Summary of 2007 Award Entries and Recipients
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Renaissance Linear 50 Sp Owner's Manual
RENAISSANCE LINEAR 50 SP OWNER’S MANUAL Keep these instructions for future use. RL50SP-OWAN - 2020-02 2 Dear Customer, The Renaissance LINEAR 50 SP is a member of the Renaissance Fireplaces family of ultra-high-end fireplaces. The LINEAR 50 SP is unique in its design. The 50" wide opening provides an enormous linear space to watch the fire. It combines technology with elegance, allowing you to enjoy an open fire in a modern fashion. We have designed your new fireplace to be easy to install, operate and maintain. It is in your best interest to become familiar with it. Congratulations on your choice of the LINEAR 50 SP. We at Renaissance Fireplaces are confident that you have purchased a fireplace that burns beautifully, without compromise. Sincerely, Renaissance FireplacesTM Team August 2017 TABLE OF CONTENTS GETTING STARTED: WHAT TO KNOW AND DO BEFORE THE FIRST FIRING 4 IMPORTANT SAFETY AND OPERATION PRECAUTIONS 4 Do's and Don'ts 4 Avoiding Excessive Temperatures 5 FEATURES 6 Unique Decorative Fireplace 6 Options 6 PROPER FUEL 7 What to Burn at All Times 7 We strongly recommend that our What to Burn Occasionally and Carefully 7 products be installed and serviced What Never to Burn 8 by professionals who are certified FIRST FIRES 8 by the National Fireplace Institute OPERATING THE FIREPLACE 8 in the U.S. or by Wood Energy BEFORE FIREBUILDING 8 Technology Transfer Inc. in Glass Door Operation 8 Canada. Outside Air Control 9 Chimney Damper 9 BUILDING THE FIRE 10 CONTROLLING THE FIRE 10 REFUELING 10 MAINTENANCE 11 ROUTINE TASKS 11 Disposal of Ashes 11 General Cleaning 11 Paint 11 Glass Cleaning 11 GASKETS 12 ADJUSTING THE DOOR LATCH 13 CHIMNEY CLEANING 13 REPLACEMENT PARTS 13 LISTING LABEL 14 WARRANTY 15 GETTING STARTED: WHAT TO KNOW AND DO BEFORE THE FIRST FIRING 3 GETTING STARTED: WHAT TO KNOW AND DO BEFORE THE FIRST FIRING 4 GETTING STARTED: WHAT TO KNOW AND DO BEFORE THE FIRST FIRING IMPORTANT SAFETY AND OPERATION PRECAUTIONS DO'S AND DON'TS If this fireplace is not properly installed, a house fire could result. -
Method of Manufacturing Densified Firelog from Unwanted and Diseased Wood, and Method of Doing Business Regarding Same
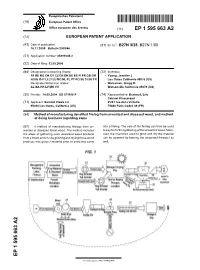
Europäisches Patentamt *EP001595663A2* (19) European Patent Office Office européen des brevets (11) EP 1 595 663 A2 (12) EUROPEAN PATENT APPLICATION (43) Date of publication: (51) Int Cl.7: B27N 3/28, B27N 1/00 16.11.2005 Bulletin 2005/46 (21) Application number: 05291045.2 (22) Date of filing: 13.05.2005 (84) Designated Contracting States: (72) Inventors: AT BE BG CH CY CZ DE DK EE ES FI FR GB GR • Young, Jennifer J. HU IE IS IT LI LT LU MC NL PL PT RO SE SI SK TR Los Gatos California 95033 (US) Designated Extension States: • Weissman, Gregg D. AL BA HR LV MK YU Watsonville California 95076 (US) (30) Priority: 14.05.2004 US 571108 P (74) Representative: Burbaud, Eric Cabinet Plasseraud (71) Applicant: Summit Views Llc 65/67 rue de la Victoire 95030 Los Gatos, California (US) 75440 Paris Cedex 09 (FR) (54) Method of manufacturing densified firelog from unwanted and diseased wood, and method of doing business regarding same (57) A method of manufacturing firelogs from un- into a firelog. The sale of the firelog can then be used wanted or diseased forest wood. The method includes to pay for further gathering of the unwanted wood. More- the steps of gathering such unwanted wood products over, the machines used to grind and dry the material from a forest and on-site grinding and drying those wood can be powered by burning the unwanted firewood as products into ground material prior to extruding same well. EP 1 595 663 A2 Printed by Jouve, 75001 PARIS (FR) 1 EP 1 595 663 A2 2 Description [0007] We were also aware of the possibilities of the synergy between the need of public sector entities to Cross-Reference to Related Application perform fuel reduction, and the need for raw materials for firelog production. -
Installation and Operation Manual
INSTALLATION AND OPERATION INSTRUCTIONS Astria® Wood burning Residential and Outdoor Fireplace with Catalyst MODELS PFS ® CAT36P2 CAT36P3 P126767-01 C US P/N 126767-01 Rev. B 10/2015 REPORT NO. 10-078 SAVE THIS BOOK This book is valuable. In addition to instructing you on how to install and maintain your appliance, it also contains information that will enable you to obtain replacement parts or accessory items when needed. Keep it with your other important papers. INSTALLER: Leave this manual with the appliance. Installateur : Laissez cette notice avec l’appareil. CONSUMER: Retain this manual for future reference. Consommateur : Conservez cette notice pour consultation ultérieure. This wood burning fireplace complies with UL127 Ce foyer au bois est conforme aux UL 127 CAN/ULC- CAN/ULC-S610-M87 standard as a FACTORY S610-M87 norme comme une USINE CONSTRUITE BUILT FIREPLACE. CHEMINÉE. This fireplace is approved for use as a wood burning fireplace or for use with a vented gas log approved to ANSI Z21.60 or Z21.84 standards or for use with a vent-free gas log heater approved to ANSI Z21.11.2 standard. An IHP hood must be installed when using a vent-free log heater (see Accessories, page 20). FOR CANADA: The authority having jurisdiction POUR LE CANADA: L’autorité compétente (comme le (such as the municipal building department, fire service municipal du bâtiment, les pompiers, etc.) doit department, etc.) should be contacted before être contacté avant l’installation afin de déterminer la installation to determine the need to obtain a permit. nécessité d’obtenir un permis. -

Taming Dinitramide Anions Within an Energetic Metal–Organic Framework
Article pubs.acs.org/cm Taming Dinitramide Anions within an Energetic Metal−Organic Framework: A New Strategy for Synthesis and Tunable Properties of High Energy Materials † † † † ‡ † † Jichuan Zhang, Yao Du, Kai Dong, Hui Su, Shaowen Zhang, Shenghua Li,*, and Siping Pang*, † School of Materials Science & Engineering, Beijing Institute of Technology, Beijing 100081, P. R. China ‡ School of Chemistry, Beijing Institute of Technology, Beijing 100081, P. R. China *S Supporting Information ABSTRACT: Energetic polynitro anions, such as dinitramide − fi fi ion [N(NO2)2 ], have attracted signi cant interest in the eld of energetic materials due to their high densities and rich oxygen contents; however, most of them usually suffer from low stability. Conveniently stabilizing energetic polynitro anions to develop new high energy materials as well as tuning their energetic properties still represent significant challenges. To address these challenges, we herein propose a novel strategy that energetic polynitro anions are encapsulated within energetic cationic metal−organic frameworks (MOFs). We − present N(NO2)2 encapsulated within a three-dimensional (3D) energetic cationic MOF through simple anion exchange. The resultant inclusion complex exhibits a remarkable thermal stability with the onset decomposition temperature of 221 °C, which is, to our knowledge, the highest value known for all dinitramide-based compounds. In addition, it possesses good energetic properties, which can be conveniently tuned by changing the mole ratio of the starting materials. The encapsulated anion can also be released in a controlled fashion without disrupting the framework. This work may shed new insights into the stabilization, storage, and release of labile energetic anions under ambient conditions, while providing a simple and convenient approach for the preparation of new energetic MOFs and the modulation of their energetic properties. -

Heartwood Free Download
HEARTWOOD FREE DOWNLOAD James Lee Burke | 400 pages | 01 Aug 2000 | Random House Publishing Group | 9780440224013 | English | New York, NY, United States Holding small treasures since 1978. Hardwood lignin is primarily derived from sinapyl alcohol and coniferyl alcohol. Heartwood is often visually distinct from the living sapwood, and can be distinguished in a cross-section where the boundary will Heartwood to follow the growth rings. Scroll What we offer Diversified portfolios for all of life's journeys. For a small forest, see Heartwood. See also: Janka hardness test. Dictionary Entries near heartwood heartweed heart- whole heartwise heartwood heartworm heart-wrenching hearty See More Nearby Heartwood. Madison, WI. Springer-Verlag, Berlin. This process is known as secondary growth ; it is the result of cell division in the vascular cambiuma lateral meristem, and subsequent Heartwood of Heartwood new cells. When each of us started out on our path a seed was sown in Heartwood hearts. Journal of Horticultural Research. External Websites. As a tree reaches maturity its crown becomes more open and the annual wood production is lessened, thereby reducing still more the width of the Heartwood rings. Some trees, such as southern oaksHeartwood the same width of ring for hundreds of years. The concentrated liquid of volatile compounds extracted during steam distillation is called essential oil. Consultations are taken by final year students, but each session and all treatment is overseen throughout by an Heartwood qualified herbalist. We're intent on clearing it up 'Nip it in the Heartwood or 'Nip it in the bud'? What students Heartwood Are you a Pine or a Birch an Oak or an Ash? Liquidambar styraciflua. -

Graphitic Carbon Nitride: a Highly Electroactive Nanomaterial for Environmental and Clinical Sensing
sensors Review Graphitic Carbon Nitride: A Highly Electroactive Nanomaterial for Environmental and Clinical Sensing Azeez O. Idris * , Ekemena O. Oseghe, Titus A. M. Msagati , Alex T. Kuvarega, Usisipho Feleni and Bhekie Mamba Institute for Nanotechnology and Water Sustainability (iNanoWS), Florida Campus, College of Science, Engineering and Technology, University of South Africa, Johannesburg 1709, South Africa; [email protected] (E.O.O.); [email protected] (T.A.M.M.); [email protected] (A.T.K.); [email protected] (U.F.); [email protected] (B.M.) * Correspondence: [email protected] Received: 12 August 2020; Accepted: 23 September 2020; Published: 10 October 2020 Abstract: Graphitic carbon nitride (g-C3N4) is a two-dimensional conjugated polymer that has attracted the interest of researchers and industrial communities owing to its outstanding analytical merits such as low-cost synthesis, high stability, unique electronic properties, catalytic ability, high quantum yield, nontoxicity, metal-free, low bandgap energy, and electron-rich properties. Notably, graphitic carbon nitride (g-C3N4) is the most stable allotrope of carbon nitrides. It has been explored in various analytical fields due to its excellent biocompatibility properties, including ease of surface functionalization and hydrogen-bonding. Graphitic carbon nitride (g-C3N4) acts as a nanomediator and serves as an immobilization layer to detect various biomolecules. Numerous reports have been presented in the literature on applying graphitic carbon nitride (g-C3N4) for the construction of electrochemical sensors and biosensors. Different electrochemical techniques such as cyclic voltammetry, electrochemiluminescence, electrochemical impedance spectroscopy, square wave anodic stripping voltammetry, and amperometry techniques have been extensively used for the detection of biologic molecules and heavy metals, with high sensitivity and good selectivity. -

Owner's Manual Before Lighting Your First Fire
RENAISSANCE UPTOWN 600 OWNER’S MANUAL Keep this manual for future use RUP600-OWAN – 2020-02 2 Dear Customer, The Renaissance UPTOWN 600 is a member of the Renaissance Fireplaces family of ultra-high-end fireplaces. The UPTOWN 600 is unique in its design. The contemporary styling combines technology with elegance, allowing you to enjoy an open fire in a modern fashion. We have designed your new fireplace to be easy to install, operate and maintain. It is in your best interest to become familiar with it. Congratulations on your choice of the UPTOWN 600. We at Renaissance Fireplaces are confident that you have purchased a fireplace that burns beautifully, without compromise. Sincerely, Renaissance FireplacesTM Team April 2019 TABLE OF CONTENTS GETTING STARTED: WHAT TO KNOW AND DO BEFORE THE FIRST FIRING 4 IMPORTANT SAFETY AND OPERATION PRECAUTIONS 4 Do's and Don'ts 4 Avoiding Excessive Temperatures 5 FEATURES 6 Decorative Fireplace 6 Mandatory Options 6 Fireplace Inserts 6 Using Gas Logs 6 We strongly recommend that our PROPER FUEL 7 products be installed and serviced What to Burn Regularly 7 by professionals who are certified What to Burn Occasionally and Carefully 7 by the National Fireplace Institute What Never to Burn 8 in the U.S. or by Wood Energy FIRST FIRES 8 Technology Transfer Inc. in OPERATING THE FIREPLACE 8 Canada. BEFORE FIREBUILDING 8 Door & Firescreen Operation 8 Outside Air Control 9 BUILDING A FIRE 9 CONTROLLING THE FIRE 10 REFUELING 10 MAINTENANCE 11 ROUTINE TASKS 11 Disposal of Ashes 11 General Cleaning 11 Paint 11 Glass Cleaning 11 Greasing the Door and Screen Rails 12 MAINTENANCE MODE 12 GUILLOTINE SYSTEM 13 GASKET 13 FIREBOX LINING INSTALLATION 13 CHIMNEY CLEANING 14 REPLACEMENT PARTS 14 LISTING LABEL 15 30 YEAR LIMITED WARRANTY 16 3 GETTING STARTED: WHAT TO KNOW AND DO BEFORE THE FIRST FIRING 4 GETTING STARTED: WHAT TO KNOW AND DO BEFORE THE FIRST FIRING IMPORTANT SAFETY AND OPERATION PRECAUTIONS DO'S AND DON'TS If this fireplace is not properly installed, a house fire could result. -

Densified Wood Fuels Rebecca Snell, Gareth Mayhead, and John R
Woody Biomass Factsheet – WB2 Densified Wood Fuels Rebecca Snell, Gareth Mayhead, and John R. Shelly University of California Berkeley Wood has likely been valued by people as a fuel that can supply heat since the first lighting strike to a tree was observed! Wood is often the fuel of choice because it is readily available, burns easily, and is renewable. The rapid expansion of the energy needed to fuel the industrial revolution, however, emphasized the value of other fuels such as coal and crude oil that are more energy dense (higher energy value per unit volume). Densification is a process of compressing a given amount of material into a smaller volume in such a way that the material maintains its smaller volume. Densification improves the positive attributes of wood fuels while retaining the environmental benefits of a renewable fuel and improving its comparison to fossil fuels [1, 2]. These include: • Uniform size and shape promotes efficient transportation, storage, and automatic feeding systems • Consistent low moisture content • Greater energy density than non‐densified wood, reducing transportation costs • Provide a uniform, reliable source of a renewable natural resource as a fuel supply Densified wood fuels are manufactured to a particular size and shape for a given market. Typically, wood particles are compressed into pellet, log, or brick shapes. Figure 1 shows the relative amount of various fuel types needed to produce about 15,000 Btu of heat. Bricks Air dried firewood Pellets Firelog Wood chips Figure 1. Comparison of the volume of different fuel types needed to produce an equivalent amount of heat. -

Subpart AAA—Standards of Performance for New Residential Wood Heaters
5/25/2010 DISCUSSION DRAFT Not a Final Document --- DO NOT QUOTE OR CITE Subpart AAA—Standards of Performance for New Residential Wood Heaters REVISED DRAFT REVIEW DOCUMENT EPA Contract No. EP-D-05-087 Work Assignment No. 4-02 EC/R Project No. IMP-402 Prepared For: Regulatory Development and Policy Analysis Group U.S. Environmental Protection Agency (EPA) Office of Air Quality Planning and Standards Outreach and Information Division Research Triangle Park, NC 27711 Prepared By: EC/R Incorporated 501 Eastowne Drive, Suite 250 Chapel Hill, North Carolina 27514 December 30, 2009 5/25/2010 DISCUSSION DRAFT Not a Final Document --- DO NOT QUOTE OR CITE This page is intentionally left blank. 5/25/2010 DELIBERATIVE REVIEW DRAFT Not a final document --DO NOT QUOTE OR CITE Table of Contents 1.0 SUBPART AAA AND THE NSPS PROGRAM ................................................................ 1 1.1 WHAT IS THE NSPS PROGRAM? ........................................................................................... 1 1.2 WHY WAS SUBPART AAA DEVELOPED?............................................................................... 2 1.3 WHAT ARE THE REQUIREMENTS OF THE CURRENT NSPS? ................................................... 3 1.4 WHAT ARE THE MAJOR DEVELOPMENTS SINCE THE ORIGINAL NSPS WAS PROMULGATED?.5 1.5 WHAT ARE THE ISSUES DRIVING THE SUBPART AAA REVIEW PROCESS?............................ 10 2.0 DEVICES AND FUELS ..................................................................................................... 12 2.1 WOOD STOVES.................................................................................................................. -

1997-11-12 Cyanide Compounds As Federal Hazardous Air Pollutant
CYANIDE COMPOUNDS Cyanide compounds are federal hazardous air pollutant and were identified as toxic air contaminants in April 1993 under AB 2728. CAS Registry Numbers: cyanide 57-12-5 CN hydrocyanic acid 74-90-8 HCN Molecular Formulas: CN- HCN The cyanide ion (CN-) combines with other chemicals and exhibits many characteristics that are similar to those of the halogen and azide ions. The molecular weight of cyanide is 26.02. It has an unusually strong tendency to form complex ions with metal ions which may be easily oxidized and thermally unstable. Cyanides are flammable by chemical reaction with heat, moisture, and acid. Many cyanides easily release the very toxic hydrocyanic acid (HCN) which has the odor of bitter almonds. Hydrocyanic acid (hydrogen cyanide) is a liquid at temperatures below 26.5 oC, and its boiling point is so close to room temperature that evaporation of liquid HCN evolves to vapor. Liquid or gaseous HCN is extremely soluble in water. Hydrocyanic acid is miscible with alcohol and slightly soluble in ether. Many organic nitriles can be very reactive under the right conditions and when heated to decomposition or on contact with acid, acid fumes, water or steam, toxic and flammable vapors of CN- are emitted (HSDB, 1991). Physical Properties of Hydrocyanic Acid Synonyms for cyanide: carbon nitride ion (CN1-); cyanide anion; isocyanide Synonyms for hydrocyanic acid: hydrogen cyanide; anammonide; formonitrile; cyclon; prussic acid Hydrocyanic acid Molecular Weight 27.03 Boiling Point: 25.6 oC Melting Point: -13.4 oC Density (liquid): 0.699 at 22 oC Density (gas): 0.901 at 22 oC Vapor Density: 0.94 (air = 1) Vapor Pressure: 630 mm Hg at 20 oC Heat of Fusion: 74.38 Log Octanol/Water Partition Coefficient: 1.07 Conversion Factor (HCN): 1 ppm = 1.1 mg/m3 (HSDB, 1991; Merck, 1989; Sax, 1989; U.S. -

Wood-Burning Devices and Amend Rule 444 – Open Burning
Note to Public: At its May 3, 2013 meeting, the SCAQMD Governing Board is considering all parts of Proposed Amended Rules 445 and 444, except specific provisions related to beach fire rings. Beach fire rings will be considered at the June 7th Board meeting. BOARD MEETING DATE: May 3, 2013 AGENDA NO. 29 PROPOSAL: Amend Rule 445 – Wood-Burning Devices and Amend Rule 444 – Open Burning SYNOPSIS: The 2012 Air Quality Management Plan (AQMP) was adopted by the SCAQMD Board in December 2012 and was subsequently approved by CARB in January 2013. AQMP modeling has indicated the benefits of episodic fine particle emission reductions for attaining the federal 24-hour PM2.5 standard by 2014. The proposed rule amendments are intended to implement 2012 AQMP control measures BCM-01 [Further Reductions from Residential Wood-Burning Devices] and BCM-02 [Further Reductions from Open Burning]. Proposed Amended Rule (PAR) 445 – Wood Burning Devices will lower the threshold for a wintertime wood burning curtailment, establish criteria for a basin-wide curtailment, and set standards for solid-fuel labeling for wood and wood-based products by commercial firewood sellers. Additionally, PAR 444 – Open Burning will incorporate the winter season burn restriction consistent with PAR 445. Other minor amendments to both rules are proposed to improve rule implementation clarity relative to existing requirements. Lastly, a prohibition of opening burning in beach areas will be considered at the June 7 Board Meeting. COMMITTEE: Stationary Source, March 15, 2013, Reviewed RECOMMENDED ACTIONS: Adopt the attached resolution: 1. Adopting Proposed Amended Rule 445 – Wood Burning Devices; and 2. -

Steven R. Shook
CURRICULUM VITAE University of Idaho NAME: Shook, Steven R. DATE: April 20, 2018 RANK OR TITLE: Associate Dean and Professor DEPARTMENT: Department of Forest, Rangeland and Fire Sciences, College of Natural Resources OFFICE LOCATION AND CAMPUS ZIP: CNR, Room 202A, 1138 OFFICE PHONE: (208) 885‐6802 DATE OF FIRST EMPLOYMENT AT UI: December 1, 1998 EMAIL: [email protected] DATE OF PRESENT RANK OR TITLE: June 4, 2017 EDUCATION BEYOND HIGH SCHOOL: Degrees: Doctor of Philosophy (Ph.D.), December 1997, University of Washington, Seattle, Washington Concentration areas: Forest Products Marketing, Marketing, Marketing Research Simpson Centennial Fellow in Forest Products Business Dissertation Title: Innovation and the U.S. Residential Construction Industry–An Integrated Model of Determinants of Firm Innovativeness for Engineered Wood Products. Master of Science in Forestry (M.S.), May 1993, University of Illinois, Urbana/Champaign, Illinois Concentration area: Wood Science and Engineering Spaeth‐Boggess Fellow in Forestry Thesis Title: The Mechanical and Physical Properties of Dry‐Process Hardboard Made from Recycled Newsprint Paper Fiber. Bachelor of Science in Forestry (B.S.F.), May 1991, Purdue University, West Lafayette, Indiana Majors: Forest Products; Forest Management Senior Thesis Title: Interlaminar Shear Strength of LVL Via Three Test Methods. [published in referred journal] Certificates and Licenses: Certificate, Integrated Business Administration, August 1994, School of Business Administration, University of Washington, Seattle, Washington. EXPERIENCE: Teaching, Extension and Research Appointments: Associate Dean, University of Idaho, Moscow, Idaho – College of Natural Resources, June 4, 2017‐ present. Professor, University of Idaho, Moscow, Idaho – College of Natural Resources, Department of Forest, Rangeland and Fire Sciences, June 4, 2017‐present.