Manoharabad (M), Medak District
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Preliminary Notification of Lakes Under 19Th Phase Outside
Hyderabad Metropolitan Development Authority Lake Protection Committee Block–A, HMDA Complex, Tarnaka, Secunderabad – 500007 Off: 040-27003313 Fax: 040-27001880 No. 613/HMDA/Dev/EE L&P/2015/Noti 19th Phase (Outside ORR) Dt: 27-02-2018. NOTIFICATION OF FULL TANK LEVEL BOUNDARIES AND BUFFER ZONES OF LAKES/WATER BODIES IN HYDERABAD METROPOLITAN REGION The Hyderabad Metropolitan Development Authority is constituted under the provisions of HMDA Act, 2008 for the purpose of planning, co-ordination, supervising, promoting and securing the planned development of the Hyderabad Metropolitan Region. The Hyderabad Metropolitan Region has large number of lakes and water bodies which are of critical importance to the Hyderabad Metropolitan Region for many reasons, including some as mentioned below: • Recharging of ground water to meet various uses. • To serve as lung spaces for the large urban population. • For maintaining ecological balance. • Maintain the unique character of Lake Eco System of the Region. • For developing the foreshore areas as recreational zones. In order to ensure preservation and protection of lakes and water bodies in HMDA area, the then Government of Andhra Pradesh constituted a Lake Protection Committee (LPC) vide GOMs.No.157 MA&UD (I1) Department dated 06.04.2010. The functions of the Lake Protection Committee (LPC) include listing of lakes in HMDA area, FTL demarcation, protection of FTL areas from encroachment, taking up wide publicity and awareness campaign for protection of the lakes etc. Accordingly, the Lake Protection Committee has taken up the identification and listing of lakes/water bodies in the HMDA area, involving the field staff of Revenue Department, Irrigation Department and the local bodies. -

LMRC / Corporate Office Date: 14.10.2017
TSSPDCL - LMRC / Corporate office Date: 14.10.2017 Name of 132/33KV Name of 33 KV Name of the Relay Sub Stations S.No Circle Vol From To Duration Cause of Breakdown Alternate Supply Arranged SS Feeder Division Indication Effected 1 Kowdipally venkatraopet 33KV Medak 14.10 15.40 01.30 B/D Due to Pin Insulator Failure and Jumper Cut Kowdipally - 2 Kowdipally ch.Ghanpur 33KV Medak 19.55 24.00 04.05 Under Breakdown Kowdipally - 3 Kowdipally Amsanpally 33KV Medak 10.00 14.20 04.20 B/D Due to Pin Insulator Failure Kowdipally - 4 Kowdipally Bujarampet 33KV Medak 20.20 24.00 03.40 Under Breakdown Kowdipally - 5 Narsapur Reddypally 33KV Medak 18.10 21.45 03.35 B/D Due to Insulator Faliure Narsapur - DECCAN PAPER 6 Chegunta 33KV Toopran 17.40 19.40 02.00 B/D Due to tree branches fallen on the line Chegunta MDK MILL 7 Manoharabad shivampet 33KV Toopran 18.20 19.20 01.00 B/D Due to Jumper Cut Manoharabad 8 Gajwel Shivam smelters 33KV Toopran 19.30 B/D Due to Continuo Gajwel 9 Gajwel B B Pur 33KV Toopran 19.50 21.55 02.05 B/D Due to Insulator Faliure Gajwel - 10 Sadasivpet Jogipet 33KV Sangareddy 16.55 18.05 01.10 B/D Due to Conductor Snapped Sadasivpet - 11 Kandi Sangareddy - II 33KV Sangareddy 16.05 20.15 04.10 B/D Due to Jumper Cut Due to Heavy Rain Kandi - 12 Kandi HFC-II 33KV Sangareddy 16.05 20.10 04.05 B/D Due to Jumper Cut Due to Heavy Rain Kandi - TSSPDCL - LMRC / Corporate office Date: 14.10.2017 Name of 11 KV Name of the Relay Alternate Supply S.No Circle Name of 33/11KV SS Vol From To Duration Cause of Breakdown Feeder Division Indication Arranged 1 Peddakadmoor Peddakadmoor 11KV Mahabubnagar 07.15 09.45 02.30 11KV Disk failure at Yellampally (vi) - 2 Narva Undecode 11KV Mahabubnagar 04.30 11.00 06.30 11KV Condutor cut at Undecode (Vi) - MBNR 3 Narva Raicode 11KV Mahabubnagar 08.00 14.15 06.15 11KV Condutor cut Near Raicode (Vi) - 4 Gudeballore Kothapally 11KV Mahabubnagar 08.30 10.00 01.30 11KV Insulator Damage near Kothapally (V). -

Status Report on Breakdowns (Urban / Rural)
TSSPDCL - LMRC / Corporate office DR: 09.09.2020 Status Report on Breakdowns (Urban / Rural) Urban Breakdowns No.of Feeders Attended Time taken for restoring the occurred during Existing Urban during the day supply the day S.No Circle Rectified Not Rectified Remarks (Pending) (Within 24 (Above 24 33KV 11KV 33KV 11KV 33KV 11KV Hours) Hours) 33KV 11KV 33KV 11KV 1 MBN 18 107 2 NLG 22 358 3 MDK 97 359 4 SDPT 5 RR(S) 53 234 6 RR(N) 54 550 3 3 3 7 RR(E) 168 403 1 1 1 8 Hyd 194 1044 4 4 4 Total 606 3055 0 8 0 8 0 8 0 0 Rural Breakdowns No.of Feeders Attended Time taken for restoring the occurred during Existing Rurals during the day supply the day S.No Circle Rectified Not Rectified Remarks (Pending) (Within 24 (Above 24 33KV 11KV 33KV 11KV 33KV 11KV Hours) Hours) 33KV 11KV 33KV 11KV 1 MBN 107 849 3 3 3 2 NLG 144 988 1 2 1 2 1 2 3 MDK 4 6 4 6 4 6 107 933 4 SDPT 1 2 1 2 1 2 5 RR(S) 58 396 6 RR(N) 38 114 7 RR(E) 22 133 Total 476 3413 9 10 9 10 9 10 0 0 Grand Total 1082 6468 9 18 9 18 9 18 0 0 TSSPDCL - LMRC / Corporate office Date: 09.09.2020 Circle-wise 33KV Breakdowns Name of 132/33KV Name of 33 KV Name of the Relay Sub Stations S.No Circle Vol From To Duration Cause of Breakdown Alternate Supply Arranged SS Feeder Division Indication Effected 1 Mahabubnagar Hanwada 33KV Mahabubnagar 18.50 21.30 02.40 E/L 33KV Line Fault Hanwada - 2 MBNR Polepally Gangapur 33KV Jadcherla 16.07 18.50 02.43 EL No Visible Fault Gangapur - 3 Kothur Binju Metals 33KV Shadnagar 15.28 16.30 01.02 EL B Phase insulator Failed at 132KV SS Binju Metals - 1 NLG Madugulapally -

List Police Station Under the District (Comma Separated) Printable District
Passport District Name DPHQ Name List of Pincode Under the District (Comma Separated) List Police Station Under the District (comma Separated) Printable District Saifabad, Ramgopalpet, Nampally, Abids , Begum Bazar , Narayanaguda, Chikkadpally, Musheerabad , Gandhi Nagar , Market, Marredpally, 500001, 500002, 500003, 500004, 500005, 500006, 500007, 500008, Trimulghery, Bollarum, Mahankali, Gopalapuram, Lallaguda, Chilkalguda, 500012, 500013, 500015, 500016, 500017, 500018, 500020, 500022, Bowenpally, Karkhana, Begumpet, Tukaramgate, Sulthan Bazar, 500023, 500024, 500025, 500026, 500027, 500028, 500029, 500030, Afzalgunj, Chaderghat, Malakpet, Saidabad, Amberpet, Kachiguda, 500031, 500033, 500034, 500035, 500036, 500038, 500039, 500040, Nallakunta, Osmania University, Golconda, Langarhouse, Asifnagar, Hyderabad Commissioner of Police, Hyderabad 500041, 500044, 500045, 500048, 500051, 500052, 500053, 500057, Hyderabad Tappachabutra, Habeebnagar, Kulsumpura, Mangalhat, Shahinayathgunj, 500058, 500059, 500060, 500061, 500062, 500063, 500064, 500065, Humayun Nagar, Panjagutta, Jubilee Hills, SR Nagar, Banjarahills, 500066, 500067, 500068, 500069, 500070, 500071, 500073, 500074, Charminar , Hussainialam, Kamatipura, Kalapather, Bahadurpura, 500076, 500077, 500079, 500080, 500082, 500085 ,500081, 500095, Chandrayangutta, Chatrinaka, Shalibanda, Falaknuma, Dabeerpura, 500011, 500096, 500009 Mirchowk, Reinbazar, Moghalpura, Santoshnagar, Madannapet , Bhavaninagar, Kanchanbagh 500005, 500008, 500018, 500019, 500030, 500032, 500033, 500046, Madhapur, -

Telangana Government Notification Rabi 2017-18
GOVERNMENT OF TELANGANA ABSTRACT Agriculture and Cooperation Department – Pradhan Manthri Fasal Bhima Yojana (PMFBY)– Rabi 2017 -18 - Implementation of “Village as Insurance Unit Scheme” and “Mandal as Insurance Unit Scheme under PMFBY -Notification - Orders – Issued. AGRICULTURE & CO-OPERATION (Agri.II.) DEPARTMENT G.O.Rt.No. 1182 Dated: 01-11-2017 Read the following: 1. From the Joint Secretary to Govt. of India, Ministry of Agriculture, DAC, New Delhi Lr.No. 13015/03/2016-Credit-II, Dated.23.02.2016. 2. From the Commissioner of Agriculture, Telangana, Hyderabad Lr.No.Crop.Ins.(2)/175/2017,Dated:12-10-2017. -oOo- O R D E R: The following Notification shall be published in the Telangana State Gazette: N O T I F I C A T I O N The Government of Telangana hereby notify the Crops and Areas (District wise) to implement the “Village as Insurance Unit Scheme” with one predominant crop of each District and other crops under Mandal Insurance Unit scheme under Pradhan Mantri Fasal Bhima Yojana (PMFBY) during Rabi 2017 -18 season vide Annexure I to VIII and Annexure I and II and Statements 1-30 and Proforma A&B of 30 Districts for Village as Insurance Unit Statements 1 to 30 for Mandal Insurance Unit and Appended to this order. 2. Further, settlement of the claims “As per the Pradhan Mantri Fasal Bhima Yojana (PMFBY) Guidelines and administrative approval of Government of India for Kharif 2016 season issued vide letter 13015/03/2016-Credit-II, Dated.23.02.2016 the condition that, the indemnity claims will be settled on the basis of yield data furnished by the State Government based on requisite number of Crop Cutting Experiments (CCEs) under General Crop Estimation Survey (GCES) conducted and not any other basis like Annavari / Paisawari Certificate / Declaration of drought / flood, Gazette Notification etc., by any other Department / Authority. -
(Construction Organisation) As On
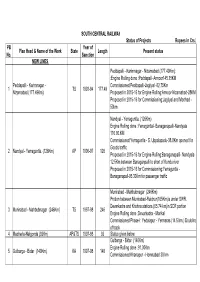
SOUTH CENTRAL RAILWAY Status of Projects Rupees in Crs.) PB Year of Plan Head & Name of the Work State Length Present status No. Sanction NEW LINES Peddapalli - Karimnagar - Nizamabad.(177.49Km): :Engine Rolling done :Peddapall- Armoor145.15KM Peddapalli - Karimnagar - Commissioned:Peddapalli-Jagityal -82.75Km 1 TS 1993-94 177.49 Nizamabad.(177.49Km) Proposed in 2015-16 for Engine Rolling:Armoor-Nizamabad-28KM Proposed in 2015-16 for Commissioning:Jagityal and Morthad - 50km Nandyal - Yerraguntla. (126Km) Engine Rolling done :Yerraguntlal- Banaganapalli-Nandyala 110.80.KM Commissioned:Yerraguntla - S. Uppalapadu-38.8Km opened for Goods traffic 2 Nandyal - Yerraguntla. (126Km) AP 1996-97 126 Proposed in 2015-16 for Engine Rolling:Banaganapalli- Nandyala 12.5Km between Banaganpalli to short of Kundu river Proposed in 2015-16 for Commissioning:Yerraguntla - Banaganapall-95.30Km for passenger traffic Munirabad - Mahbubnagar (246Km) Protion between Munirabad-Raichur(165Km)is under SWR. Devarkadra and Krishna stations (65.74 km)in SCR portion 3 Munirabad - Mahbubnagar (246Km) TS 1997-98 246 Engine Rolling done :Devarkadra - Marikal Commissioned:Phase-I: Yedalapur - Yermaras (14.5 km.) Doubling of track 4 Macherla-Nalgonda (92Km) AP&TS 1997-98 92 Status given below Gulbarga - Bidar (140Km) Engine Rolling done :91.30Km 5 Gulbarga - Bidar (140Km) KA 1997-98 140 Commissioned:Khanapur - Homnabad 38 km PB Year of Plan Head & Name of the Work State Length Present status No. Sanction 6 Gadwal-Raichur (60Km) TS &KA 1998-99 60 Commissioned for passenger trafficon 12.10.13. 7 Kakinada - Pithapuram (21.5Km) AP 1999-00 21.5 Sanction of estimate awaited from Board Detailed estimate sanctioned. -

Draft Electoral Roll of Medak-Nizamabad-Adilabad-Karimnagar Teachers Constituency of the A.P Legislative Council As Published on 15-12-2012
Draft Electoral Roll of Medak-Nizamabad-Adilabad-Karimnagar Teachers Constituency of the A.P Legislative Council as published on 15-12-2012 Polling Station Number : ( 95 ) Kangti District: Medak - 17 MPCPS Kangti Sl.No. House address Full Name of the Name of father/ mother / Name of educational Age (Place of ordinary elector husband institution, if any, in residence) which he is teaching (1) (2) (3) (4) (5) (6) Mandal : KANGTI Village: BHANSWADA 1-37/2 Maheshwar Rao Karanam Bhim Rao ZPHS , Siragapur 41 1 Banswada Mandal : KANGTI Village: CHAPTA [KHURD] 1-13 Santoosh Narayana ZPHS Tadkal 31 2 chapta (K) Mandal : KANGTI Village: CHIMAL PAHAD 22 Shamappa Mallappa ZPHS akgnti 28 3 Chemalphad Mandal : KANGTI Village: DEGULAWADI 3-56 Nulen Sanjeev Sri.Ramappa GHS Shankarampet A 28 4 Degulwadi Mandal : KANGTI Village: GAJULPAHAD 2-54 Jadhave Ganapathi Shankar ZPHS, Bibipet (V) kalher (M) 27 5 Gajulpad Mandal : KANGTI Village: JAMGIBURG 2-5-C/1 Kesari Anjaiah Kesari Ramaiah ZPHS Hanmanthrao pet 35 6 Gandhia nagar Gandhi nagar Mandal : KANGTI Village: KANGTI 1-56 B.Dhan Raj B.Kahi Nath ZPHS kandti 36 7 kangti 2-23 N Savitha Umakanth ZPHS Hanmanth rao pet 38 8 Kangti 22 Devisingh Ramavath Wangdhal ZPHS Chapta (K) 33 9 Wangdhal Mandal : KANGTI Village: NAGANPALLE 1-39 Pugula Sidda Reddy Pogula Kista Reddy ZPHS, Narayankhed 34 10 Naganpally 1-42 N.Laxaman Rao Shashe Rao ZPHS Regode 38 11 GARDEGAM 1-75/1 Manohar Rajappa ZPHSNiazampet 29 12 Naganpally 1of 304 Draft Electoral Roll of Medak-Nizamabad-Adilabad-Karimnagar Teachers Constituency of the A.P Legislative Council as published on 15-12-2012 Polling Station Number : ( 95 ) Kangti District: Medak - 17 MPCPS Kangti Sl.No. -

1 | Page F. No. 8-31/2017-FC Sub: Proposal for Diversion of 3168.131
F. No. 8-31/2017-FC Sub: Proposal for diversion of 3168.131 hectares (revised from 3221.2974 ha) of forest land in 8 different forest divisions viz. Mahadevpur, Karimnagar-Sircilla, Siddipet, Yadadri, Medak, Nizamabad Banswada and Nirmal divisions for construction of canals, Tunnels, Lift System, Surge pool, delivery cistern, and reservoirs etc involved in Kaleshwaram Project in different district of Telangana State in favour of Chief Engineer, Kaleshwaram Project under TDWSP.- Regarding. 1. The State Government of Telangana, Forest Department vide their letter No. 3747/For. I (1)/2014 dated 27.03.2017 (Pg. 1-2066/c) submitted a proposal to obtain prior approval of the Central Government, in terms of the section-2 of the Forest (Conservation) Act, 1980 for diversion of 3168.131 hectares (revised from 3221.2974 ha) of forest land in 8 different forest divisions viz. Mahadevpur, Karimnagar-Sircilla, Siddipet, Yadadri, Medak, Nizamabad Banswada and Nirmal divisions for construction of canals, Tunnels, Lift System, Surge pool, delivery cistern, and reservoirs etc involved in Kaleshwaram Project in different district of Telangana State in favour of Chief Engineer, Kaleshwaram Project under TDWSP. 2. Details indicated in the proposal submitted by the Government of Telangana are as below: FACT SHEET 1. Location of the Project/Scheme: Proposal for diversion of 3168.131 hectares (revised from 3221.2974 ha) of forest land in 8 different forest divisions viz. Mahadevpur, Karimnagar-Sircilla, Siddipet, Yadadri, Medak, Nizamabad Banswada and Nirmal divisions for construction of canals, Tunnels, Lift System, Surge pool, delivery cistern, and reservoirs etc involved in Kaleshwaram Project in different district of Telangana State in favour of Chief Engineer, Kaleshwaram Project under TDWSP. -
14 Medak District a Mine of Knowledge About Little Known Things in No
PRG. 179.14·(N) 750 MEDAK1 CENSUS OF INDIA 1961 VOLUME II ANIJHRA PRADESH PART VII-B (14) F AIRS AND FESTIVALS ( 14. Medak District) A. CHANDRA SEKHAR OF THE INDfAN ADMINISTRATIVE SERVICE Superillft' lldenl of Census Operations , Andhra Pradesh. ;r CENSUS PUBLICATIONS, ANDHRA PRADESH (Al1 the Census Publications of this State bear Vol. No. II) PART I-A General Report PART I-B Report on Vital Statistics PART I-C SUbsidiary Tables PART II-A General Population Tables PART II-B (i) Economic Tables [B-1 to B-IV] PART II-B (ii) Economic Tables [B-V to B-IX] PART JI-C Cultural and Migration Tables PART III Household Economic Tables PART IV-A Report on Housing and EstablishMents (with Subsidiary Tables) PART IV-B Housing and Establishment Tables PART V-A Specjal Tables for Scheduled Castes and Scheduled Tribes PART V-B Ethnographic Notes on Scheduled Castes and Scheduled Tribes • PART VI Village Survey Monographs (46) PART VIl-A(l), i Handicrafts Survey Reports' ($e!gcted Crafts) ~. PART VII-A(2) j PART VII-B (1 to 2{)", Fairs and Festivals (Separate Book for each Dis/riel) PART VIII-A Administration Report-Enumeration } (Not for sale) PART VIII-B Aqministration, Report-Tabulation ) '. ' PART IX State Atlas PART X Special Report on Hyderabad City District Census Handbooks (Seperate Volume /01' each District) , . ' ''', .. .. " '- Elephant on the fort wall, Medak. FOREWORD Although since the beginning of history, foreign travellers and historians have recorded the principal marts and entrepots of commerce in India and have even mentioned important festivals and fairs and articles of special excellence available in them, no systematic regional inventory was attempted until the time of Dr. -
The Federation of Telangana Chambers of Commerce and Industry List of Associate (Panel
THE FEDERATION OF TELANGANA CHAMBERS OF COMMERCE AND INDUSTRY . LIST OF ASSOCIATE (PANEL - A) MEMBERS as on 31st May, 2021 Federation House, FTCCI Marg, 11-6-841, Red Hills, P.B.No.14, Hyderabad – 500 004. Phone Nos. : 91 40 23395515 to 24; Fax : 91 40 23395525 E-mail : [email protected] Web: www.ftcci.in CIN U91110TG1964NPL001030 BLANK PAGE ALPHABETICAL INDEX OF MEMBERS S.No Panel Name Page S.No Panel Name Page S.No Panel Name Page No. No. No. No. No. No. A D 85 299 HUHTAMAKI INDIALTD. 23 86 431 HYDERABAD INTERNATIONAL 1 74 A.P.GAS POWER CORPN. LTD. 5 45 422 DAWN EDUCATION SOCIETY 19 TRADE EXPOSITIONS LTD. 20 2 90 A.P.MAHESH CO-OPERATIVE 46 436 DECCAN AUTO LTD. 20 87 395 HYMAVATHI LABORATORIES 24 URBAN BANK LTD. 6 47 42 DECCAN CEMENTS LTD. 3 3 369 A.R. LIFE SCIENCES PVT. LTD. 16 48 437 DHARIWAL FOODS 20 I 4 110 AARVEE ASSOCIATES 49 212 DILIP RE-ROLLING PVT.LTD. 10 ARCHITECTS ENGINEERS 88 421 ICFAI FOUNDATION FOR HIGHER 50 411 DOTT SERVICES LTD. 18 CONSULTANTS PVT.LTD 7 EDUCATION 19 51 284 DOZCO (INDIA) PVT. LTD. 23 5 358 ACCRETE PHARMACEUTICALS 89 298 IDL EXPLOSIVES LTD. 14 PVT. LTD. 16 52 302 DP CHOCOLATES 14 90 132 INANI SECURITIES LTD 8 6 256 ADAMA INDIA PVT LTD 12 53 58 DR.REDDY’S LABORATORIES 91 381 INLIFE PHARMA PVT. LTD. 17 LTD. 3 7 61 AGARWAL RUBBER LTD. 4 92 390 INVENTAA INDUSTRIES PVT. LTD. 17 54 137 DSL INFRASTRUCTURE AND 8 329 AGILITY E- SERVICES PVT. -

Villages List in Medak District
Villages List in Medak District Mandal Village Total Total male total fem Name mandal Vname code code Population pop pop 01 SHANKARAMPET A 572838 Tenkati 3577 1763 1814 01 SHANKARAMPET A 572840 Jambikunta 1275 635 640 01 SHANKARAMPET A 572841 Cheelapalle 1764 893 871 01 SHANKARAMPET A 572842 Uthloor 2406 1199 1207 01 SHANKARAMPET A 572843 Narayanapalle 214 102 112 01 SHANKARAMPET A 572844 Kothepet 789 387 402 01 SHANKARAMPET A 572846 Jukal 2010 983 1027 01 SHANKARAMPET A 572847 Virojipalle 1647 820 827 01 SHANKARAMPET A 572848 Ramajipalle 1411 701 710 01 SHANKARAMPET A 572849 Sivaipalle 1074 528 546 01 SHANKARAMPET A 572850 Danampalle 510 251 259 01 SHANKARAMPET A 572851 Musapet 1915 941 974 01 SHANKARAMPET A 572852 Thirumalapur 2137 1081 1056 01 SHANKARAMPET A 572853 Kamalapur 1364 649 715 01 SHANKARAMPET A 572854 Malkapur 1896 958 938 01 SHANKARAMPET A 572855 Baddaram 1158 555 603 01 SHANKARAMPET A 572856 Gottimukkala 1913 947 966 01 SHANKARAMPET A 572857 Venkatapur (Katela) 1202 605 597 01 SHANKARAMPET A 572858 Kollapalle 1234 617 617 01 SHANKARAMPET A 572859 Maktha Lakshmapur 1852 915 937 01 SHANKARAMPET A 572860 Marshetpalle 1517 758 759 01 SHANKARAMPET A 572861 Burugupalle 2061 1031 1030 01 SHANKARAMPET A 572862 Shankarampet (A) (CT) WARD NO.-00016227 3105 3122 02 REGODE 573240 Pocharam 495 265 230 02 REGODE 573241 Marpalle 1753 887 866 02 REGODE 573242 Regode 3732 1928 1804 02 REGODE 573243 Chowderpalle 978 499 479 02 REGODE 573244 Kothwalpalle 1471 728 743 02 REGODE 573245 Timmapur 573 295 278 02 REGODE 573246 Venkatapur [Maktha] 585 298 287 02 REGODE 573247 Jangriyal 1020 521 499 02 REGODE 573248 R. -
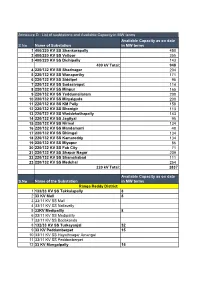
S.No Name of Substation Available Capacity As on Date in MW Terms 1
Annexure D : List of susbtations and Available Capacity in MW terms Available Capacity as on date S.No Name of Substation in MW terms 1 400/220 KV SS Shankarapally 450 2 400/220 KV SS Veltoor 355 3 400/220 KV SS Dichipally 143 400 kV Total: 948 4 220/132 KV SS Shadnagar 204 5 220/132 KV SS Wanaparthy 171 6 220/132 KV SS Siddipet 95 7 220/132 KV SS Sadasivapet 114 8 220/132 KV SS Minpur 165 9 220/132 KV SS Yeddumailaram 200 10 220/132 KV SS Miryalguda 200 11 220/132 KV SS KM Pally 158 12 220/132 KV SS Bhonigir 113 13 220/132 KV SS Waddekothapally 143 14 220/132 KV SS Jagityal 95 15 220/132 KV SS Nirmal 134 16 220/132 KV SS Mandamarri 48 17 220/132 KV SS Bhimgal 134 18 220/132 KV SS Kamareddy 134 19 220/132 KV SS Miyapur 86 20 220/132 KV SS Fab City 71 21 220/132 KV SS Shapur Nagar 209 22 220/132 KV SS Shamshabad 111 23 220/132 KV SS Medchal 254 220 kV Total: 2837 Available Capacity as on date S.No Name of the Substation in MW terms Ranga Reddy District 1 132/33 KV SS Takkalapally 8 2 33 KV Mall 8 3 33/11 KV SS Mall 4 33/11 KV SS Nallavelly 5 33KV Medipallly 8 6 33/11 KV SS Medipallly 7 33/11 KV SS Bodakonda 8 132/33 KV SS Turkayanjal 32 9 33 KV Peddamberpet 15 10 33/11 KV SS Hayathnagar Amangal 11 33/11 KV SS Peddamberpet 12 33 KV Mangalpally 15 13 33/11 KV SS Mangalpally 14 132/33 KV SS Dharmsgar 28 15 Aloor 15 16 33/11 KV SS Aloor 17 33/11 KV SS Devuneravelly 18 33/11 KV SS chenvelly 19 33/11 KV SS Kowkuntla 20 Chevella 15 21 33/11 KV SS Chevella 22 Moinabad 15 23 33/11 KV SS Moinabad 24 33/11 KV SS kethi reddypally 25 33/11 KV SS Reddy