edu TABLE of CONTENTS Section 1.00 GENERAL POLICY 6 1.10 Diving Standards 6 1.20 Operational Control 7 1.30 Consequence of Violation of Regulations by divers 9 1.40 Job Safety Analysis 9 1.50 Dive Team Briefing 10 1.60 Record Maintenance 10 Section 2.00 MEDICAL STANDARDS 11 2.10 Medical Requirements 11 2.20 Frequency of Medical Evaluations 11 2.30 Information Provided Examining Physician 11 2.40 Content of Medical Evaluations 11 2.50 Conditions Which May Disqualify Candidates from Diving (Adapted from Bove, 1998) 11 2.60 Laboratory Requirements for Diving Medical Evaluation and Intervals 12 2.70 Physician's Written Report 13 Section 3.00 ENTRY-LEVEL REQUIRMENTS 14 3.10 General Policy 14 Section 4.00 DIVER QUALIFICATION 14 4.10 Prerequisites 14 4.20 Training 15 4.30 FIU Working Diver Qualification 18 4.40 External (Non-FIU Employee) Diver Qualifications 18 4.50 Depth Certifications 22 4.60 Continuation of FIU Working Diver Certification 22 4.70 Revocation of Certification or Designation 23 4.80 Requalification After Revocation of Diving Privileges 23 4.90 Guest Diver 23 Section 5.00 DIVING REGULATIONS FOR SCUBA (OPEN CIRCUIT, COMPRESSED AIR) 24 5.10 Introduction 24 5.20 Pre-Dive Procedures 24 5.30 Diving Procedures 25 5.40 Post-Dive Procedures 30 5.50 Emergency Procedures 30 5.60 Flying After Diving or Ascending to Altitude (Over 1000 feet) 30 5.70 Record Keeping Requirements 30 FIU-DOM-01 Revision-1 12/2019 2 Section 6.00 SCUBA DIVING EQUIPMENT 32 -

Crosby Pressure Relief Valve Engineering Handbook
Crosby Valve Inc. Technical Document No. TP-V300 Effective: May 1997 An FMC Corporation subsidiary Crosby® Pressure Relief Valve Engineering Handbook COV/CON.PM6 1 9/22/97, 7:56 AM Notes: COV/CON.PM6 2 9/22/97, 7:56 AM CROSBY® Pressure Relief Valve ENGINEERING HANDBOOK CONTENTS Chapter 1 Introduction to Crosby Engineering Handbook Chapter 2 Fundamentals of Pressure Relief Valve Design Chapter 3 Terminology Chapter 4 Codes and Standards - Summary Chapter 5 Valve Sizing and Selection - U.S.C.S.* Units Chapter 6 Valve Sizing and Selection - Metric Units Chapter 7 Engineering Support Information Appendix ASME Section VIII, Division 1, 1992 Edition Exerpts Other Information Ordering Information Pressure Relief Valve Specification Sheet Warning: The information contained in this handbook is for informational purposes only. See also Crosby's computer sizing program, CROSBY-SIZE. The actual selection of valves and valve products is dependent upon numerous factors and should be made only after consultation with applicable Crosby personnel. Crosby assumes no responsibility for the actual selection of such products and hereby expressly disclaims liability for any and all claims and damages which may result from the use or application of this information or from any consultation with Crosby personnel. *United States Customary System COV/CON.PM6 3 9/22/97, 7:57 AM Crosby® Engineering Handbook Technical Publication No. TP-V300 Chapter I Introduction The Crosby® Pressure Relief Valve Engineering Hand- Crosby pressure relief valves are manufactured in ac- book contains important technical information relating cordance with a controlled Quality Assurance Program to pressure relief valves. which meets or exceeds ASME Code Quality Control Program requirements. -
OSH-Standards-2020-Edition.Pdf
OCCUPATIONAL SAFETY AND HEALTH STANDARDS (As Amended, 1989) Department of Labor and Employment Philippines Reprinted with permission from the BUREAU OF WORKING CONDITIONS DEPARTMENT OF LABOR AND EMPLOYMENT Intramuros, Manila Published and printed by the OCCUPATIONAL SAFETY AND HEALTH CENTER DEPARTMENT OF LABOR AND EMPLOYMENT North Avenue corner Agham Road, Diliman, Quezon City February 2005-May 2019 FOREWORD The Occupational Safety and Health Standards was formulated in 1978 in compliance with the constitutional mandate to safeguard the worker’s social and economic well-being as well as his physical safety and health. Adopted through the tested democratic machinery of tripartism, the 1978 Standards is considered as a landmark in Philippine labor and social legislation. The advent of industrialization and the continuing introduction of technological innovations in our country today have, however, correspondingly increased the number and types of occupational hazards that our workers are exposed to. Viewed against this backdrop, it became imperative that the Standards be revised to make it truly responsive to the workers’ needs. Joint efforts exerted by the Bureau of Working Conditions, the ILO Manila Office and the tripartite sectors bore fruit in August 1989 when the revisions were finally approved by the Secretary of Labor and Employment pursuant to his authority under Article 162 of the Labor Code of the Philippines. With the latest improvements in the Standards, all establishments covered will now be provided with a better tool for promoting and maintaining a safe and conducive working environment. I therefore urge all sectors concerned-whether they be in labor, management, government or the academe-to extend their full support to achieve the noble objectives of the Occupational Safety and Health Standards. -
Tech Sem. Manual
ANDERSON GREENWOOD CROSBY • TECHNICAL SEMINAR MANUAL Technical Seminar Manual Contents Section I - Terminology . 1 Section II - PRV Design . 3 Section III - ASME Code . 19 Section IV - DOT Code . 25 Section V - Sizing . 29 Section VI - Installation . 45 Section VII - Valve Types . 55 Section VIII - PRV Document Index . 57 Section IV - Back Pressure . 59 Section X - Flow Factor . 63 Section XI - Flow Losses . 67 © 2001 Tyco Valves & Controls i ANDERSON GREENWOOD CROSBY • TECHNICAL SEMINAR MANUAL Section I Terminology B. Curtain Area: The area of the cylindrical or conical dis- charge opening between the seating surfaces above the Reference on definitions is API RP 520, Part I, Sixth nozzle seat created by the lift of the disc. Edition (March 1993). C. Equivalent Flow Area: A computed area of a pressure relief valve, based on recognized flow formulas, equal to 1.0 Pressure Relief Devices the effective discharge area. A. Pressure Relief Device: A device actuated by inlet stat- D. Nozzle Area: The cross-sectional flow area of a nozzle ic pressure and designed to open during an emergency at the minimum nozzle diameter. or abnormal conditions to prevent a rise of internal fluid pressure in excess of a specified value. The device may E. Huddling Chamber: An annular pressure chamber in a also be designed to prevent excessive internal vacuum. pressure relief valve located beyond the seat for the pur- The device may be a pressure relief valve, a non-reclos- pose of generating a rapid opening. ing pressure relief device, or a vacuum relief valve. F. Inlet Size: The nominal pipe size (NPS) of the valve at B. -
Preparation and Installation of the RCS Rupture Disc Assembly
GEP-6048 Rev. R 100183 Ref. I.D.: 6691 Preparation and Installation of the RCS Rupture Disc Assembly WARNING USER SHOULD READ AND THOROUGHLY UNDERSTAND THESE INSTRUCTIONS BEFORE INSTALLING RUPTURE DISC. THESE INSTRUCTIONS DO NOT PURPORT TO ADDRESS ALL OF THE SAFETY FACTORS ASSOCIATED WITH THE RUPTURE DISC’S USE IN SERVICE. IT IS THE RESPONSIBILITY OF THE USER TO ESTABLISH APPROPRIATE SAFETY, HEALTH, AND TRAINING MEASURES FOR THEIR PERSONNEL INSTALLING, SERVICING, OR WORKING IN AN AREA WHERE RUPTURE DISC ASSEMBLIES ARE IN USE. SERVICE AND/OR MAINTENANCE ON OR AROUND THE RUPTURE DISC DEVICE MUST NOT BE PERFORMED WHILE THE DEVICE IS SUBJECTED TO OPERATING PRESSURES AND/OR TEMPERATURES. IT IS THE USER’S SOLE RESPONSIBILITY FOR DESIGN AND PLACEMENT OF RUPTURE DISCS WITHIN THEIR FACILITY AND UPON THE EQUIPMENT UPON WHICH THE RUPTURE DISC OF USER’S SELECTION IS TO BE LOCATED. IT IS USER’S SOLE RESPONSIBILITY FOR THE DESIGN OF ADEQUATE VENTING AND INSTALLATION OF ADEQUATE VENT PIPING OR DIRECTIONAL FLOW AFTER RUPTURE OCCURS WITH THE RUPTURE DISC AS INTENDED. WHEN SIZE IS SPECIFIED, CONTINENTAL DISC CORPORATION ASSUMES THAT ADEQUATE PROVISIONS HAVE BEEN MADE BY PURCHASER FOR PROPER VENTING OF A SYSTEM TO RELIEVE THE SPECIFIC PRESSURE. LOCATE RUPTURE DISC WHERE PEOPLE OR PROPERTY WILL NOT BE EXPOSED TO THE SYSTEM DISCHARGE IN CASE OF RUPTURE. VENT TOXIC OR FLAMMABLE FUMES OR LIQUIDS TO A SAFE LOCATION TO PREVENT PERSONAL INJURY OR PROPERTY DAMAGE. IT IS THE USER’S SOLE RESPONSIBILITY TO SPECIFY THE BURST PRESSURE RATING OF A RUPTURE DISC AT A COINCIDENT TEMPERATURE AT WHICH THE RUPTURE DISC IS TO BE USED. -

International Consensus Standards for Commercial Diving and Underwater Operations
International Consensus Standards FOR COMMERCIAL DIVING AND UNDERWATER OPERATIONS 6.2 EDITION ASSOCIATION OF DIVING CONTRACTORS INTERNATIONAL International Consensus Standards For Commercial Diving And Underwater Operations INTERNATIONAL CONSENSUS STANDARDS FOR COMMERCIAL DIVING AND UNDERWATER OPERATIONS 6.2 EDITION ASSOCIATION OF DIVING CONTRACTORS INTERNATIONAL, INC. Safety • Education • Communication i International Consensus Standards For Commercial Diving And Underwater Operations No responsibility is assumed by the Association of Diving Contractors International, Inc. (ADCI), its members, board of directors, officers or publisher for any injury and/or damage to persons or property as a matter of liability, negligence or otherwise, or from any use or operation of any methods, product, instruction, standards, rules or ideas contained in the material herein. No suggested test or procedure should be carried out unless, in the reader’s judgment, its risk is justified and the reader assumes all responsibility. All rights reserved. No part of this book may be reproduced, stored in a retrieval system or transmitted in any form or by any means (electronic, mechanical, photocopying, microfilming, recording or otherwise) without written per mission from the Association of Diving Contractors International, Inc. Copyright © Association of Diving Contractors International, Inc. Printed and bound in the United States of America. International Standard Book Number: 0-941332-45-4. Library of Congress control number: 95-077534. Published by: Association of Diving Contractors International, Inc. 5206 FM 1960 West, Suite 202 Houston, TX 77069 www.adc-int.org Third Edition 1991 Fourth Edition 1992 Fifth Edition 2004 Sixth Edition 2011 Sixth Edition 2014 (Revision 6.1) Sixth Edition 2016 (Revision 6.2) ii International Consensus Standards For Commercial Diving And Underwater Operations The Mission of the ADCI is: • To promote the highest possible level of safety in the practice of commercial diving and underwater operations. -

SFT-110 SFE System
Supercritical Fluid Extractions, Reactions and High Pressure Chemistry www.supercriticalfluids.com SFT-110 SFE System Bench Top SFE for Universities and Industry • Sample Vessel Volumes from 5 ml to 100 ml • Operating Pressure up to 10,000 psi (68.9 MPa) • PID Control of Pressure and Temperature • Integrated Fluid Preheater and Flow Meter • Thermoelectrically Cooled Pump Technology • Various Extract Collection Options • Optional Co-solvent Addition Modules The SFT-110 Supercritical Fluid Extractor The SFT-110 Supercritical Fluid development work. With a 100 ml vessel, achieve and maintain a desired pressure Extractor (SFE) is an entry level system the SFT-110 can extract very low levels set point. A PID temperature controller which possesses many features typically of key components from materials and monitors and maintains the precise fluid found in more costly SFE equipment. It process larger amounts of bulk material temperature inside the high pressure may be used for a variety of applications than would be possible with smaller, vessel. from routine analytical work to basic analytical scale SFE equipment. Inside process development. the SFT-110’s oven, a preheater ensures The SFT-110 utilizes the latest that the temperature of the fluid reaching variable restrictor valve (back pressure The SFT-110 was developed for the extraction vessel is controlled precisely. regulator) technology, providing precise people who want to investigate the This is essential to obtaining accurate, control over the flow rate of the expanding feasibility of applying supercritical fluid repeatable results. gas. This is essential for obtaining highly techniques to a wide variety of analytical reproducible results. Flow rates can range and processing problems. -
Did You Know? Hazards of Relief Devices in Series What Can You
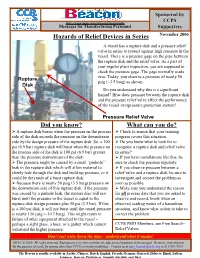
Sponsored by http: //www.aiche.org/ccps/safetybeacon.htm CCPS Messages for Manufacturing Personnel Supporters Hazards of Relief Devices in Series November 2006 A vessel has a rupture disk and a pressure relief valve in series to protect against high pressure in the vessel. There is a pressure gage on the pipe between the rupture disk and the relief valve. As a part of your regular plant inspection, you are supposed to check the pressure gage. The gage normally reads Rupture zero. Today you observe a pressure of nearly 50 psig (~3.5 barg) as shown. Disk Do you understand why this is a significant hazard? How does pressure between the rupture disk and the pressure relief valve affect the performance of the vessel overpressure protection system? Pressure Relief Valve Did you know? What can you do? A rupture disk bursts when the pressure on the process Check to ensure that your training side of the disk exceeds the pressure on the downstream program covers this situation. side by the design pressure of the rupture disk. So, a 100 Do you know what to look for to psi (6.9 bar) rupture disk will burst when the pressure on recognize a rupture disk and relief valve the process side of the disk is 100 psi (6.9 bar) greater in series? than the pressure downstream of the disk. If you have installations like this, be The pressure might be caused by a small “pinhole” sure to check the pressure regularly. leak in the rupture disk which will allow material to If you observe pressure between a slowly leak through the disk and build up pressure, or it relief valve and a rupture disk, be sure to could be the result of a burst rupture disk.