An Investigation of Geopolymers for Use In
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

(12) United States Patent (10) Patent No.: US 9,353,009 B2 Dantin Et Al
US009353009B2 (12) United States Patent (10) Patent No.: US 9,353,009 B2 Dantin et al. (45) Date of Patent: May 31, 2016 (54) DRY COMPOSITION BASED ON MINERAL (56) References Cited BNDER AND INTENDED FOR THE PREPARATION OF A HARDENABLE WET U.S. PATENT DOCUMENTS FORMULATION FOR THE CONSTRUCTION 7,288,147 B2 10/2007 Christensen et al. INDUSTRY 2003. O144386 A1 7/2003 Pakusch et al. 2010, O190888 A1 7/2010 Gaeberlein et al. (75) Inventors: Véronique Dantin, Saint-Quentin Fallavier (FR); Paulo Goncalo, FOREIGN PATENT DOCUMENTS Saint-Quentin Fallavier (FR); Stéphanie FR 2955103 T 2011 Persoz, Saint-Quentin Fallavier (FR) FR 2955 104 T 2011 OTHER PUBLICATIONS (73) Assignee: PAREXGROUP SA, Issy les Portland Cement Wikipedia (downloaded Feb. 3, 2015).* Moulineaux (FR) “Portland Cement Hydration” by Dr. Kimberly Kurtis, published online in 2007 at http://people.ce.gatech.edu/~kk92/hyd07.pdf.* (*) Notice: Subject to any disclaimer, the term of this "Appendix A: Overview of Portland Cement and Concrete” (May 11, patent is extended or adjusted under 35 2015) http://www.epa.gov/epawaste/conserve?tools/cpg/pdf app-a. U.S.C. 154(b) by 0 days. pdf. “Cement Chemist Notation” (May 11, 2015)http://en.wikipedia.org/ wiki/Cement chemist notation. (21) Appl. No.: 13/513,498 “Portland cement” (Feb. 3, 2015) http://en.wikipedia.org/wiki/Port land cement. Zhu, H.; "Computer Simulated Crystal Structures of Major Chemical (22) PCT Fled: Mar. 9, 2012 Compounds in Portland Cement” Presentation at University of Mas sachusetts-Lowell, Jul. 20, 2009. (86) PCT NO.: PCT/EP2012/054166 S371 (c)(1), * cited by examiner (2), (4) Date: Jul. -
An Introduction to Pozzolana and Pozzolanic Cement
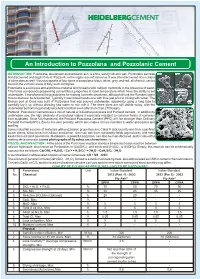
An Introduction to Pozzolana and Pozzolanic Cement INTRODUCTION: Pozzolana, also known as pozzolanic ash, is a fine, sandy volcanic ash. Pozzolanic ash was first discovered and dug in Italy at Pozzuoli , in the region around Vesuvius. It was later discovered at a number of other sites as well. Vitruvius speaks of four types of pozzolana: black, white, grey, and red, all of which can be found in the volcanic areas of Italy, such as Naples. Pozzolana is a siliceous and aluminous material which reacts with calcium hydroxide in the presence of water. This forms compounds possessing cementitious properties at room temperature which have the ability to set underwater. It transformed the possibilities for making concrete structures, although it took the Romans some time to discover its full potential. Typically it was mixed two-to-one with lime just prior to mixing with water. The Roman port at Cosa was built of Pozzolana that was poured underwater, apparently using a long tube to carefully lay it up without allowing sea water to mix with it. The three piers are still visible today, with the underwater portions in generally excellent condition even after more than 2100 years. Portland Pozzolanic Cements are a mix of natural or industrial pozzolans and Portland cement. In addition to underwater use, the high alkalinity of pozzolana makes it especially resistant to common forms of corrosion from sulphates. Once fully hardened, the Portland Pozzolana Cement (PPC) will be stronger than Ordinary Portland Cement(OPC), due to its lower porosity, which also makes it more resistant to water absorption and spalling. -

( 12 ) United States Patent
US010336652B2 (12 ) United States Patent (10 ) Patent No. : US 10 , 336 ,652 B2 Berodier et al. (45 ) Date of Patent: Jul. 2 , 2019 ( 54 ) ENHANCING CALCINED CLAY USE WITH 8 ,435 , 930 B2 * 5/ 2013 Woytowich .. C04B 28/ 02 106 /681 INORGANIC BINDERS 8 , 906 , 155 B2 12 /2014 Gasafi et al . ( 71 ) Applicant: GCP Applied Technologies Inc ., 9 ,212 ,092 B2 12 / 2015 Herfort et al. Cambridge , MA (US ) FOREIGN PATENT DOCUMENTS ( 72 ) Inventors : Elise Berodier , Lausanne (CH ) ; CN 103613303 A * 3 /2014 Josephine H . Cheung , Lexington , MA EP 3109216 6 /2015 (US ) ; Nathan A . Tregger , KR 101219673 B1 * 1 / 2013 Northborough , MA (US ) WO 2016206780 6 / 2016 ( 73 ) Assignee : GCP Applied Technologies Inc ., OTHER PUBLICATIONS Cambridge , MA (US ) Sabir, B . B ., Wild , S . , & Bai, J ., Metakaolin and calcined clays as pozzolans for concrete: a review . Cement and Concrete Composites , ( * ) Notice : Subject to any disclaimer , the term of this 23 ( 6 ) , 441- 454 , 2001 . patent is extended or adjusted under 35 Siddique , R . , & Klaus , J . , Influence of metakaolin on the properties of mortar and concrete : A review . Applied Clay Science , 43 ( 3 ) , U . S . C . 154 ( b ) by 0 days. 392 -400 , 2009 . T . Chappex , K . L . Scrivener , The effect of aluminum in solution on (21 ) Appl . No. : 15 / 809, 530 the dissolution of amorphous silica and its relation to cementitious systems, J . Am . Ceram . Soc . 96 ( 2013 ) 592 - 597 . doi : 10 . 1111/ jace . (22 ) Filed : Nov . 10 , 2017 12098 . L . Nicoleau , E . Schreiner , A . Nonat , Ion - specific effects influencing Prior Publication Data the dissolution of tricalcium silicate , Cem . -

Of 3 113.2 - Portland Cement Clinkers (Solid Form)
113.2 - Portland Cement Clinkers (solid form) These SRMs provide certified values for the abundance of major phases in cement clinkers, i.e., the percentages of alite (C3S), belite (C2S), aluminate (C3A), and ferrite (C2(A,F)). NOTE: In cement chemist notation, C=CaO, S=SiO2, A=Al2O3 and F=Fe2O3. PLEASE NOTE: The tables are presented to facilitate comparisons among a family of materials to help customers select the best SRM for their needs. For specific values and uncertainties, the certificate is the only official source. Component (mass fraction, in %) Loss on Magnesium Manganese Alkali Aluminate Aluminum oxide Calcium oxide Iron oxide Ignition at oxide trioxide SRM Description Unit Size Alite (C3S) Sulfates (C 3A) (Al2O3) Aphthitalite Arcanite Belite (C2S) (CaO) Ferrite (C2AF) Free CaO (Fe2O3) 1000 ºC (MgO) (Mn2O3) 2686a Portland Cement Clinker 4 vials x 7 g |1 2 63.35 |1 2 |1 2 0.87 |1 2 |1 2 2.46 |1 2 |1 2 (3.70) |1 2 |1 2 0.74 |1 2 |1 2 0.27 |1 2 |1 2 18.68 |1 2 |1 2 (64.09) |1 2 |1 2 10.76 |1 2 |1 2 |1 2 |1 2 (3.65) |1 2 |1 2 (0.51) |1 2 |1 2 (4.81) |1 2 |1 2 (0.13) |1 2 2687a Portland Cement Clinker 5 vials x 8 g |1 2 57.88 |1 2 |1 2 |1 2 |1 2 9.56 |1 2 |1 2 (5.470 ) |1 2 |1 2 (0.16 ) |1 2 |1 2 (0.68 ) |1 2 |1 2 24.70 |1 2 |1 2 (66.172 ) |1 2 |1 2 6.27 |1 2 |1 2 (0.51 ) |1 2 |1 2 (2.403 ) |1 2 |1 2 (0.49 ) |1 2 |1 2 (1.035 ) |1 2 |1 2 (0.031 ) |1 2 2688 Portland Cement Clinker 3 vials x 10 g |1 2 64.95 |1 2 |1 2 |1 2 |1 2 4.99 |1 2 |1 2 (4.90) |1 2 |1 2 |1 2 |1 2 |1 2 |1 2 17.45 |1 2 |1 2 (66.50) |1 2 |1 2 12.20 |1 2 |1 2 (0.2) |1 2 |1 2 (4.07) |1 2 |1 2 (0.21) |1 2 |1 2 (0.98) |1 2 |1 2 (0.03) |1 2 - Certified values are normal font - Reference values are italicized - Values in parentheses are for information only Page 1 of 3 113.2 - Portland Cement Clinkers (solid form) These SRMs provide certified values for the abundance of major phases in cement clinkers, i.e., the percentages of alite (C3S), belite (C2S), aluminate (C3A), and ferrite (C2(A,F)). -

Opportunities for Using Bauxite Residue in Portland Cement Clinker Production
Opportunities for using bauxite residue in Portland cement clinker production Opportunities for using bauxite residue in Portland cement clinker production International Aluminium Institute: www.world‐aluminium.org Current IAI membership represents over 60 % of global bauxite, alumina and aluminium production. Since its foundation in 1972 (as the International Primary Aluminium Institute), the members of the IAI have been companies engaged in the production of bauxite, alumina, aluminium, the recycling of aluminium, or fabrication of aluminium or as joint venture partners in such. The global objectives of the Institute are: In 2016 the International Aluminium Institute undertook a review of opportunities for bauxite residue in all aspects of cement production and usage. This paper addresses the background to using bauxite residue in the production of Portland cement clinker, separate papers cover possible usage in calcium sulfoaluminate/special/sulfobelite cements and in supplementary cementious materials. 2 Opportunities for using bauxite residue in Portland cement clinker production Summary The prospects for using bauxite residue in Portland cement has been explored for over 80 years with many promising technical studies and several successful large scale commercial initiatives. The iron and aluminium compounds contained in the bauxite residue provide valuable additions in the production of Portland cement at a low cost. The best estimates are that between 1,000,000 to 1,500,000 tonnes of bauxite residue are currently used annually in the production of Portland Cement clinker. The cement plants currently utilising the bauxite residue in clinker production are based in China, Ukraine, India, Russia, Georgia, Moldova, Cyprus and Greece. From the evidence from the cement plants that are already using bauxite residue on an industrial scale, it is clear that bauxite residue can satisfactorily be used in cement clinker manufacture with only slight changes to their operating process. -

Effect of Calcium Silicates on Immobilization of Fluorine in Aqueous Solution
ISIJ International, Vol. 41 (2001), No. 5, pp. 513–518 Effect of Calcium Silicates on Immobilization of Fluorine in Aqueous Solution Hongye HE and Hideaki SUITO Research Institute for Advanced Materials Processing, Tohoku University, Katahira, Aoba-ku, Sendai 980-8577 Japan. (Received on December 18, 2000; accepted in final form on February 20, 2001) Immobilization of fluorine in aqueous solution with 2CaO · SiO2 (C2S) and 3CaO · SiO2 (C3S), and the effect of C2S and C3S on the fluorine immobilization with 3CaO · Al2O3 (C3A) and 12CaO · 7Al2O3 (C12A7) have been studied. The hydration products are identified by X-ray diffraction method and the fluorine-substituted com- pounds are confirmed by electron microprobe analysis. It is found that C3S appears more effective to immo- Ϫ Ϫ bilization of fluorine than C2S and (OH ) site in calcium silicate hydrates is substituted with F ion. The be- havior of fluorine immobilization by calcium aluminates changes with the addition of calcium silicates be- cause calcium silicates affect the formation of Ca3Al2(OH)12ϪxFx, which is the most effective calcium alumi- Ϫ nate hydrate in view of the incorporation of F ion. The fluorine immobilization with C12A7 can be promoted in the presence of appropriate amount of C2S or C3S. KEY WORDS: immobilization; fluorine; calcium silicate; calcium aluminate; hydration. 2. Experimental 1. Introduction 2.1. Materials Calcium silicates, 3CaO·SiO2 and 2CaO·SiO2, exist in cementitious materials such as Portland cement, slag-based 2CaO·SiO2 (C2S) and 3CaO·SiO2 (C3S) were prepared cement and steelmaking slag. Calcium silicate hydrate by sintering the mixtures of analytical grade CaCO3 and formed by cementitious reaction of calcium silicates in the SiO2 in an appropriate proportion at 1 400 and 1 600°C, re- presence of water is a well known host for a variety of spectively, for 2 d. -

Portland Cement Clinker Standard Reference Materials Certificate Of
National Institute of Standards & Technology Certificate of Analysis Standard Reference Material® SRM 2686 Portland Cement Clinker This Standard Reference Material (SRM) is intended for use in evaluating methods of phase abundance analysis of 1 2 major phases in cement clinkers: the percentages of alite (C3S) , belite (β-C2S), aluminate (C3A), ferrite (C4AF), and periclase (M). Each unit consists of three hermetically-sealed containers of approximately 10 g each of crushed portland cement clinker. The materials selected for SRMs 2686, 2687, and 2688 differ widely in phase abundance, crystal sizes, and distribution of crystals [1,2]. Certified Values: The certified values for SRM 2686, expressed as mass fractions, are provided in Table 1. A NIST certified value is a value for which NIST has the highest confidence in its accuracy, in that all known or suspected sources of bias have been investigated or accounted for by NIST. The certified values listed are based on the results of analyses performed at NIST using quantitative X-ray powder diffraction (QXRD) and from optical microscopy point count analyses conducted by both Construction Technology Laboratories, Inc. (CTL)3 and ASTM C 1.23 Microscopy Task Group (MPC) [3,4]. The MPC analyses followed ASTM C 1356M [5] and the QXRD used Reitveld refinement of powder diffraction data [6,7]. Sampling for the X-ray study allowed assessment of within and between vial homogeneity and found the materials to be homogeneous. The uncertainty listed with each value is an expanded uncertainty, with coverage factor 2, calculated by combining a between-method variance [8,9] with a pooled, within-method variance following the ISO/NIST Guide [10]. -

Downloaded And—Like Own Reference Data—Directly 204 Characterisedmatched with by Ditheff Eringsample Spectra Data
heritage Article Raman Microspectroscopic Imaging of Binder Remnants in Historical Mortars Reveals Processing Conditions 1,2, , 2,3, Thomas Schmid * y and Petra Dariz y 1 BAM Federal Institute for Materials Research and Testing, Richard-Willstätter-Str. 11, 12489 Berlin, Germany 2 School of Analytical Sciences Adlershof (SALSA), Humboldt-Universität zu Berlin, Unter den Linden 6, 10099 Berlin, Germany; [email protected] 3 Bern University of Applied Sciences, Bern University of the Arts, Conservation-Restoration, Fellerstr. 11, 3027 Bern, Switzerland; [email protected] * Correspondence: [email protected] or [email protected] These authors contributed equally to this work. y Received: 26 April 2019; Accepted: 12 June 2019; Published: 14 June 2019 Abstract: Binder remnants in historical mortars represent a record of the connection between the raw materials that enter the kiln, the process parameters, and the end product of the calcination. Raman microspectroscopy combines high structural sensitivity with micrometre to sub-micrometre spatial resolution and compatibility with conventional thin-sectional samples in an almost unique fashion, making it an interesting complementary extension of the existing methodological arsenal for mortar analysis. Raman spectra are vibrational fingerprints of crystalline and amorphous compounds, and contain marker bands that are specific for minerals and their polymorphic forms. Relative intensities of bands that are related to the same crystalline species change according to crystal orientations, -

Uptake and Reversibility of Aluminium in Calcium Silicate Hydrates
Uptake and reversibility of aluminium in calcium silicate hydrates Master Thesis by Inga Mathilde Tangen Aalborg University Department of Chemistry and Bioscience Fredrik Bajers Vej 7H DK-9220 Aalborg Aalborg University Department of Chem- istry and Bioscience Fredrik Bajers Vej 7H 9220 Aalborg Ø http://www.bio.aau.dk Title: Uptake and reversibility of aluminium in calcium silicate hydrates Theme: Cement Chemistry Semester: Master thesis Timeframe: 01.09.20 - 06.08.21 ECTS: 60 Supervisors: Yuanzheng Yue Barbara Lothenbach Yiru Yan Number of pages: 80 Number of appendices: 4 (A-D) iii iv Abstract Production of Portland cement (PC) is responsible for a significant amount of anthropogenic CO2 emissions, and ways to lower emissions are highly sought after. One way of reducing emissions is by substituting part of the cement clinker with supplementary cementitious materials (SCMs). SCMs typically contain more silica and alumina and less calcium than ordinary PC, which could change the compositoin of hydrated cement and C-S-H. This study aims to determine how the kinetics and reversibility of aluminium uptake in calcium silicate hydrates (C-S-H) changes, based on its composition. Specifically, it investigates how the Ca/Si molar ratio of C-S-H changes the kinetics of aluminium uptake and properties of the resulting solids, as well as whether the aluminium uptake is reversible. In order to investigate the kinetics of aluminium uptake, 240 samples of varying Ca/Si and Al/Si molar ratio with varying hydration time were synthesised and analysed. The results showed slower uptake of aluminium in low Ca/Si samples, compared to high Ca/Si. -

Technical Report Standard Page 1
TECHNICAL REPORT STANDARD PAGE 1. Report No. 2. Government Accession 3. Recipient's Catalog No. FHWA/LA.03/366 No. 4. Title and Subtitle 5. Report Date Stabilization Techniques for Reactive Aggregate in Soil- Cement Base Course 6. Performing Organization Code 7. Author(s) 8. Performing Organization Report No. 366 Amitava Roy, Lan Wang, Roger K. Seals, John B. Metcalf 9. Performing Organization Name and Address 10. Work Unit No. J. Bennett Johnston Sr. Center for Advanced Microstructures 00-4GT and Devices, Louisiana State University, Baton Rouge, LA And Department of Civil and Environmental Engineering, 11. Contract or Grant No. Louisiana State University, Baton Rouge, LA 736-99-0822 12. Sponsoring Agency Name and Address 13. Type of Report and Period Covered Louisiana Transportation Research Center 04/15/00-06/30/02 4101 Gourrier Avenue Baton Rouge, LA 70808 14. Sponsoring Agency Code 15. Supplementary Notes 16. Abstract Anhydrite (CaSO4) beds occur as a cap rock on a salt dome in Winn Parish in north Louisiana. Locally known as Winn Rock, it has been quarried for gravel for road building. It has been used as a surface course for local parish and logging roads. Stabilization of these roads with Type I portland cement followed by an overlay of asphaltic concrete sometimes resulted in heaving. The causes of heaving and possible solutions were investigated. In the laboratory 2” x 4” molds of Winn Rock containing soil were stabilized with various cementitious mixes and cured in a 40°C water bath, in a 100 percent-relative-humidity room, a sealed plastic bag at room temperature, and air. -

Glossary of Some Terms Used in Cement, Concrete and in the Analysis of Cementitious Materials
Glossary Version 2.5 © WHD Microanalysis Consultants Ltd 2009 Glossary of some terms used in cement, concrete and in the analysis of cementitious materials NOTES: 1. Thank you for subscribing to the “Understanding Cement” newsletter! This Glossary of terms used in cement, concrete and cementitious analysis is available for free download on subscription to the newsletter and we hope you find it useful. If you are feeling kind to any colleagues who may also benefit from it, do encourage them to sign up for our newsletter, so that they too can get the glossary download and receive updates on the UC web site! 2. The Glossary will be added to over time - there will inevitably be omissions, which should gradually be rectified with the assistance of readers. Please click on the button below if you want to suggest any new words. 3. Please note that the information in the Glossary is supplied free of charge, in good faith and is believed to be correct. However no warranty whatsoever is given as to the accuracy or completeness of the information and the user uses it entirely at his/her own risk. 4. Just save this pdf file to your desktop, or other convenient place, and open it when you need to look something up. 5. Do check back to www.understanding-cement.com/glossary.html for updated versions! 6. How to use: the terms in the column on the left are arranged in alphabetical order. Either scroll down to find what you are looking for, or use the ‘Search’ option in Acrobat Reader for your search term. -

February, 2017 Department of Civil Engineering Engineering School Of
Final Report Title: Evaluation of Alternative Pozzolanic Materials for Partial Replacement of Portland Cement in Concrete FDOT Contract Number: BDV31-977-06 Submitted to: The Florida Department of Transportation Research Center FDOT Research Center [email protected] 605 Suwannee Street, MS 30 Tallahassee, FL 32399 c/o Dr. Harvey DeFord, Ph.D. Structures Materials Research Specialist State Materials Office Submitted by: Christopher C. Ferraro, Jerry M. Paris, Timothy G. Townsend, Mang Tia Engineering School of Sustainable Infrastructure and Environment University of Florida Gainesville, Florida 32611 February, 2017 Department of Civil Engineering Engineering School of Sustainable Infrastructure and Environment College of Engineering University of Florida Gainesville, Florida 32611 Disclaimer The opinions, findings, and conclusions expressed in this publication are those of the authors and not necessarily those of the State of Florida Department of Transportation or the U.S. Department of Transportation. Prepared in cooperation with the State of Florida Department of Transportation and the U.S. Department of Transportation. ii Approximate Conversions to SI Units (from FHWA) Symbol When You Know Multiply By To Find Symbol Length in inches 25.4 millimeters mm ft feet 0.305 meters m yd yards 0.914 meters m mi miles 1.61 kilometers km Area in2 square inches 645.2 square millimeters mm2 ft2 square feet 0.093 square meters m2 yd2 square yard 0.836 square meters m2 mi2 square miles 2.59 square kilometers km2 Volume fl oz fluid ounces 29.57 milliliters mL gal gallons 3.785 liters L ft3 cubic feet 0.028 cubic meters m3 yd3 cubic yards 0.765 cubic meters m3 NOTE: volumes greater than 1000 L shall be shown in m3 Mass oz ounces 28.35 grams g lb pounds 0.454 kilograms kg Temperature (exact degrees) °F Fahrenheit 5 (F-32)/9 Celsius °C or (F-32)/1.8 Illumination fc foot-candles 10.76 lux lx fl foot-Lamberts 3.426 candela/m2 cd/m2 Force and Pressure or Stress lbf pound-force 4.45 newtons N lbf/in2 pound-force per square inch 6.89 kilopascals kPa iii 1.