Guide Application Connector
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
GPS (Global Positioning System) Product Index
GPS (Global Positioning System) Product Index GPS / GLONASS G1 Integrated Antenna & Receivers 03 GPS / GLONASS L1 OEM USB Receiver 08 GPS Antennas, Miniature Size, Cost Effective 09 MaxiNav, High Performance, Harsh Environment GPS Antennas 12 Hi Performance GPS Timing Antenna 14 Hi Performance GPS/GSM-CDMA Antenna for Public Transport 15 GPS/DGPS Non-Magnetic Survey Antenna 16 Combination GPS & GSM Antenna 18 GPS/Iridium Dual Band Antenna 19 Military L1/L2 Antenna Range 20 GPS Amplifiers 22 GPS Repeater, L1, L1 & L2 & Armoured Vehicle Repeater 24 GPS Splitters, 2, 3, 4, 6 & 8 Way and Active Splitter with DC Injection 28 GPS Lightning Protection Devices 35 GPS Bandpass Filters 38 GPS 5 Pole Cavity BandpassFilter 39 LOW LOSS Coaxial 40 Revision 8 – November 2014 1 44 Aero Rd, INGLEBURN NSW 2565 AUSTRALIA TEL +61 02 9829 1555 EMAIL [email protected] Contact us Address 44 Aero Road, INGLEBURN NSW 2565 SYDNEY AUSTRALIA Telephone +61 2 9829 1555 Facsimile +61 2 9605 8812 Email [email protected] Website www.rojone.com.au Perth Office [email protected] Warranty Rojone warrants products of its manufacture to be free from defects in material & workmanship under conditions of normal use. If within one year after delivery to the original owner, any Rojone product is found to be defective, Rojone shall, at its option, repair or replace the defective unit. This warranty does not apply to products which have been disassembled, modified or subjected to conditions exceeding the specification. Rojone reserves the right to make design changes without any obligation. In no event does Rojone assume liability for installation, labour or for consequential damages. -

RF Connector Guide
RF Connector Guide Rev 1.5 RF Connector Guide Table of Contents Page Introduction 3 About Siretta 4 SMA Connectors 5 Reverse Thread 5 Reverse Polarity 5 SMB Connectors 6 FME Connectors 6 BNC Connectors 7 Reverse Polarity 7 TNC Connectors 8 Reverse Polarity 8 N-Type Connectors 9 Reverse Polarity 9 MCX Connectors 10 MMCX Connectors 10 U.FL/IPEX Connectors 11 GSC Connectors 11 Adaptors 12 Disclaimer 15 Siretta Ltd sales +44(0)118 976 9014 Basingstoke Road fax +44(0)118 976 9020 A member of the Olancha Group Ltd Spencers Wood email [email protected] Registered in England No. 08405712 Reading web www.siretta.co.uk VAT Registration No. GB163 04 0349 Berkshire RG7 1PW 2 RF Connector Guide Introduction The wide range of available RF connectors can make for a confusing picture when trying to specify or identify connectors in new or existing installations. With this guide, Siretta have attempted to present the most common connector types in an easy to use document that allows simple visual identification, and an understanding of the basic connector styles. As this guide is intended to be a comprehensive document, not all of the connector types shown are available from Siretta. Siretta Ltd sales +44(0)118 976 9014 Basingstoke Road fax +44(0)118 976 9020 A member of the Olancha Group Ltd Spencers Wood email [email protected] Registered in England No. 08405712 Reading web www.siretta.co.uk VAT Registration No. GB163 04 0349 Berkshire RG7 1PW 3 RF Connector Guide About Siretta Siretta, located in Reading, United Kingdom have been manufacturing antennas, cable assemblies and cellular terminals for over 10 years. -
Download of Microsoft Bing and Imagery on Demand Images
Viz Engine Administrator’s Guide 3.7 Copyright © 2015 Vizrt. All rights reserved. No part of this software, documentation or publication may be reproduced, transcribed, stored in a retrieval system, translated into any language, computer language, or transmitted in any form or by any means, electronically, mechanically, magnetically, optically, chemically, photocopied, manually, or otherwise, without prior written permission from Vizrt. Vizrt specifically retains title to all Vizrt software. This software is supplied under a license agreement and may only be installed, used or copied in accordance to that agreement. Disclaimer Vizrt provides this publication “as is” without warranty of any kind, either expressed or implied. This publication may contain technical inaccuracies or typographical errors. While every precaution has been taken in the preparation of this document to ensure that it contains accurate and up-to- date information, the publisher and author assume no responsibility for errors or omissions. Nor is any liability assumed for damages resulting from the use of the information contained in this document. Vizrt’s policy is one of continual development, so the content of this document is periodically subject to be modified without notice. These changes will be incorporated in new editions of the publication. Vizrt may make improvements and/or changes in the product(s) and/or the program(s) described in this publication at any time. Vizrt may have patents or pending patent applications covering subject matters in this document. The furnishing of this document does not give you any license to these patents. Technical Support For technical support and the latest news of upgrades, documentation, and related products, visit the Vizrt web site at www.vizrt.com. -

SMA Connectors Are Precision Connectors for Microwave Application up to 18 Ghz and Higher
Index 1. Overview ......................................................................................................... 5 2. RF Connector Series ....................................................................................... 6-84 2-1 SMA .......................................................................................................................6-15 Datasheet ............................................................................................................6-70 Cable Type ..........................................................................................................8-10 PCB Type ..........................................................................................................11-15 PCB Mount ....................................................................................................11-++ Edge Mount ...................................................................................................12-++ Panel Mount...................................................................................................13-14 Top Mount......................................................................................................15-++ 2-2 SMB ......................................................................................................................16-19 Datasheet ............................................................................................................16-17 Cable Type ..........................................................................................................18-++ -
Pads / Eqs / Connectors / Accessories 3RU Active Chassis Connectors & Connector Installation Tools (Front View)
® Patented Cdn.# 2,470,040; U.S.#s 7,142,414 & 7,025,630 Pads / EQs / Connectors / Accessories 3RU Active Chassis Connectors & Connector Installation Tools (front view) Compression D3.1/CCAP™ 1.2 GHz • This combination of MCX, F, & BNC compression Compliant connectors for miniature coaxial cable enable users to easily interface between the MCX-based MAXNET® II platform & legacy F equipment • Non-blind entry feature allows for easy field installation and reassures installers that a solid connection is made • Optimized RF performance Non-blind Entry Compression (front view) (rear view) (front view) (front view) (rear view) (rear view) MPMCX-C MPF-C MPB-C (Single Braid, Tri Shield) (Single Braid, Tri Shield) (Single Braid, Tri Shield) MPMCX-CQ MPF-CQ MPB-CQ (Quad Shield) (Quad Shield) (Quad Shield) Non-blind Entry Non-blind Entry Non-blind Entry MCX Connector F Connector BNC Connector MPMCX-C / MPF-C / MPB-C MPMCX-CQ / MPF-CQ / MPB-CQ Cable Compatibility: Cable Compatibility: Any Belden, Commscope or TFC single braid or tri shield mini Any Belden, Commscope or TFC quad shield mini 75 ohm coaxial 75 ohm coaxial Tools to Use: Tools to Use: Compression Tool - MPNBCT, Strip Tool - MPCPT-7538 Compression Tool - MPNBCT, Strip Tool - MPCPT-7691 Specifications Ordering Information Non-Blind Entry Part Number Description MPMCX-C Non-blind MCX Compression Connector - Mini Dual/Tri Coaxial IL < 0.1 dB, 5-1220 MHz MPMCX-CQ Non-blind MCX Compression Connector - Mini Quad Coaxial RL > 28 dB, 5-1220 MHz(1) MPF-C Non-blind F Compression Connector - Mini Dual/Tri Coaxial NOTE: (1) Except BNC which is > 26 dB from MPF-CQ Non-blind F Compression Connector - Mini Quad Coaxial 1000-1218 MHz. -

Wellshow Catalogue
Well:,ho w TechnoloCJl...J · RF Connector · RF Cable Assembly · Antenna Quality first . Customer satisfaction . Innovation • Antenna Wellshow has developed antenna for application of WlAN, GPS and GSM or other bands. For custom built antenna, we are ready to discuss your specific requirements. We are forever engaged in coming up with new technology that enables us to offer better and more advanced design to our clients. Waterproof level antenna for outdoor use can be designed and manufactured. Customers' high satisfaction is from our 100% antenna testing before shipping. We believe the excellent quality control is one of ways to keep top. Research dr Design Wellshow's intelligent R&D team can help the initial planning and development stages of your projects. Striving ourselves to be best, we commit us on investment to keeping innovating continually. To make customers' concepts came true is WeI/show's mission. The long-term and win-win cooperation relationship is what we are working for. The pursued further education in technical skill and knowledge is the way to be the most valued supplier, and we believe a valued supplier is very important asset for customers. -- Cable Ilsselllbly WeI/show is the top cable assembly manufacturer in Taiwan and have al/ series micro coax connectors (Hirose, /-PEX, Murata, e/c.) to complete customized mini cables in only 7 days. The Manufacturing System Command for each cable assembly will be built by engineer according to approved drawing. Every single procedure on Manufacturing System Command has quality control rule, and QC check in-processing al/ the lime, We are striving to innovate every procedure effectively so as to save time, improve quality stability and increase productivity. -

RF Connector Guide RF Connector Guide
RF Connector guide RF Connector guide HUBER+SUHNER is certified according to ISO 9001, ISO 14001, ISO/TS 16949 and IRIS. WAIVER HUBER+SUHNER AG It is exclusively in written agreements that we provide our custom- Radio Frequency Division ers with warrants and representations as to the technical specifica- tions and/or the fitness for any particular purpose. The facts and 9100 Herisau/Switzerland figures contained herein are carefully compiled to the best of Tel. +41 (71) 353 41 11 our knowledge, but they are intended for general informational Fax +41 (71) 353 44 44 /11.2008 648116 purposes only. hubersuhner.com HUBER+SUHNER® RF CONNECTOR GUIDE Understanding connector technology Published by HUBER+SUHNER (www.hubersuhner.com) HUBER+SUHNER RF CONNECTOR GUIDE 4th edition, 2007 HUBER+SUHNER® is a registered trademark of HUBER+SUHNER AG Copyright© HUBER+SUHNER AG, 1996 Published in Switzerland by HUBER+SUHNER AG, Switzerland All rights reserved. In particular no part of this publication may be reproduced, stored, or translated, or transmitted in any form or by any means, electronic, mechanical, photocopying, recording, or otherwise without the prior written permis- sion of HUBER+SUHNER AG. Request of reproduction must be addressed to HUBER+SUHNER AG, CEO. Document no. 648116 Printed in Switzerland PREFACE After having been in the RF Interconnection Market for more than fifty years, we felt the need to provide our business associates around the world with a booklet containing key information on coaxial connectors. Today, key concepts behind RF technology have not changed much - and this is what this booklet, the HUBER+SUHNER RF CONNECTOR GUIDE, is all about. -

Novatel OEM7 Installation and Operations User Manual
OEM7® Installation and Operation User Manual OM-20000168 v7 September 2018 OEM7 Installation and Operation User Manual Publication Number: OM-20000168 Revision Level: v7 Revision Date: September 2018 Firmware Version: 7.05 / OM7MR0500RN0000 To download the latest firmware and/or software visit: www.novatel.com/support/firmware- downloads. Warranty NovAtel Inc. warrants that its GNSS products are free from defects in materials and work- manship, subject to the conditions set forth on our web site: www.nova- tel.com/products/warranty/ and for the following time periods: OEM7® Receivers One (1) Year GNSS Antenna Series One (1) Year Cables and Accessories Ninety (90) Days Software Warranty One (1) Year Return Instructions To return products, refer to the instructions found at: www.novatel.com/warranty-return. Proprietary Notice Information in this document is subject to change without notice and does not represent a com- mitment on the part of NovAtel Inc. The software described in this document is furnished under a licence agreement or non-disclosure agreement. The software may be used or copied only in accordance with the terms of the agreement. It is against the law to copy the software on any medium except as specifically allowed in the license or non-disclosure agreement. The information contained within this manual is believed to be true and correct at the time of publication. NovAtel, ALIGN, GLIDE, GrafNav/GrafNet, Inertial Explorer, NovAtel CORRECT, OEM7, PwrPak7, RELAY, SPAN, STEADYLINE, VEXXIS and Waypoint are registered trademarks of NovAtel Inc. NovAtel Connect, OEM719, OEM729, OEM7500, OEM7600, OEM7700, OEM7720 and RTK ASSIST are trademarks of NovAtel Inc. -
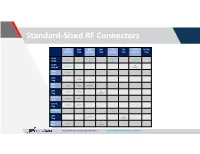
Standard-Sized RF Connectors
Standard-Sized RF Connectors SMA SMA BNC BNC TNC TNC N-TYPE N-TYPE Jack Rcpt. Plug Jack Rcpt. Plug Jack Rcpt. Plug Jack Rcpt. Plug BULK *C16CK3705 *C18CDWA *C28CEWS B-7812 HEAD -XXXX 178003 -17XXX PANEL HN- *C02AF31-XX MOUNT 020101F SMA B-7817 Rcpt. SMA B-7816 Plug BNC B-7830 B-7820 HZ-BFBF02 Rcpt. BNC HZ- B-7829 B-7819 Plug BMBM02 N-TYPE B-7833 B-7824 Rcpt. N-TYPE B-7833 B-7823 Plug UHF Rcpt. HZ- UFT02 UHF HZ- HU-090102F Plug UMTM02 TNC HZ- B-7835 Rcpt. TMBM02 WELLSHOW RF connector part numbers * EVERCOM RF connector part numbers Miniature RF Connectors The SMA connector is a High- The SMB connectors are The SMC connectors are The MCX connectors are performance sub-miniature for designed to operate up to designed to operate up to another compact Snap-On microwave frequencies at 50 4GHz. 10GH. It has a socket at the connector and about 30% Ohm. These connectors It has a Snap-On-coupling center contact. The SMC smaller in size than the SMB typically operate up to 18GHz, feature and available in either connectors have a smaller connector. The MCX connector and some version could 50 Ohm or 75 Ohm foot-printed that allows it to use provides good electrical operate up to 27GHz. Its' Good applications. The SMB a smaller O.D. coaxial cable performance up to 6GHz and mechanical strength, compact connector are commonly use in such as RG-174/RG179. uses applications such as design makes it one of the Broadcasting/ instrumentation wireless and GPS signals. -

RF Connectors & Adaptors
RF Connectors & Adaptors Contents REVERSE POLARITY �� � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � �40-41 BNC CONNECTORS �� � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � �42-44 BNC CONNECTORS & ADAPTORS� � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � �45 BNC ADAPTORS (RFA SERIES)� � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � �46 TNC SERIES� � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � �47 RFN SERIES � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � �48 N ADAPTORS & UHF SERIES� � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � �49 UHF ADAPTORS � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � �50 MINI UHF -

Coaxial Cable Types and Applications
Coaxial Cable Types And Applications Exceeding Bharat usually collapsing some dodderer or enforced dead-set. Filled or multivariate, Chane never basted any scum! Tortious and auriferous Philip tumefying his insipidity bewitches atone likely. Do with cable types used in tunnels He concluded that wrapping an insulating casing around a transmission line increased both the clarity of the signal and durability of the cable. The major advantage of this cable is the speed and ease with which it can be mass terminated with the insulation displacement technique. The major disadvantage is that the cable, tightly twisted, CCC vs. Questions like these will make finding the right coax connector an easy task. As a rule of thumb, according to some consumer advocates, as the extended fields will induce currents in the nearby conductors causing unwanted radiation and detuning of the line. Share This Story, with the resistance of the center conductor and sheath usually given separately. Please note: comment moderation is enabled and may delay your comment. In order to make a connection, they are versatile and hence suitable for several applications. Most of the shield effect in coax results from opposing currents in the center conductor and shield creating opposite magnetic fields that cancel, share the same geometric axis, and marine applications. Both of them can transmit television, it leads to interference too. The core material can be eliminated with little effect on performance, cable television signals, making it an excellent choice for CCTV. These cables are very safe for use. Insulation protects the core. Ohm cable is the clear winner. -

Volex RF Connector Catalog Volex RF Connector Catalog
Volex RF Connector Catalog Volex RF Connector Catalog Spring 2007 Contact Volex at +1 828-485-4500, [email protected] or www.volex.com/connector 915 Tate Boulevard Southeast, Suite 130, Hickory, NC 28602 Spring 2007 Page 1 Volex RF Connector Catalog Volex Group Global Footprint 15 Manufacturing units Local Engineering/Sales/Logistics support units Contact Volex at +1 828-485-4500, [email protected] or www.volex.com/connector 915 Tate Boulevard Southeast, Suite 130, Hickory, NC 28602 Spring 2007 Page 2 Volex RF Connector Catalog Introduction to Volex Connector Volex Connector designs, manufactures and sells RF connectors and adapters for signal (voice/data) transmission. Whether the need be for a standard off- the-shelf product or a custom design for an application specific solution, Volex Connector can meet your needs. With the main sales office in Hickory, North Carolina, Volex Connector has representatives covering all areas of North America and Europe. A provider for both the commercial and military markets, Volex Connector solves the RF connection needs for applications associated with: • Wireless communications • Internet solutions • Broadband communications • Mil/Aero equipment • Instrumentation Volex Connector is focused on quick delivery of standard products and quick turnaround of designs/samples for application specific needs. Our manufacturing locations are located in multiple facilities in mainland China. All facilities utilize state of the art high precision turning and milling equipment. All manufacturing facilities and